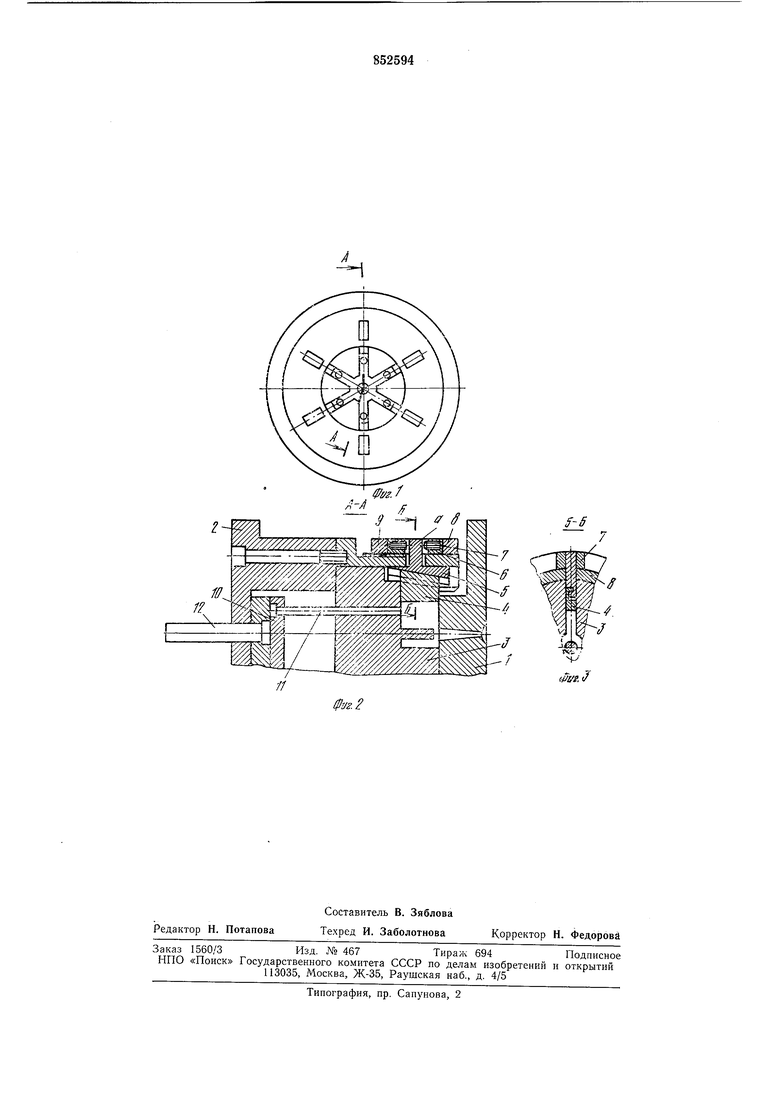
фиг. 3 - то же, поперечный разрез по подвижному знаку.
Форма содержит неподвижную плиту 1, подвижную плиту 2, иа которой размещена матрица 3, в которой установлен с возможностью радиального перемещения оформляющий поднутрение знак 4, выполненный в виде ползуна с наклонной наружной поверхностью, клиновой элемент 5, взаимодействующий с наклонной поверхностью ползуна, выполненный с выступом а, на котором установлен хомут с регулировочными винтами 7.
На боковой поверхности матрицы установлены регулировочные гайки 8 и 9, действующие на винты 7. Причем на гайке 8 нанесены риски. На подвижной плите размещена плита 10 с выталкивателями 11 изделий и хвостовиком 12.
Количество ползунов в форме соответствует количеству поднутрений изделия.
Работает форма следующим образом.
Перед заполнением формы расплавом замечают положение регулировочной гай;г ки 8 на матрице, после чего производят впрыск расплава материала в форму. Носле выдержки и охлаждения отливки форму раскрывают. При этом хвостовик 12 наталкивается на упор термопластавтомата и плита 10 с выталкивателем 11 останавливается, а подвижная плита 2 с матрицей 3 продолжают свое движение. Выталкиватели выталкивают изделие изформы. Изделие измеряют по наружному диаметру, образуемому его выступами, и определяют величину отклонения фактического размера от требуемого по чертежу. Зная цену деления на наружной поверхности регулировочной гайки 8 (она определяется углом наклонной поверхности клинового элемента 5 и знаков 4 и шагом резьбы на наружной поверхности матрицы 3) и величину отклонения контролируемого размера, определяют необходимое положение регулировочной гайки 8. Для придания ей необходимого положения гайку 9 вращением по часовой стрелке (если правая резьба) выводят из зацепления с хомутом 6, затем вращением регулировочной гайки 8 придают ей необходимое положение, после чего вращением гайки 9 закрепляют ее положение. При этом хомут 6 с клиновым элементом 5 перемещается в матрице, наклонные поверхности клинового элемента 5, взаимодействуя с наклонными поверхностями знаков 4, перемещают знаки 4 в радиальном
направлении. Коррекцию положения регулировочной гайки 8 производят при каждой установке формы на термопластавтомат при поступлении новой партии материала и при отклонении фактического размера изделия от требуемого по чертежу.
Одинаковое положение подвижных знаков 4 относительно оси матрицы 2 регулируют положением хомутов 6 относительно выступов а клинового элемента 5 с помощью винтов 7.
Данная форма позволяет изготавливать изделия повыщенной точности из различных материалов, обладающих большой усадкой, которая зависит от партии материала, техиологических параметров термопластавтомата и от температурного режима формы.
Положение знаков регулируется легко и быстро, в течение нескольких минут, без снятия формы с термопластавтомата. Форма позволяет устранить механическую доработку изделий и ручное удаление заусенцев после механической обработки.
Формула изобретения
1.Литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, формующий поднутрение знак, выполненный в виде ползуна с наклонной наружной поверхностью, установленный в матрице с возможностью радиального перемещения, и клиновой элемент, взаимодействующий с наклонной поверхностью ползуна, отличающаяся тем, что, с целью формования из различных материалов, обладающих большой усадкой, изделий с точными размерами за счет изменения размеров формующей полости, клиновой элемент установлен в матрице и выполнен с выступом, а на боковой поверхности матрицы размещены регулировочные гайки, взаимодействующие с выступом клинового элемента.
2.Форма по п. 1, отличающаяся тем, что, с целью обеспечения регулирования знаков, она снабжена установленным подвижно на выступе клинового элемента хомута с регулировочными винтами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 552205, кл. В 29 С 5/00, 1974.
2.Демии Е. П. Механизация и автоматизация прессования изделий из пластмасс. Л., 1962, с. 135, рис. 486 (прототип).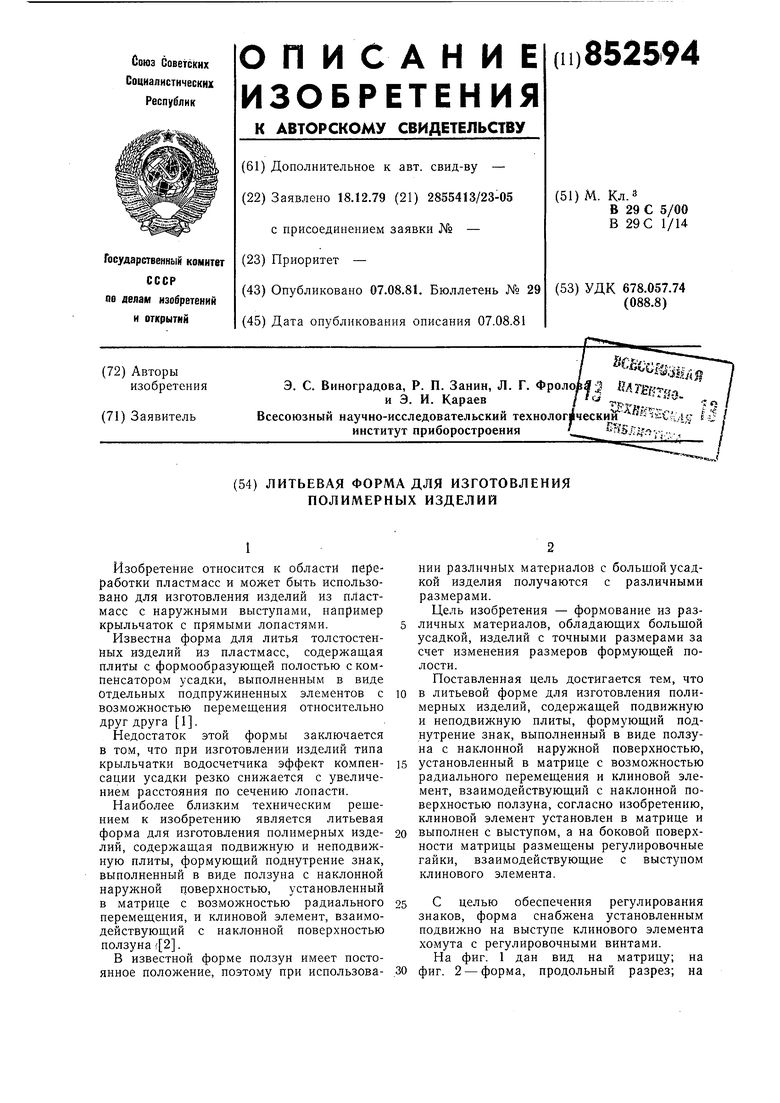
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2046717C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1712173A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |