Целью изобретения является повышение надежности и точности изм ерения.
Это достигается тем, что устройство измерения относительного обжатия полосы на .станах горячей прокатки, содержащее датчики .Наличия -металла рассматриваемой, предыдущей и последующей клетей, импульсные датчики скорости рассматриваемой и Предыдущей клетей, схему управле.ния, заяоминающее устройство, вычислительный блок, содержит два контура измерения скорости полосы до входа полосы в .клеть -и Выхода ее из клети, включающие ключ, интегратор, делитель и множитель:НО& з;ввно, два элемента сравнения, два (Ключа, два делителя, датчик .давления металла на валки, усилитель и сумматор, причем им.пульсные датчики скорости рас.СматрИ|ваемой и предыдущей клетей через . свои ключи соединены с интеграторами, выходы которых подключены к одному из входов делителей, другие входы которых соеди;нены с источником постоянного сигнала, выходы делителей в свою очередь соединены с одним входом множительных блоков, .на другой вход которых подключены выходы импульсных датчиков скорости каждой ,их клетей, причем выходы каждого умножителя соединены с одним из входов первого элемента сравнения, а его выход через третий -ключ соединен с одним входом третьего делителя, на другой его вход подключен выход импульсного датчика скорости рассматриваемой клети, а выход этоТо делителя .соединен с первым входом сумгматора, на второй вход которого подключен четвертый делитель, первый вход кото-. рого через усилитель соединен с выходом второго элемента сравнения, на первый вход которого подключен выход датчика давления металла на валки, который в свою очередь через четвертый ключ соеди.нен с входом запоминающего устройства, выход которого подключен к другому входу второго элемента сравнения, а второй вход четвертого делителя соединен с датчико-м толщииы лолосы на выходе стана через вычислительный блок, второй вход которого .подключен к устройству измерения относительного обжатия полосы последующих клетей, При этом управляемые входы всех ключей соединены с соответствующими выходами схемы управления, на три .входа которой подключены выходы датчиков наличия металла рассматриваемой, предыдущей и последующей клетей.
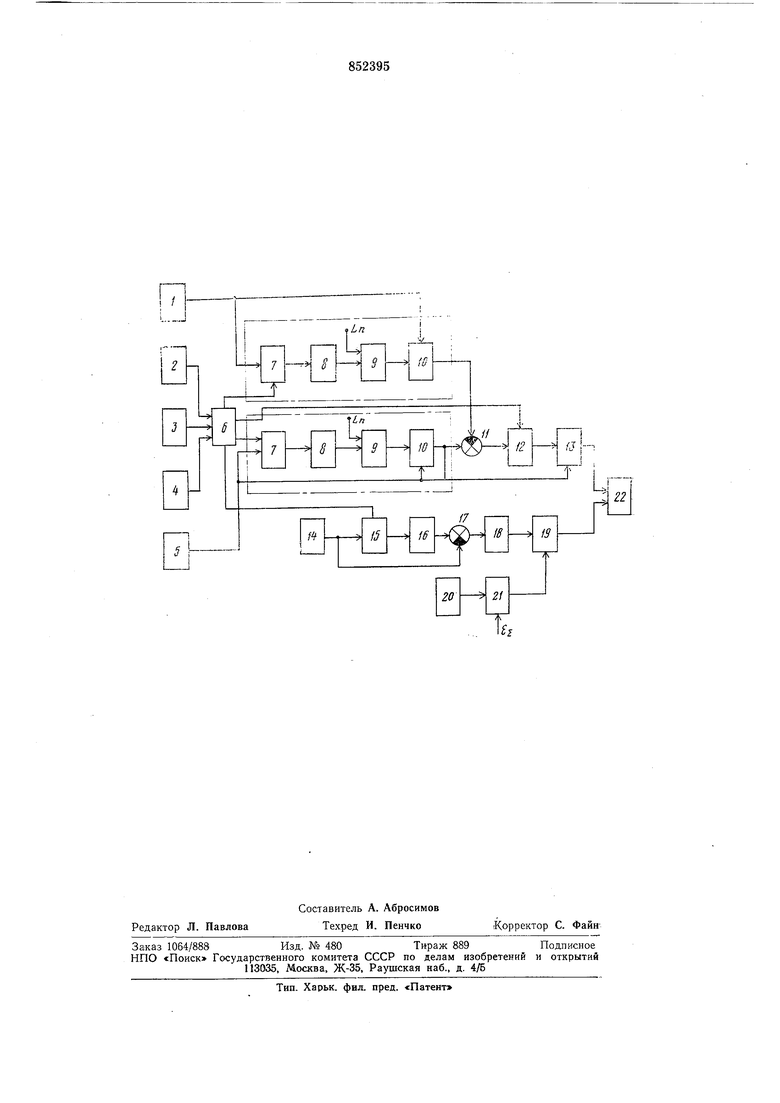
На чертеже представлена функциональная схема устройства измерения относительного обжатия полосы.
Устройство содержит импульсный датчик 1 скорости П1редыдуЩей (i-1) от рас.оматриваемой i-ой клети, датчик 2 наличия металла в (i-1)-ой клети, датчик 3 наличия металла в i-ой клети, датчик 4 «аличия металла в последующей (г+1)-ой клети,
им1пульсный датчнк 5 скорости t-ой клети, схему 6 управления, ключ 7, ИНтегратор 8, делитель 9, множительное звено 10, элемент Ц сравнения, ключ 12, делитель 13, датчик 14 да.вления металла яа валки, ключ ,15, запоминающее устрОЙство 16, элемент 77 сравнения, усилитель -18, делитель 19, датчик 20 толщины .полосы на выходе стана, вычислительный блок 2,1, сумматор .
УстройСтВО работает следующим образом.
В момент входа металла в предыдущую (L-1)-ю клеть сипнал с импульсного датчика скорости 1 (i-1)-ой клети будет подан на вход интегратора 8 через ключ 7, который включается схемой 6 управления по сигналу датчика (2 наличия металла. За время дВИжения головной части .полосы Г„ в межклетевом промежутке скорость данной клети будет интегрироваться. Длина интегрального участка равна длине периметра валков:
LB--k n,idt,(3)
о
гдеk - коэффициент пропорциональности;
fii-i - скорость вращения валков в клети (и-11).
Таким образом головная часть полосы пройдет меж.клетевой промежуток длиной Ln за время Г„, а точка на диаметре валка .пройдет 1путь 1,в.Отнощение k п:ьв рассчитывается в делителе 9, (На один вход которого оодан постоянный сигнал, пропорциональный длине промежутка Ln, а на другой вход - постоянный сигнал, пропорциональный длине промежутка LB при входе металла в i-K клеть.
В множительном звене dO производится расчет скорости полосы на входе в i-ю клеть (Vi) путем умножения сигнала скорости вращения П1- на коэффициент k. Аналогично производится .расчет скорости (Уа) полосы на выходе из рассматриваемой клети.
При этом используется сипнал импульс.ного датчика 5 скорости вращения клети и сигналы датч.иков 5 и 4 наличия металла в i-ой и (1+1)-ой клетях.
Разность скоростей полосы двух рассматриваемых промежутков формируется на выходе элемента И сравнения и подается на один вход делителя М через управляемый ключ ,,, включаемый схемой 6 унравления при наличии м еталла в последующей (t-f 1)-ой клети. На другой щод делителя 13 подается сигнал скорости полосы . Таким образом, вычисляется уравнение (2) по сигналам входной скорости полосы в рассматриваемую .клеть и выходной скорости полосы. -Сигналы скоростей формируется на выходах м.ножительных звеньев 10. Изменение скоростей, вызванное .изменением обжатия полосы, фиксируется на выходе делителя 13. Это происходит при «эменении натяжения, температуры ПОЛОСЫ, эксцентриситета валков и т. д. В измерителе Предусмотрен также канал корректировки обжатия по сигналу датчика 4 давления металла на валки, который подается на вход запоминающего устройства 16 через ключ 15. Ключ 15 включается схемой 6 управления по сигналу датчика 3 наличия металла г-ой клети и отключается сигналом датчика 4 наличия металла (1+1)-ой клети. Сигнал отклонения давления, формируемый на выходе элемента 17 сравнения, подается на вход усилителя 18, коэффициент передачи которого равен величине обратной жесткости клети , где Mfe - (Модель жесткости Клети. Таким образом, на однн вход делителя 19 подается величи1на отклонения толщины полосы, равная Aft f PlMk. а на другой - сигнал с выхода вычислительного блока 21. Вычислительный блок 21 производит вычисление зависимости , где Я - толщина полосы на входе в f-ю ho - толщина полосы на выходе стана;2 - величина суммарного относительного обжатия полосы под датчик 20 толщины полосы, установленный на выходе стана. Для определения обжатия полосы в последней клети стана суммарное относительное обжатие равно обжатию последней клети, а для предпоследней оно равно сумме обжатий в двух клетях и т. д. Формула изобретения Устройство измерения относительного обжатия полосы на станах горячей опрокатки, содержащее датчики наличия металла рассматриваемой, предыдущей и последующей клетей, импульсные датчики скорости рассматриваемой и предыдущей клетей, схему управления, запоминающее устройство, вычислительный блок, отличающееся тем, что, с целью повышения надежности и ТОЧ1НОСТИ измерения, оно содержит два контура измерения скорости полосы до входа полосы в клеть и выхода ее из клети, включающие ключ, интегратор, делитель и множительное звено, два элемента сравнения, два ключа, два делителя, датчик давления металла «а валки, усилитель и сумматор, причем импульсные датчики скорости рассматриваемой И предыдущей клетей через свои ключи соединены с интеграторами, выходы которых подключены к одному из входов делителей, другие входы которых соединены с источником постоянного сигнала, выходы делителей в свою очередь соединены с одним .входом Множительных блоков, на другой вход которых подключены выходы импульсных датчиков скорости каждой из клетей, причем выходы каждого умножителя соединены с одним из входов первого элемента сравнения, а его выход через третий ключ соединен с одним входом третьего делителя, иа другой его вход подключен выход импульсного датчика скорости Рассматриваемой клети, а выход этого делителя соединен с первым входом сумматора, на второй вход которого подключен четвертый делитель, первый вход которого через усилитель соединен с выходом второго элемента сравнения, на первый вход которого подключен выход датчика давления металла на валки, который в свою очередь через четвертый ключ соединен с Входом запоми:нающего устройства, выход которого подключен к другому входу второго элемента сравнения, а второй вход четвертого делителя соединен с датЧИком толщины полосы на выходе стана через вычислительный блок, второй вход которого Подключен к устройству измерения оиносительного обжатия полосы последующих клетей, при этом управляемые входы всех ключей соединены с соопВетствующиМИ выходами схемы управления, на три входа которой подключены выходы датчиков наличия металла рассматри1ваемой, предыдущей и последующей :клетей. Источник информации, принятый во внимание лри экспертизе: 1. Авторское свидетельство GCCP № 500841, кл. В 21 В 37/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство определения относительного обжатия полосы в прокатной клети | 1980 |
|
SU908449A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
5
J
