Опи-самное устройство ра ботает следующим образом.
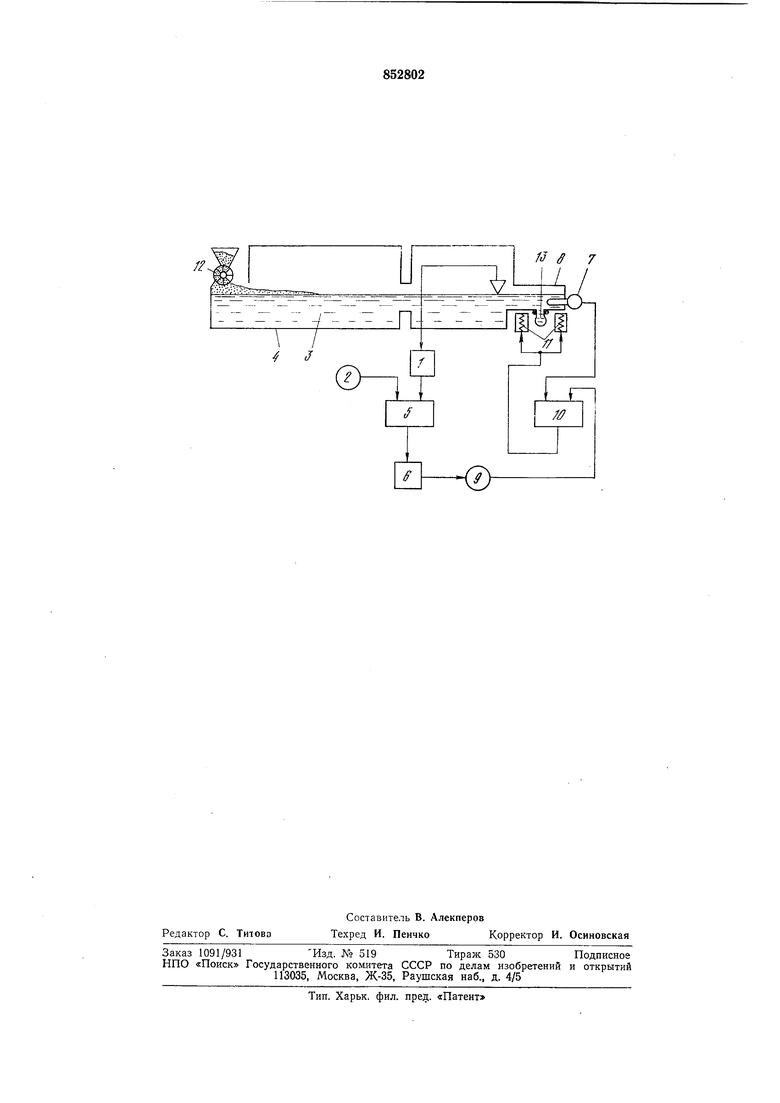
Загрузочное устройство 12 работает с постоянной производителыностью, величина которой в пересчете на стекломассу несколько больше суммарной (номинальной производительности стеклоформующих машин. Для яоддержанйя Постоянного уровня стекломассы 3 в стекловаренлой лечи 4 необходимо, чтобы суммарный събм стекломассы был равен производительности запрузочиого устройства 12. Если уровень стекломассы 3 равен заданному, выходные си-пналы датчика 1 :и задатчика 2 равны, «а входе регулятора 5 уровня отсутствует разбаланс сигналов и на выходе регулятора 5 нет сигнала управления корректором 6 задания. При этом контур регулирования температуры стекломассы в питателе 8 работает как контур стабилизации, поддерживая значение температуры стекломассы 3, задаваемое задатчиком 9. Возможные возмущения по температуре стекломассы вызывают появление разбаланса на входе регулятора 10, .который ликвидирует их путем управления нагревательными элементами 11. Регулирование температуры стекломассы может производиться как при помощи нагревательного элемента (в случае, если вязкость поступающей в питатель стекломассы -ниже расчетной, определяемой в зависимости от номинальной троизводительност1И стеклоформующих ,ма,шин), так и при помощи холодильника (в случае, если вязкость поступающей в питатель стекломассы выше расчетной).
Прп появлении возмущений по загрузке ИЛ|И по выработке стекла уровень стекломассы в печи может изменяться. -При снижении уровня ниже заданного значения на входе регулятора 5 уровня появляется разбаланс, равный разности сигналов датчика 1 и задагчика 2. Регулятор 5 формирует соответствующий сигнал управления корректором 6 задания, который, в свою счередь, наменяет задание температуры стекломассы. Скорректированный сигнал задания, поступающий с задатчика 9, сравнивается на входе регулятора JO с сигналом датчика 7 температуры. Появляющийся разбаланс, знесенвый коррекцией задания, ликвидируется уменьшением мощности нагревательных элементов 11. При этом температура стекломассы снижается, и сигнал датчика 7 температуры становится равным аигналу задатчика 9. Одновременно снижение температуры и связанное с ним повышение вязкости стекломассы приводит к уменьшению расхода стекломассы в струе 13, а следовательно, к уменьшению общего расхода стекломассы из печи, и уровень стекломассы начинает повышаться. При повышении уровня выше заданного значения регулятор 5 уровня в зависимости от разности сигналов датч|ика ,/ и задатчика 2 на его входах при помощи корректора 6 задания изменяет задание температуры
стекломассы в сторону повышения. При этом мощность нагревательных элементов 11 увеличи вается, температура повышается, а вязкость снижается, и расход стекломассы в струе 13 возрастает. Увеличение расхода стекломассы при постоянстве производительности запрузочного успройства приводит к снижению уровня.
При значительных возмущениях по съему стекломассы, которые могут быть вызваны планово-предупредительными ремонтами, обрывами машин и т. д., поддержание уровня только путем регулирования съема стекломассы может стать невыгодным, так как потребует сл1ишком -большого
расхода сливаемой стекломассы. В этом случае производительность загрузки уменьшают так;им образом, чтобы дальнейшее текущее регулирование уровня могло осуществляться путем изменения отбора стекломассы при незначительном ее расходе.
Устройство позволяет повысить точность стабилизации уровня стекломассы.
Формула изобретения
Устройство для автоматического регулирования уровня стекломассы в ванной печи, включающее датчик и задатч1И,к уровня, соединенные со входами регулятора уровня стекломассы, отличающееся тем, что, с целью повышения точности стабилизации уровня, оно снабжено датчиком, задатчиком и регулятором температуры стекломассы, корректором зада1НИя и еагревательными элементами, установленными в питателе, при этом входы (регулятора температуры соединены с выходами датчика и задатчика температуры стекломассы, выход регулятора температуры подключен к нагревательным элементам, а выход регулятора уровня стекломассы через корректор задания связан со входом задатчика температуры стекломассы.
Источник информации, принятый во внима-ние при экспертизе:
1. Авторское свидетельство СССР № 409966, «л. С 03 В 5/24, 1974 (прототип).
- - - -V -- -П- - - - J
У
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулированияуРОВНя СТЕКлОМАССы B ВАННОй пЕчи | 1979 |
|
SU814905A1 |
| Устройство для регулирования температуры стекломассы в питателе | 1983 |
|
SU1167157A1 |
| Способ управления процессом выработки стеклоизделий и устройство для его осуществления | 1984 |
|
SU1219538A1 |
| Устройство для регулирования работы питателя стекломассы | 1983 |
|
SU1114631A1 |
| Устройство для управления загрузкой сырьевых материалов в стекловаренную печь | 1982 |
|
SU1011566A1 |
| Система управления процессом стекловарения в ванной печи | 1983 |
|
SU1101427A1 |
| Способ управления процессом варки стекла | 1983 |
|
SU1189819A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕМПЕРАТУРНЫМ РЕЖИМОМ В ЗОНАХ ВАРОЧНОЙ ЧАСТИ СТЕКЛОВАРЕННОЙ | 1971 |
|
SU321477A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| Способ управления подачей расплава стекла к стеклоформующей машине | 1978 |
|
SU718379A1 |