после его разгрузки в горячем состоянии;
- осадка опорных башмаков крайних опор после разгрузки горячего автоклава.
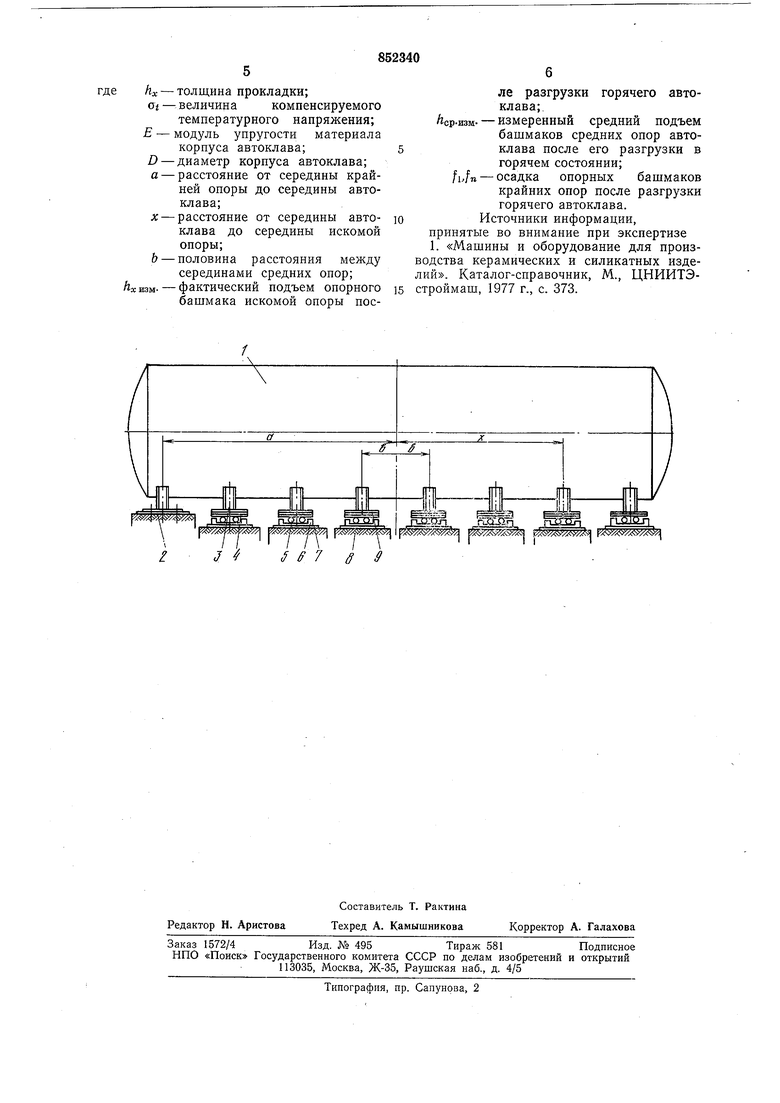
На чертеже схематически изображен предлагаемый автоклав. Автоклав 1 имеет одну неподвижную опору 2 и все остальные подвижные опоры, состоящие из опорных башмаков 3, верхних Катковых плит 4, катков 5 и нижних Катковых плит 6, приваренных к фундаментным плитам 7, забетонированным в фундаменты 8. Между опорными башмаками 3 и верхними Катковыми плитами 4 всех промежуточных опор установлены металлические прокладки 9, толщина которых определена по формуле:
)Л,
где hx - толщина прокладки;
at - компенсируемое температурное напряжение;
D -диаметр корпуса автоклава; а - расстояние вдоль продольной оси от середины крайней опоры до середины автоклава; X - расстояние от середины автоклава до середины искомой опоры; Е - модуль упругости материала
корпуса автоклава.
Толщина hx прокладок 9 определяется по приведенной формуле при условии, что все опоры автоклава установлены правильно. В действительности же, в результате неравномерной осадки опор и по другим причинам при определении следует вводить поправки.
Для определения поправок необходимо произвести эксперимент непосредственно на автоклаве. Целесообразно данный эксперимент проводить при отпущенных гайках на болтах, крепящих неподвижную опору к фундаменту, сразу после удаления из автоклава поезда с пропариваемым материалом.
Таким образом одновременно измеряются изменения по высоте (подъем) опорных бащмаков Лжизм. всех промежуточных опор и изменение (оседание) по высоте fi fn опорных бащмаков крайних опор. Полученные данные подставляются в формулу:
(а - + (. - (Лср. изм.)Х
А - ED
)-()у
в-й 2
толщина прокладки;
величина компенсируемого температурного напряжения; модуль упругости материала корпуса автоклава; диаметр корпуса автоклава;
а - расстояние от середины крайней
опоры до середины автоклава; X - расстояние от середины автоклава до середины искомой опоры; 5b - половина расстояния между серединами средних опор;
/гжизм. - фактический подъем опорного башмака искомой опорьг после разгрузки горячего автоклава; 0 ЛСР-ИЗМ- - измеренный средний подъем башмаков средних опор автоклава после его разгрузки в горячем состоянии;
/ь/и - осадка опорных башмаков край5них опор после разгрузки горячего автоклава.
Автоклав, оборудованный такими прокладками, загруженный поездом с пропариваемым материалом, в холодном состоя0 НИИ получает деформацию, обратную той, которую он получает от перепада температур, а в горячем состоянии при наличии разности температур между верхней и нижней частями корпуса напряжения, вызванные этой разностью, будут компенсироваться предварительным изгибом автоклава.
Для обеспечения нормальной загрузки и выгрузки автоклава рельсовый путь в нем 0 должен быть горизонтальным при изогнутой оси автоклава. Это достигается применением соответствующих прокладок между рельсами и подрельсовыми опорами.
Температурные напряжения в реальных 5 автоклавах, вызванные перепадом температур «верх - низ, имеют примерно такой же порядок, что и напряжения от избыточного давления, поэтому компенсация этих напряжений позволит повысить пре0 дел выносливости автоклава и его надежность, что имеет большое экономическое значение.
Данное изобретение просто по конструкции и имеет высокую надежность. 1;Формула изобретения
Горизонтальный автоклав, установленный на жестких металлических опорах, из которых одна неподвижная, а все остальQ ные подвижные состоят из опорного башмака, верхней и нижней Катковых плит, цилиндрических катков и фундаментной плиты, включающий элемент компенсации термических напряжений, отличающий,- с я тем, что, с целью повышения надежноео
ти автоклава, элемент компенсации термических напряжений выполнен в виде металлической прокладки, установленной на опорах между опорными бащмаками и верхней Катковой плитой, при этом толщину прокладки определяют по формуле:
А - («2 - ) + (h,,. -(hep. „зм.)Х
а , /1 + /я / fl - x
X 2 /
«
е hx - толщина прокладки;
Oi - величина компеисируемого температурного наиряжения; Е - модуль упругости материала корпуса автоклава;
D - диаметр корпуса автоклава;
а - расстояние от середины крайней опоры до середины автоклава;
X - расстояние от середины автоклава до середины искомой опоры;
b - половина расстояния между
серединами средних опор; Лжизм. - фактический подъем опорного башмака искомой опоры после разгрузки горячего автоклава;.
ЛОР-ИЗМ- - измеренный средний подъем
башмаков средних опор автоклава после его разгрузки в
горячем состоянии;
fb/n - осадка опорных башмаков крайних опор после разгрузки горячего автоклава. Источники информации,
принятые во внимание при экспертизе 1. «Машины и оборудование для производства керамических и силикатных изделий. Каталог-справочник, М., ЦНИИТЭстроймаш, 1977 г., с. 373.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный автоклав | 1981 |
|
SU980801A1 |
| Горизонтальный автоклав | 1981 |
|
SU1031494A1 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ ДЛЯ КРУТЫХ ПЛАСТОВ | 2010 |
|
RU2452861C1 |
| Устройство для выгрузки насыпных грузов из крытых вагонов | 1981 |
|
SU1164176A1 |
| Опора для морских сооружений | 1982 |
|
SU1077975A1 |
| Опора поворотного сооружения | 1980 |
|
SU885515A1 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ ДЛЯ КРУТЫХ ПЛАСТОВ | 2009 |
|
RU2398970C1 |
| Способ переброски большепролетных трубопроводов доставки пароводяной смеси над каньоном, расположенным в сейсмоактивной зоне | 2023 |
|
RU2815705C1 |
| ОПОРНЫЙ БАШМАК ПОДЪЕМНО-РИХТОВОЧНОГО УСТРОЙСТВА | 1970 |
|
SU274321A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ И ЗАКРЕПЛЕНИЯ КАМЕННЫХ БЛОКОВ И ПЛИТ | 2006 |
|
RU2401822C2 |
