Предлагаемый беспрерывноковочный стан для протяжки профилей переменного сечения отличается от существующих того же назначения тем, что наковальней в нем служит нижний неподвижный валок, а бойком - верхний валок; возвратно-поступательное движение по вертикали верхнего валка осуществляется от эксцентрика.
Кроме того, поворот валков осуществляется от отдельного механизма, обеспечивающего необходимый профиль при протяжке заготовки между валками. Контур поперечного сечения валков соответствует заданному профилю.
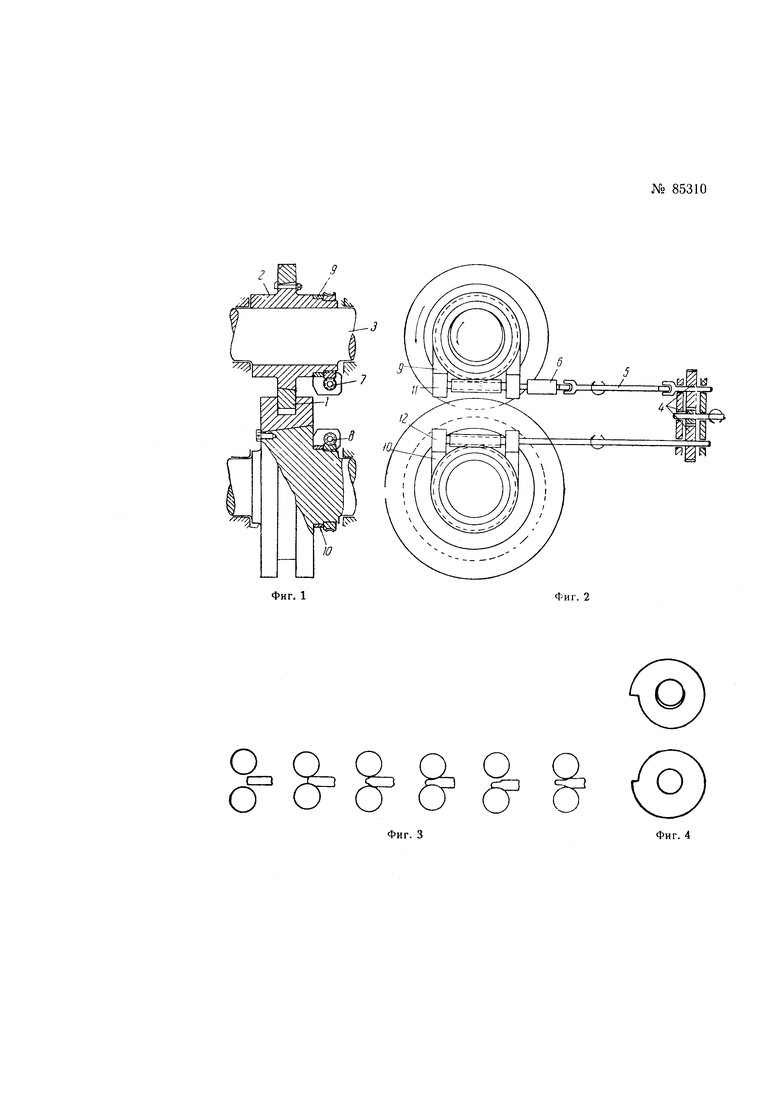
На фиг. 1 изображен предложенный стан (вид сбоку с частичным разрезом); на фиг. 2 - то же (вид спереди); на фиг. 3 - процесс подачи заготовки в валки; на фиг. 4 - очертание периметра валков.
Верхний валок предложенного стана (фиг. 1) состоит из трех частей: цилиндрического рабочего валка 1, ступицы валка 2 и эксцентрикового вала 3, проходящего внутри рабочего валка. Эксцентрик свободно вращается в цилиндрическом валке. При вращении эксцентрика цилиндрический валок получает возвратно-поступательные движения в вертикальной плоскости, во время которых производится обжим протягиваемой заготовки о нижний поворачивающийся валок.
Поворот обоих валков для получения переменного сечения осуществляется при помощи специального механизма, который одновременно удерживает валки от движения под действием вращающегося эксцентрика.
Механизм поворота валков состоит из редуктора 4, соединительного вала 5 с шарнирами ГУКа, амортизатора 6, червячной передачи 7 и 8 и хомутов 9 и 10 с подшипниками 11 и 12 для червяка. Хомуты находятся на выточках валков и имеют скользящую посадку. Зубчатые венцы соединены с валками прессовой посадкой.
Заготовки подаются при помощи двух приводных валков.
Заготовка подается в валки на определенную величину тогда, когда верхний валок находится в поднятом положении (фиг. 3). Затем верхний валок от вращения эксцентрика опускается и обжимает заготовку.
Очертание периметра валков (фиг. 4) при их одном повороте вокруг оси дает переменное сечение прокатываемого профиля. Скорость вращения эксцентрика, поворот валков и скорость подачи заготовки должны быть взаимно связаны.
Предложенная конструкция ковочного стана позволяет получать заготовку переменного сечения по ее длине, при этом исходной заготовкой для стана должна служить прокатанная штанга металла.
Профилирование металла на стане возможно только в одном вертикальном направлении. Длина исходной заготовки ограничивается сравнительно небольшой скоростью прохождения ее через стан (7,5 м/мин).
| название | год | авторы | номер документа |
|---|---|---|---|
| Молот для изготовления профилей переменного сечения | 1946 |
|
SU68584A2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 1989 |
|
SU1725475A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Клеть для продольной прокатки профилей переменного сечения | 1978 |
|
SU764753A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| Прокатный валок для продольной периодической прокатки | 1977 |
|
SU740371A1 |
| Молот для изготовления профилей переменного сечения | 1941 |
|
SU63616A1 |
| Устройство для обработки несимметричных профилей | 1978 |
|
SU770631A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
1. Беспрерывноковочный стан для протяжки профилей переменного сечения, отличающийся тем, что наковальней в нем служит нижний неподвижный валок, а бойком - верхний валок, сидящий на вращающемся эксцентриковом валу.
2. Беспрерывноковочный стан по п. 1. отличающийся тем, что контур поперечного сечения валков соответствует заданному переменному профилю.
3. Беспрерывноковочный стан по пп. 1 и 2, отличающийся наличием отдельного механизма для поворота валков по мере прохождения через них заготовки, обеспечивающего получение соответствующего профиля в каждый момент продвижения заготовки.
