I
Изобретение относится к измерению технологических параметров процесса горячей прокатки и может быть использовано для автоматизации прокатного, производства в системах контроля и регулирования натяжения игнометрических размеров металла на мнбгоклетевых непрерывных станах горячей прокатки.
Известно устройство для измерения межклетевых натяжений, содержащее для каждого межклетевого промежутка петледержатель с фиксированным углом подъема ролика петледержателя над уровнем прокатки, датчик для измерения силы, действующей со стороны по.лосы на петледержатель и блок электрической компенсации, величина натяжения которого устанавливается вручную в зависимости от предполагаемого веса полосы в промежутке. В системе стабилизации натяжения полосы предусмотрена коррекция управляющего воздействия по скорости прокатки.
Устройство работает следующим образом.
При изменении натяжения полосы изменяется сила, действующая на ролик петледержателя, которая измеряется силойзмерительньти датчиками, встроенными в подшипниковые опоры ролика. Для нулевой установки используется компенсационная схема ГОНедостатком этого устройства является то, что измеряется общее натяжение полосы в межклетевых промежутках, а также не предусматривается компенсация изгибной жесткости полосы и центробежной силы, вызванной движением полосы по траектории, близкой к дуге окружности, радиус которой зависит от угла подьема рычага петледержателя.
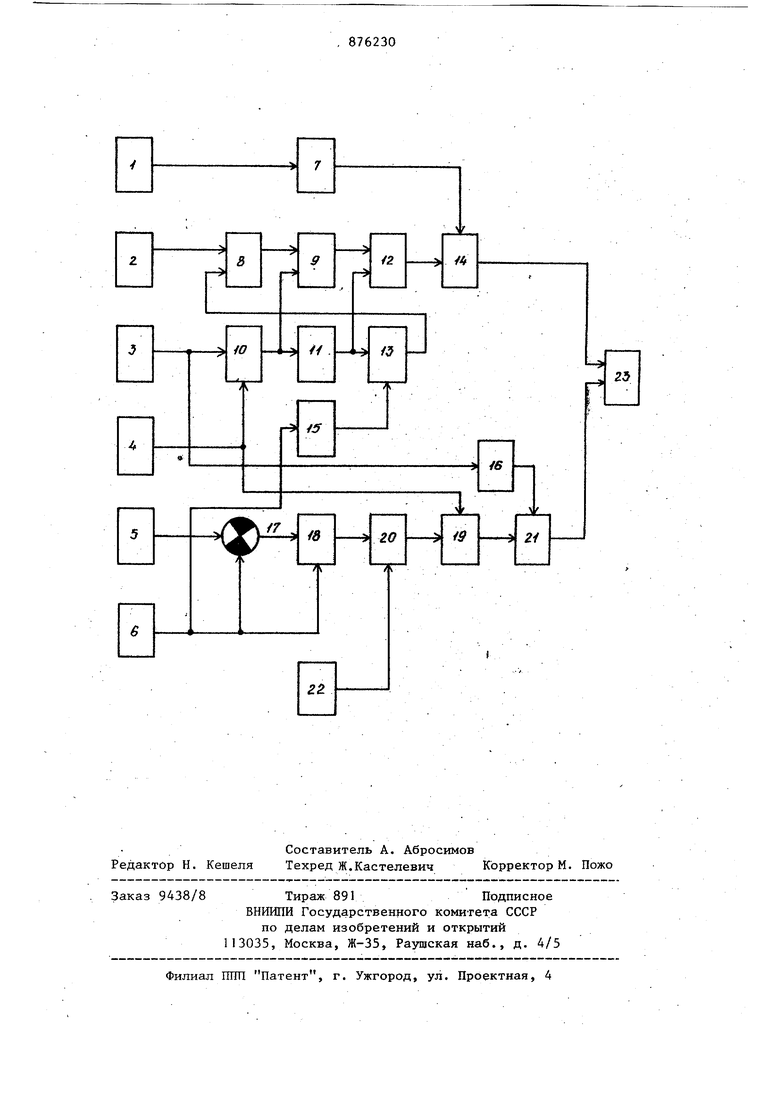
Вертикальная составляющая усилия, действующая на ролик петледержателя является алгебраической суммой сил натяжения полосы в промежутке, веса 3 полосы, силы изгибной жесткости поло сы и центробежной силы. Для станов горячей прокатки соста ляющие усилия от иэгибной жесткости полосы вносят, существенную погрешность в измерение натяжения, особенн на первых межклетевых промежутках стана. В свою очередь в последних межклетевых промежутках, где скорост движения полосы через ролик, подняты над уровнем прокатки, значительно вы сока, существенную ошибку в измерени вносит центробежная сила, которая уменьшает показания датчиков, встроенйых в подшипниковые узлы ролика пе ледержателя. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство которое содержит петледержатель, установленный между клетями, датчик силы, преобразователь угла подъема петледержателя в сопротивление, датчик скорости проката, преобразователя толщины, ширины и скорости полосы на выходе .тана в сопротивление операционные усилители с масштабирующими сопротивлениями, а также нелинейный преобразователь вместе с со противлениями для обработки сигналов датчиков силы и скорости прокатки. Преобразователь скорости проката в промежутка соединен через выходное сопротивление преобразователя толщины проката на выходе стана со входом операционноро усилителя, цепь обратной связи которого образована сопротивлением преобразователя скорости полосы на выходе стана, причем данный усилитель соединен через сопротивление преобразователя ширины проката с другим операционным усилителем, выход которого является источ ником питания силоизмерительного дат чика. Выход датчика силы через выход ное сопротивление преобразователя уг ла подъема петледержателя соединен с входом третьего операционного усилителя со смещенной нулевой точкой. Нелинейный преобразователь соединен со входом первого операционного усилителя, а преобразователь угла в сопротивление является его токовой нагрузкой. Устройство работает следующим образом. Напряжение от датчика скорости че рез сопротивление поступает на вход первого усилителя, в обратной связи которого включено сопротивление пре-i образователя скорости проката на выходе стана. Напряжение на выходе усилителя обратно пропорционально толщитне полосы в промежутке. Затем это напряжение масштабируется по ширине полосы и подается на вход второго оперативного усилителя, на выходе которого появляется сигнал, обратно пропорциональный сечению полосы в межклетевом промежутке. Данный сигнал является питанием силоизмерительного мостового датчика. Напряжение на выходе датчика силы,пропорционально удельному натяжению полосы, действующему на ролик петледержателя без учета угла подъема, веса и жесткости полосы. Эти компоненты формируются величиной смещения нулевой точки данного усилителя на входном сопротивлении третьего усилителя На выходе нелинейного преобразователя и величиной смещения нуля третьего усилителя. Таким образом, напряжение на выходе третьего операционного усилителя становится пропорциональным удельному натяжению с учетом веса, жесткости проката и угла подъема петледержателя р . Недрстаток этого устройства заключается в том, что при измерениях удельного натяжения полосы учитывается ее жесткость по расчетному значению, которое принимается неизменным по всей длине полосы, а не по фактическому значению жесткости в межклетевом промежутке. Влияние на результат измерения центробежной составляющей усилия, действующей на ролик петледержателя , при движении полосы на криволинейной траектории вообще не учитывается. Перечисленные недостатки ухудшают точность измерения удельного натяжения, которое в сйою очередь ухудшает качество готового проката. Цель изобретения - повьшгение точности определения удельных натяжений. Поставленная цель достигается тем, что в уст;ройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки, содержащее датчик угла подьема петледержателя, датчик усилия на ролик петледержателя, измеритель толщины полосы в рассматриваемом промежутке, измеритель щирины полосы, измерители скорости в рассматриваемом и предыдущем проме5876230жутках, введены функциональный, преобразователь, три сумматора, три делительных звена, пять множительных звена, два квадратора, элемент сравнения, датчик давления металла на валки впередистоящей клети и усилитель, при этом вход функционального преобразователя подключен к датчику угла подъема петледержателя, а его выход к первому входу первого множительного звена, другой вход которого соединен с выходом первого сумматора, один вход которого соединен с выходом первого делительного звена, а другой - с выходом усилителя и первым входом второго множительного звена, выход которого подключен к одному входу второго сумматора, на другой вход которого подключен выход датчика усилия на ролик петледержателя, в свою очередь выход второго сумматора подключен на первый вход первого делительного звена, а другой его вход соединен со входом усилителя и вьйсодом третьего множительного звена, один вход которого подключен к выходу измерителя толщины полосы и входу первого квадратора, а другой вход соединен с выходом измерителя ширины и с первым входом второго делительного звена, другой вход которого подключен к выходу четвертого множительного звена, один вход которого соединен с выходом датчика давления металла на валки впередистояадей клети, а другой - с выходом третьего делительного звена, .один вход которого соединен с выходом измерителя скорости полосы в расматриваемом промежутке, со вторым входом второго множительного звена через второй квадратор и с первым входом элемента сравнения, другой вход которого подключен к выходу измерителя скорости в предыдущем промежутке, а выход - ко второму входу третьего делительного звена, причем выход первого множительного звена подключен к одному входу третьего сумматора, на другой вход которого подключен выход пятого множительного звена, один вход которого соединен с выходом первого квадратора, а другой - с выходом второго делительного звена. Измерение удельного натяжения в каждом межклетевом промежутке ведется в соответствии с зависимостью . Кп /.. Pip Ру . ,7) гдна де де пе по из те пр ло фу ма те ма кв не мн 22 ст жу PjKhtv, (.)B К,К2,К2, постоянные коэффициенты пропорциональности, определяемые расстоянием между клетями, длийой, рычага петледержателя, передаточным коэффициентом датчика усилия н ролик петледержателя, зависимостью жесткости, сжатия и изгиба полосы - угол подъема пе.тледергжателя;В - ширина полосыJ толщина полосы в измеряемом промежутке; , f - удельный вес ме талла; сила, действующая на ро-лик петледержателя со стороны Проката; Р., -я --центробежная сила, вы-, званная движением по криволинейной траектории;масса полосы в промежутке;скорость полосы в промет жутке; радиус кривизны полосы, который рассчитывается для рабочего угла Ч петледержателя; давление металла на валки впередистоящей клети;скорость полосы в предыдущем промежутке. Ha чертеже представлена функциоьная схема устройства, которая сожит датчик 1 угла подъема петлежателя , датчик 2 усилия на ролик ледержателя, измеритель 3 толщины осы в рассматриваемом промежутке, еритель 4 ширины полосы, измериь 5 скорости полосы в предыдущем межутке, измеритель 6 скорости поы в рассматриваемом промежутке, кциональный преобразователь 7, сумор 8, делительное звено 9, множиьное звено 10, усилитель П, сумор 12, множительные звенья 13 и 14, драторы 15 и 16, элемент 17 сравия, делительные звенья 18 и 19, жительные звенья 20 и 21, датчик давления металла на валки впередиящей клети рассматриваемого промека и сумматор 23. Сигнал, пропорциональный силе, де ствующей на ролик петледержателя, по дается на первый вход сумматора 8, а на другой его вход подается сигна л пропорциональный центробежной силе PY , которая рассчитывается с помощью звеньев 10 и 13, усилителя 11, квадратора 15 при наличии сигналов на вы ходе измерителя 3 толщины полосы в рассматриваемом промежутке измерителя 4 ширины полосы и измерителя 5 ск рости полосы в рассматриваемом проме жутке . Причем на выходе множительного звена 10 образуется сигнал, пропорциональный сечению полосы (Bh) в промежутке, который умножается на .постоянный коэффициент 1Cr-j-i-- Выход усилителя 11 соединен с одним входом множительного звена 13, а на другой его вход подключен выход квадратора 15, формирующий квадрат скорости полосы в рассматриваемом промежутке (V). Таким образом, реализуется состав )которая после сумляющаямирования с сигналом Р-р подается на вход ДЕЛИМОЕ делительного звена 9 на вход ДЕЛИТЕЛЬ подается сигнал, пропорциональный сечению полосы с выхода множительного звена 10, реали зуя зависимость Ка(Р4р - PV) BhДанный сигнал суммируется с сигна лом, пропорциональным значению Kj на сумма- оре 12, выход которого подключен к одному входу множительного звена 14, а другой его вход соединен с выходом функционального преобразователя 7, реализующего зависимость -Выход множительного звена 14 S i Чц соединен с одним входом сумматора Zj На другой вход сумматора.23 подается сигнал, пропорциональный из-гибной жесткости полосы, которая рассчитыва ется по соотношению . V,-) V рассчитываетОтношениеVi - V,-., ся на элементах 17 и 18 по сигналам измерителей 5 и 6 скорости полосы. В звене 20 производится умножение на величину давления металла на вапки впередистоящей клети по сигналу датчика 22. Выходная величина множительного звена 20 подается на вход делительного звена 19, на другой вход которого подключен выход измерителя 4 ширины полосы. Результат деления подается на первый вход множительного звена 21,а на другой вход подключен выход квадратора 16, формирующего квадрат толщины полосы в рассматриваемом промежутке (h). Причем множительное звено одновре менно обеспечивает перемножение с учетом коэффициента пропорциональности (К), связьшающего жесткость сжатия полосы и е изгиба. В процессе прокатки полосы при изменении, например, ее температуры изменяется усилие металла на валки при фиксированном обжатии, которое определится соF- Vi - Vi-. - v отношением и ширины полосы. Таким образом, зная жесткость полосы на сжатие в прокатной клети, определяется жесткость ее на изгиб и непрерывно рассчитывается в предлагаемом устройстве. Кроме этого, непрерывно рассчитывается центробежная сила, которая также улучшает точность измерения удельного натяжения полосы. Технико-экономическим преимуществом предлагаемого устройства является то, что непрерывное определение удельного натяжения на непрерывных станах горячей прокатки позволяет вести процесс прокатки в оптимальных режимах, обеспе-чивающих снижение брака (утяжку полосы) , что увеличивает выход годного проката за счет снижения допуска по ширине полосы. Геометрические размеры полосы, ее скорость могут быть определены либо косвенным, либо непосредственным измерением с достаточной степенью точности. Формула изобретения Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки, содержащее датчик угла подъема петледержателя, датчик усилия на ролик петледержателя, измеритель толщины полосы в рассматриваемом промежутке, измеритель ширины полосы, измерители скорости полосы в рассматриваемом и предьщущем промежутках, отличающееся
тем, что, с целью повышения точности определения удельных натяжений, в него дополнительно введены функцио-; нальный преобразователь, три сумматора, три делительных звена, пять мн жительных звеньев, два квадратора, элемент сравнения, датчик давления металла на валки впередистоящей клети и усилитель, при этом вход фушсг ционального преобразователя подклЮ-чен к выходу датчика угла подъема петледержателя, а его выход к Первому входу первого множительного звена, другой вход которого соединен с выходом первого сумматора, один вход которого соединен с выходом первого делительного звена, а другой - с 8ыходом усилителя и первьм входом второго множительного звена, выход которого подключен к одному входу второго сумматора, к другому входу Которого подключен выход датчика усилий на ролик петледержателя, в свою очереДь, выход, второго сумматора подключен к первому входу первого делительного звена, а другой его вход соединен со входом усилителя и выходом третьего множительного звена, один вход которого подключен к выходу измерителя толщины полосы и входу первого квадратора, а другой вход соединен с выходом измерителя ширины и с первым
входом второго делительного звена, другой вход которого подключен к выходу четвертого множительного звена один вход которого соединен с выходом датчика давления металла на валки впередистоящей клети, а другой - с , выходом третьего делительного звена, один вход которого соединен с выходом измерителя скорости полосы в растсматриваемом промежутке, со вторым входом второго множительного звена чег-. рез второй квадратор и .с первым вхо-. дом элемента сравнения, другой вход которого подключен на выход измерителя скорости в предыдущем промежутке, а выход - ко второму входу третьего делительного звена, причем выход первого множительного звена подключен к одному входу третьего сумматора, на другой вход которого подключен выход ПЯТ.ОГО множительного звена, один вход которого соединен с выходом первого квадратора а другой - с выходом второго делительного звена.
Источники информации, принятые во внимание при экспертизе
. Приборы и системы управления 1975, № 1, с. 24-25.
2. Авторское свидетельство СССР № 601062, кл. В 21 В 37/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосы в башенной печи | 1983 |
|
SU1104176A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей в стане горячей прокатки | 1979 |
|
SU865453A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |