(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для подачи сварочнойпРОВОлОКи | 1978 |
|
SU827281A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
: 1.
Изббретение относится к оборудованию для электродуговой сварки, преи;мущественно неплавящимся электродом с подачей присадочной проволоки и , колебаниями сварочной горелки поперек стыка.
Известно устройство для электродуговой сварки, содержащее корпус с установленными на нем сварочной горелкой, и связанными между собой механизмом слежения по длине дуги,механизмом подачи проволокт с приводным роликом и механизмом колебаний горелки l1.
Недостаток известного устройства заключается в недостаточной точности слежения по длине дуги, что, в свою очередь, отрицательно сказывает ся на качестве сварки.
Целью изобретения является повышение качества сварки путем обеспечения точности слежения по длине дуги.
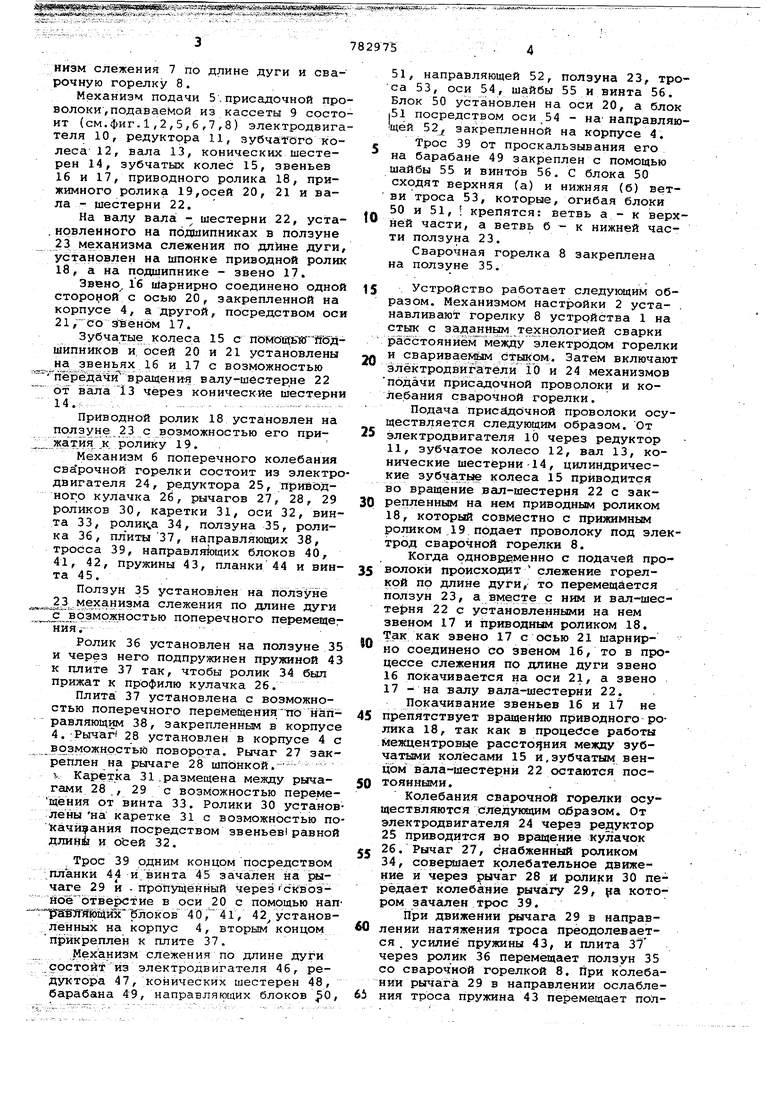
, Указанная цель достигается тем, что механизм слежения по длине дуги снабжен ползуном, смонтированньм на корпусе, механизм колебаний горелки снабжен плитой, установленной в - корпусе с возможностью, возвратнопоступательного перемещения, а также дополнительным ползуном и подпружиненным относительно упомянутой плиты роликом, установленным наползуне механизма слежения с возможностью возвратно-поступательного перемещения, а механизм подачи проволоки снабжен установленным на ползуне механизма слежения валом-шес. терней с приводным .роликомдля цр дачи проволоки и двухзвенником с зубчатыми колесами, одно звено которого шарнирно соединено с (сорпусом, а другое - с упомянутым валом-шестерней. На фиг.1 показано устройство, вид
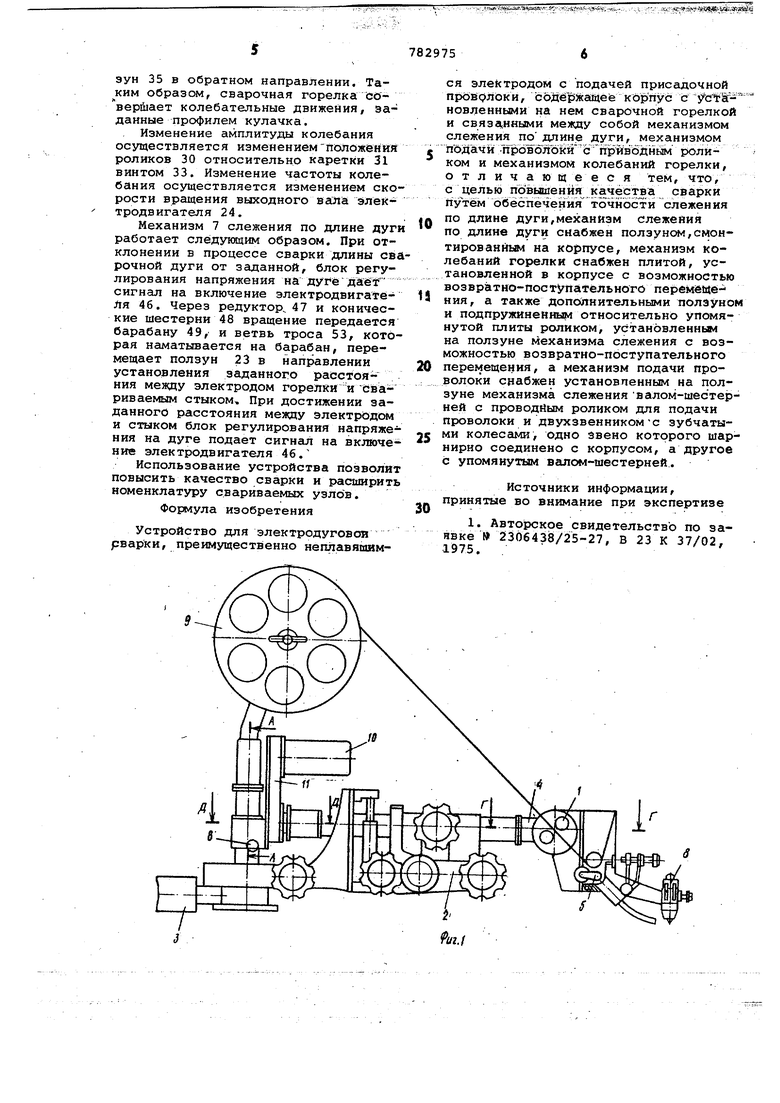
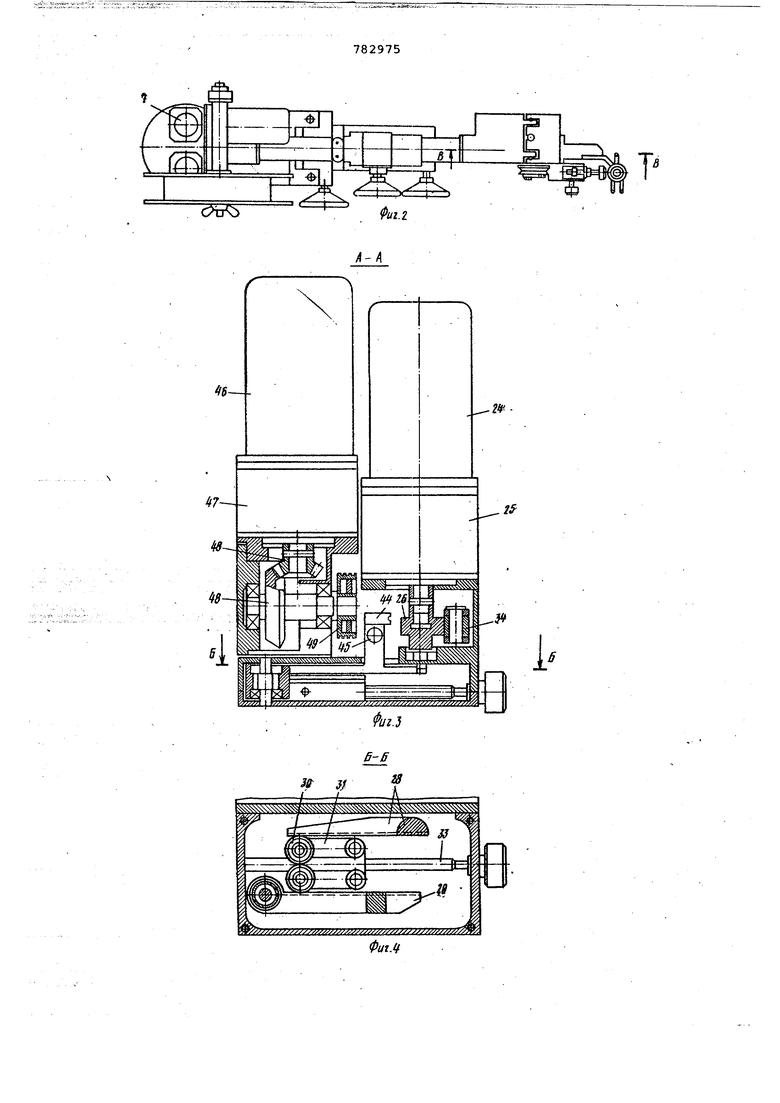
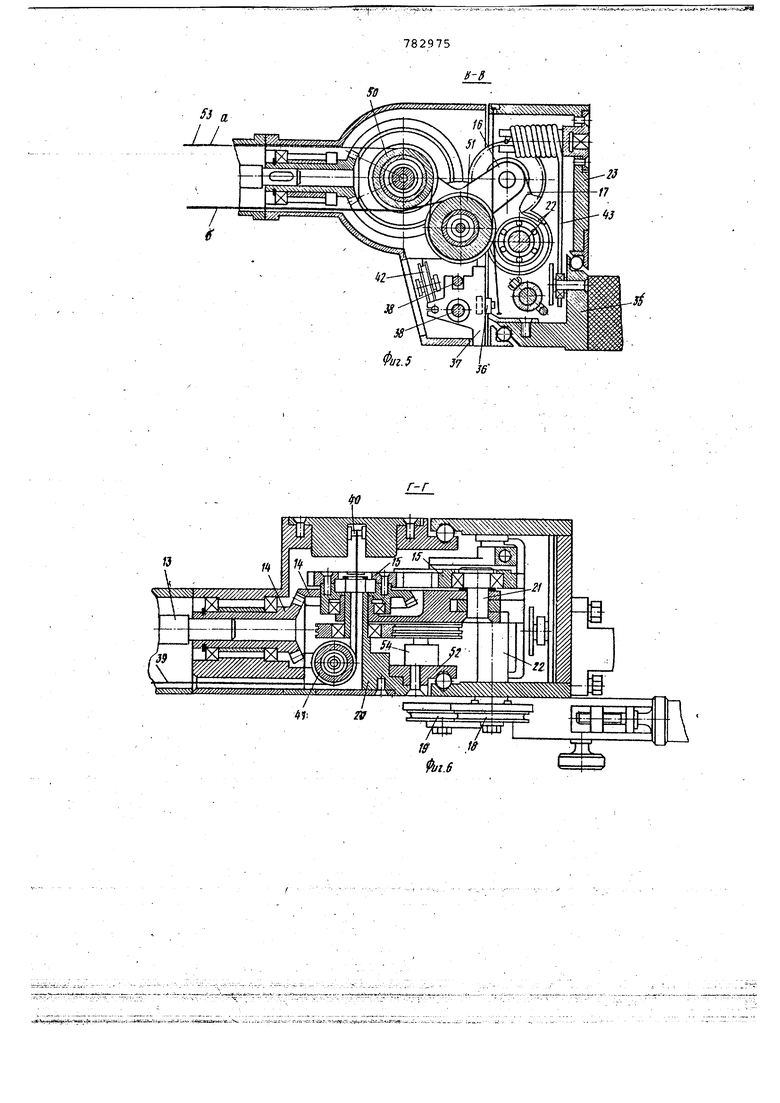
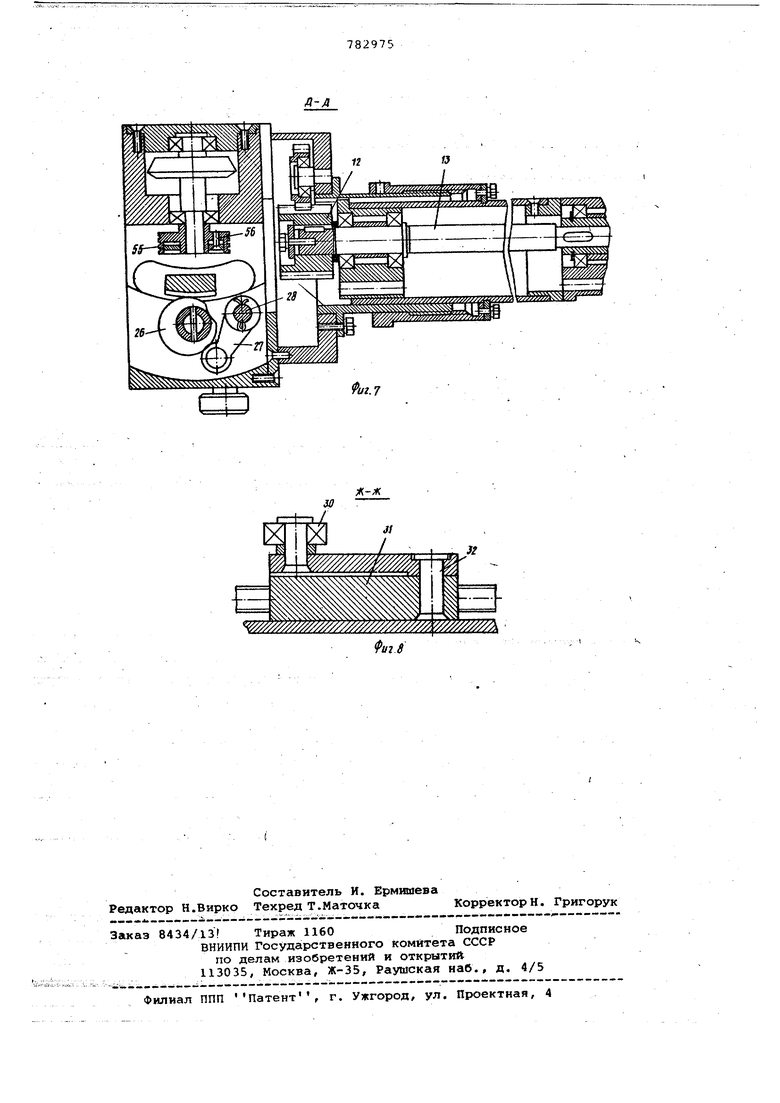
15 Сбоку; на фиг.2 - то же, вид сверху; йа фиг.З - разрез А-А фиг.1; на фиг. 4 - разрез Б-Б фиг.З; на фиг.5 - разрез В-В фиг.2; на фиг.6 - разрез Г-Г фиг.1; на фиг.7 -раэреэ Д-Д фиг.17
20 на фиг.8 - разрез Ж-Ж фиг.З.
Сварочная головка 1 закреплена на механизме настройки 2, который предназначен для установки электрода сварочной горелки на стык. Механизм настройки 2 крепится на консоли колонны или на самоходнойтележке 3.
Устройство содержит корпус 4, установленный на механизме настройки 2, механизм подачи. 5 присадочной проволоки, механизм колебания 6, механиэм слежения 7 по длине дуги и сварочную горелку 8.
Механизм подачи 5,присадочной проволоки, подаваемой из кассеты 9 состоит (см.фиг.1,2,5,б,7,8) электродвигателя 10, редуктора 11, зубча-гого колеса 12, вала 13, конических шестерен 14, зубчатых колес 15, звеньев 16 и 17, приводного ролика 18, прижимного ролика 19,осей 20, 21 и вала - шестерни 22,
На валу вала - шестерни 22, уста.новленного на подаипниках в ползуне 23 механизма слежения по длине дуги, установлен на шпонке приводной ролик 18, а на подшипнике - звено 17.
Звено. 16 ц1арнирно соединено одной сторо юй с осью 20, закрепленной на корпусе 4, а другой, посредством оси 21, со зТвёном 17.
Зубчатые колеса 15 с помс ЖЕК Шдшипников и. осей 20 и 21 установлены на звеньях 16 и 17 с возможностью передачи вращения валу-шестерне 22 от вала 13 через конические шестерни
Приводной ролик 18 установлен на ползуне 23 с возможностью его прижатдя /.К ролику 19. .
Механизм б поперечного колебания сварочной горелки состоит из электродвигателя 24, редуктора 25, прйвоДного кулачка 26, рычагов 27, 28, 29 роликов 30, каретки 31, оси 32, винта 33, роли1 а 34, ползуна 35, ролика 36, плиты37, направляющих 38, тросса 39, направляющих блоков 40, 41, 42, пружины 43, планки 44 и винта 45. .
Ползун 35 установлен на ползуне 23 механизма слежения по длине дуги 5.возмржностью поперечного перемещег
НИЯ;--- - .
Ролик 36 установлен на ползуне 35 и через него подпружинен пружиной 43 к плите 37 так, чтобы ролик 34 был прижат к профилю кулачка 26.
Плита 37 установлена с возможностью поперечного перемещений пОнМправляющим 38, закрепленным в корпусе 4.;Рычаг 28 установлен в корпусе 4 с возможностью поворота. Рычаг 27 закреплен на рьлчаге 28 шпенкой.- к Каретка 31.размещена между рычагами 28 ., 29 с возможностью перемещёния от винта 33. Ролики 30 установлены на каретке 31 с возможностью поначинания посредством звеньев) равной длинй и оЬей 32.
Трос 39 одним концом посредством /планки 44 и ;винта 45 зачален на рычаге 29 и - пгропущённый черезdkBoSное 6твёрстие в оси 20 с помощью нап т- аШИяШйх Клоков 4 О Г 1 / 42 установленных на корпус 4, вторым концом прикреплен к плите 37.
Механизм слежения по длине дуги состой из электродвигателя 46, реДуктора 47, конических шестерен 48, барабана 49, направляющих блоков 0,
782975
51, направляющей 52, ползуна 23, троса 53, оси 54, шайбы 55 и винта 56. Блок 50 установлен на оси 20, а блок |51 посредством оси 54 - нанаправляющей 52j, закрепленной на корпусе 4. Трос 39 от проскальзывания его на барабане 49 закреплен с помощью шайбы 55 и винтов 56. С блока 50 сходят верхняя (а) и нижняя (б) ветви троса 53, которые, огибая блоки 50 и 51, крепятся: ветвь а - к верхней части, а ветвь б - к нижней части ползуна 23.
Сварочная горелка 8 закреплена на ползуне 35.
Устройство работает следующим образом. Механизмом настройки 2 уста- , навливают горелку 8 устройства 1 на стык с зада21Ным технологией сварки |расстоянйём между электродом горелки
и сваривае1.1ым CTbJijioM. Затем включают электродвигатели 10 и 24 механизмов подачи присадочной проволоки и колебания сварочной горелки.
Подача присс1дс1чной проволоки осуществляется следующим образом. От
электродвигателя 10 через редуктор 11, зубчатое колесо 12, вал 13, конические шестерни 14, цилиндрические зубчатые колеса 15 приводится во вращение вал-шестерня 22 с закрепленным на нем приводным роликом 18, который совместно с прижимным роликом 19 подает проволоку под электрод сварочной горелки 8.
Когда одновременно с подачей проволоки происходит слежение горелкой по длине дуги, то перемещается ползун 23, а вместе с ним и вал-шеетерня 22 с установленными на нем звеном 17 и приводным роликом 18.
Так как звено 17 с осью 21 шарнирно соединено со звеном 16, то в процессе слежения по длине дуги звено
16покачивается на оси 21, а звено
17- на валу вала-шестерни 22. Покачивание звеньев 16 и 17 не
препятствует вращению приводного ролика 18, так как в процессе работы межцентровые рассто5}ния между зубчатыми колёсами 15 и,зубчатым венцом вала-шестерни 22 остаются постоянными..
Колебания сварочной горелки осуществляются слёДУкяцим ojSpaaoM. От электродвигателя 24 через редуктор 25 приводится во вращение кулачок
При движении рычага 29 в направлении натяжения троса преодолевается . усилие пружины 43, и плита 37 через ролик 36 перемещает ползун 35 со сварочной горелкой 8. При колебании рычага 29 в направлении ослабления троса пружина 43 перемещает полэун 35 в обратном направлении. образом, сварочная горелка со верйает колебательные движения, заданные профилем кулачка.
Изменение амплитуды колебания осуществляется изменением Пйложенйя роликов 30 относительно каретКи 31 винтом 33. Изменение частоты колебания осуществляется изменением скорости вращения выходного ваЛа электродвигателя 24.
Механизм 7 слежения по длине дуги работает следующим образом. При отклонении в процессе сварки длины сварочной дуги от заданной, блок регулирования напряжения на дуге даёт сигнал на включение электродвигателя 46. Через редуктор 47 и конические шестерни 48 вращение передается барабану 49, и ветвь троса 53, которая наматывается на барабан, перемещает ползун 23 в направлении установления заданного расстояния между электродом горейки и свариваемым стыком. При достижении заданного расстояния между электродом и стыком блок регулироваиия напряжения на дуге подает сигнал на включение электродвигателя 46.
Использование устройства позволит повысить качество сварки и расширить номенклатуру свариваемых узлов.
Формула изобретения
Устройство для электродуговои рварки, преимущественно неплавящим782975
ся злектродом с подачей присадочной пройрлоки, содёр ащеё корпУс с новленными на нем сварочной горелкой и связа нными между собой механизмом слежения по длине ДУГи, механизмом под;ачй рЬБШоКй й 1фйводным роликом и механизмом колебаний горелки, отличающееся тем, что, с целью повьипения качества сварки путём обеспечения точносТги слежения по длине дуги,механизм слежейия
0 по длине дуги снабжен ползуном,смонтированйьм на корпусе, механизм колебаний горелки снабжен плитой, установленной в корпусе с возможностью возвратно-поступательного перемещения, а также дополнительными ползуном и подпружиненным относительно упомянутой плиты роликом, установленным на ползуне механизма слежения с возможностью возвратно-поступательного
0 перемещения, а механизм подачи проволоки снабжен установленным на ползуне механизма слежения валом-шестерней с проводйым роликом для подачи проволоки и двухзвенникомс зубчатыми колесами, одно звено которого шар5нирно соединено с корпусом, а другое с упомянутым валсял-шестерней.
Источники информации, принятые во внимание при экспертизе
0
6
2
-iUi.ia.iieisabiiaisi-.;; .--. ,:-...л.1 я -ша1К Xib /№ w f 1.6 L
