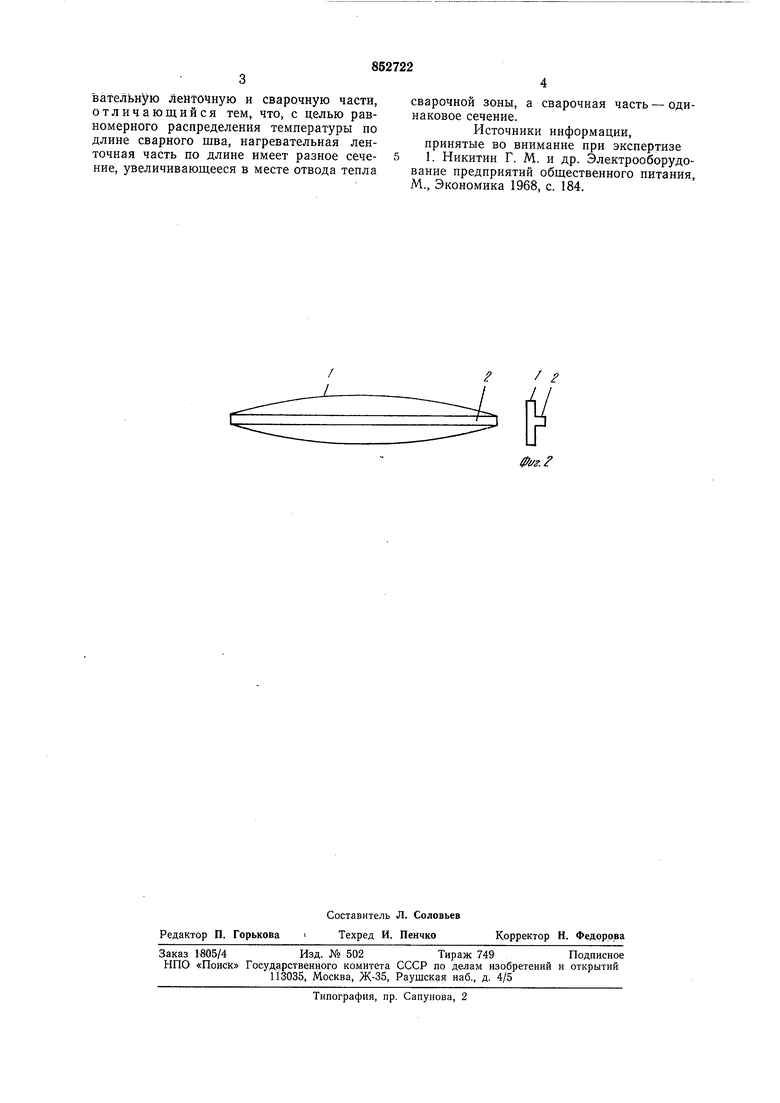
вательную ленточную и сварочную части, отличающийся тем, что, с целью равномерного распределения температуры по длине сварного шва, нагревательная ленточная часть по длине имеет разное сечение, увеличивающееся в месте отвода тепла
сварочной зоны, а сварочная часть - одинаковое сечение.
Источники информации, принятые во внимание при экспертизе 1. Никитин Г. М. и др. Электрооборудование предприятий общественного питания, М., Экономика 1968, с. 184.
| название | год | авторы | номер документа |
|---|---|---|---|
| Нагревательный элемент к устройству для упаковывания в пленку | 1979 |
|
SU1221066A1 |
| Крутонаклонный ленточный конвейер | 1983 |
|
SU1093636A1 |
| Способ электронно-лучевой сварки с присадочной лентой таврового соединения | 1977 |
|
SU733920A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для перемещения людей с одной стороны конвейера, установленного в пологопадающей выработке, на другую | 1990 |
|
SU1756593A1 |
| Крутонаклонный ленточный конвейер | 1983 |
|
SU1102721A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU588087A1 |
| Устройство для перемещения людей с одной стороны конвейера, установленного в наклонной горной выработке, на другую | 1990 |
|
SU1745975A1 |
/
