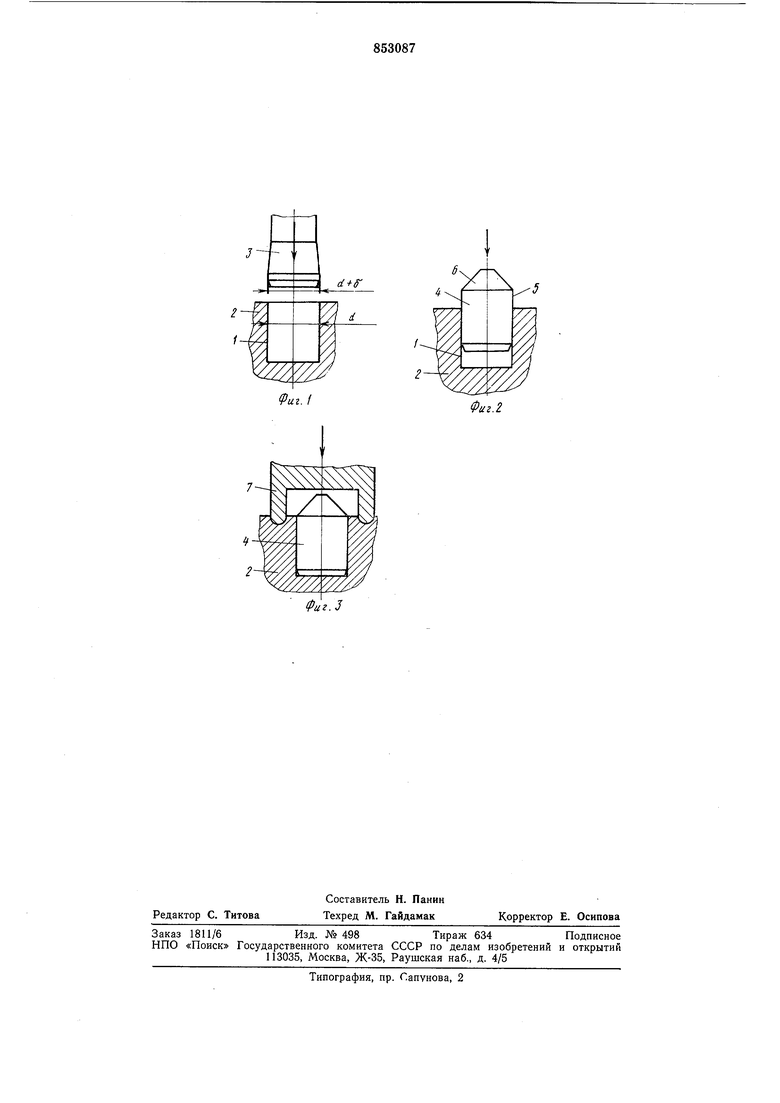
т. е. равен а+б. В процессе обработки стенки гнезда 1 нластически деформируются и металл у поверхности гнезда упрочняется. Упрочнение металла у поверхности гнезда приводит к повышению в 1,5-2 раза контактных давлений на поверхности запрессованного в гнездо 1 хвостовика 4 вставки 5, что увеличивает надежность закрепления вставки 5 в гнезде 1. При этом, если натяг б меньше 0,Q5d°, то деформируюш,ий элемент осун;ествляет, в основном, упругие деформации и упрочнения металла у поверхности гнезда 1 практически не произойдет. Если обработка гнезда 1 деформируюш,им элементом 3 производится с патягом б, большим 0,072d°2, то точность гнезда значительно понизится. Это, в свою очередь, увеличит неравномерность распределения контактных давлений но длине хвостовика вставки и снизит надежность закрепления вставки 5 в гнезде 1. После обработки гнезда 1 деформируюш,им элементом 3 вставку 5 (фиг. 2) охлаждают в жидком азоте и запрессовывают в гнездо 1 корпуса 2. Охлаждение вставки 5 перед запрессовкой значительно снижает силу, необходимую для запрессовки вставки в гнездо, что исключает выкрашивание рабочей части 6 вставки в процессе запрессовки. После запрессовки вставки 5 в гнездо 1 корпуса 2 производят обжим корпуса 2 вокруг вставки 5 кольцевым пуансоном 7 (фиг. 3), что увеличивает равномерность распределения контактных давлений по длине хвостовика 4 вставки 5 и повышает надежность закрепления вставки 5 в гнезде 1.
Пример осуществления способа при сборке дисковой шарошки диаметром 290 мм для проходческого комбайна. Гнезда 1 (фиг. 1) в корпусе 2 шарошки предварительно обрабатывают сверлением, зенкерованием и развертыванием до размера 19,70Н7. После этого на гидравлическом прессе гнезда 1 обрабатывают деформируюш;им элементом 3 диаметром d+8 19,835-0,005 (рабочий конус элемента имеет высоту 2,5 мм и угол 10°). При этом минимально возможный натяг на деформирующий элемент равен ,109 мм (,05-19,7°), а максимально возможНЫЙ бмако 0,135 мм (бмакс 0,062 19,70.2),
т. е. меньше максимально допустимого натяга, равного бмакс 0,156 мм (бмакс
0,072 19,70.26). Обработку деформирующим элементом 3 производят при скорости прошивания ,5 м/мин в качестве смазки применяют сульфофрезол. Твердосплавные рабочие вставки 5 (фиг. 2) с диаметром хвостовика 19,72/1 запрессовывают в гнезда 1 после охлаждения вставок 5 в жидком азоте. Обжим корпуса 2 вокруг вставок 5 (фиг. 3) производят кольцевым пуансоном 7. Наружный диаметр пуансона 25,5 мм, диаметр отверстия пуансона - 20,5 мм. После обжима вокруг вставки образуется лунка шириной 2 мм и глубиной 0,5 мм.
Применение предложенного способа сборки бурового долота позволит повысить в 1,5-2 раза надежность крепления вставок, что исключает ее проворот при любой форме рабочей головки. Это, в свою очередь, ведет к повышению стойкости бурового долота в целом.
Формула изобретения
1.Способ сборки бурового долота, включающий запрессовку твердосплавных вставок в цилиндрические гнезда корпуса, о тличающийся тем, что, с целью повышения надежности крепления вставок, гнездо перед запрессовкой вставки обрабатывают деформирующим элементом с натягом б, величина которого определяется в соответствии с выражением:
б (0,05-0,072) uto.26,
где d - диаметр гнезда.
2.Способ по п. 1, отличающийся тем, что вставки перед запрессовкой охлаледают в жидком азоте.
3.Способ по п. 1, отличающийся тем, что после запрессовки вставки в гнездо производят обжим корпуса вокруг вставки.
Источники ипформации, принятые во внимание при экспертизе
1.Шацов Н. И. и др. Бурение нефтяных и газовых скважин. М., Гостоптехиздат, 1961, с. 84, рис. 36 (в).
2.Патент США № 4047583, кл. 175-410, опублик. 1977.
3.Авторское свидетельство СССР JMb 468994, кл. Е 21С 13/00, 1974 (прототип).
Риг. I
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2004 |
|
RU2270318C1 |
| БУРОВОЕ ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ С УЛУЧШЕННЫМ СОПРОТИВЛЕНИЕМ ЭРОЗИИ | 2017 |
|
RU2724680C2 |
| ШАРОШКА БУРОВОГО ДОЛОТА | 2011 |
|
RU2462580C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВООРУЖЕНИЯ ШТЫРЕВЫХ ШАРОШЕК БУРОВЫХ ДОЛОТ | 2004 |
|
RU2280145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ РЕЗЦОВ К КОРПУСУ БУРОВЫХ КОРОНОК | 2012 |
|
RU2510449C1 |
| БУРОВОЙ ИНСТРУМЕНТ | 2013 |
|
RU2536598C1 |
| Породоразрушающая вставка | 1985 |
|
SU1303696A1 |
| Породоразрушающая вставка | 1985 |
|
SU1353885A1 |
| ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2481459C1 |
| Способ извлечения твердосплавных зубков из отработанных шарошечных долот | 1984 |
|
SU1247426A1 |