Известны многоместные штампы для обсечки по радиусу углов прямоугольных деталей. Однако они не обеспечивают точной установки обрабатываемых деталей под заданный радиус обсечки угла. Кроме того, известные штампы, в связи с отсутствием в них разгрузочного устройства, обладают недостаточной стойкостью.
Описываемый штамп отличается от известных тем, что корпус его снабжен механизмом со шкалой для установки обрабатываемой детали под соответствующий ручей пуансона, а рабочая кромка многоместного пуансона и матрицы, расположенная по одну сторону штампа, позволяет снабдить пуансон разгрузочным выступом.
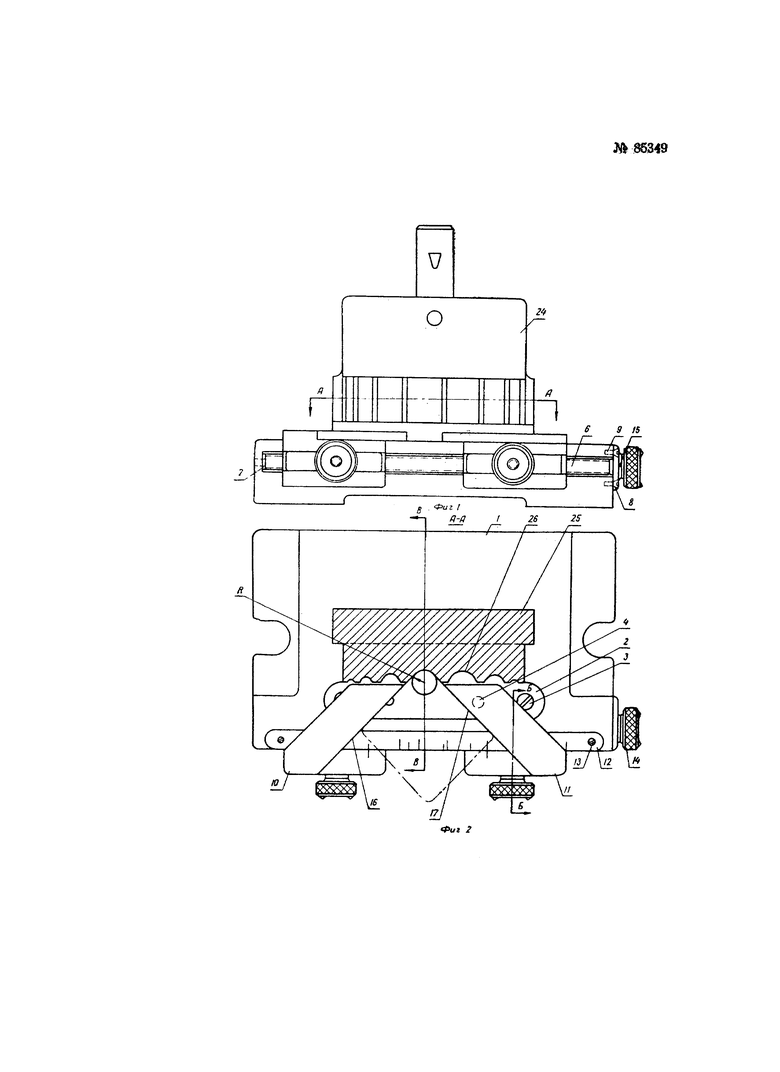
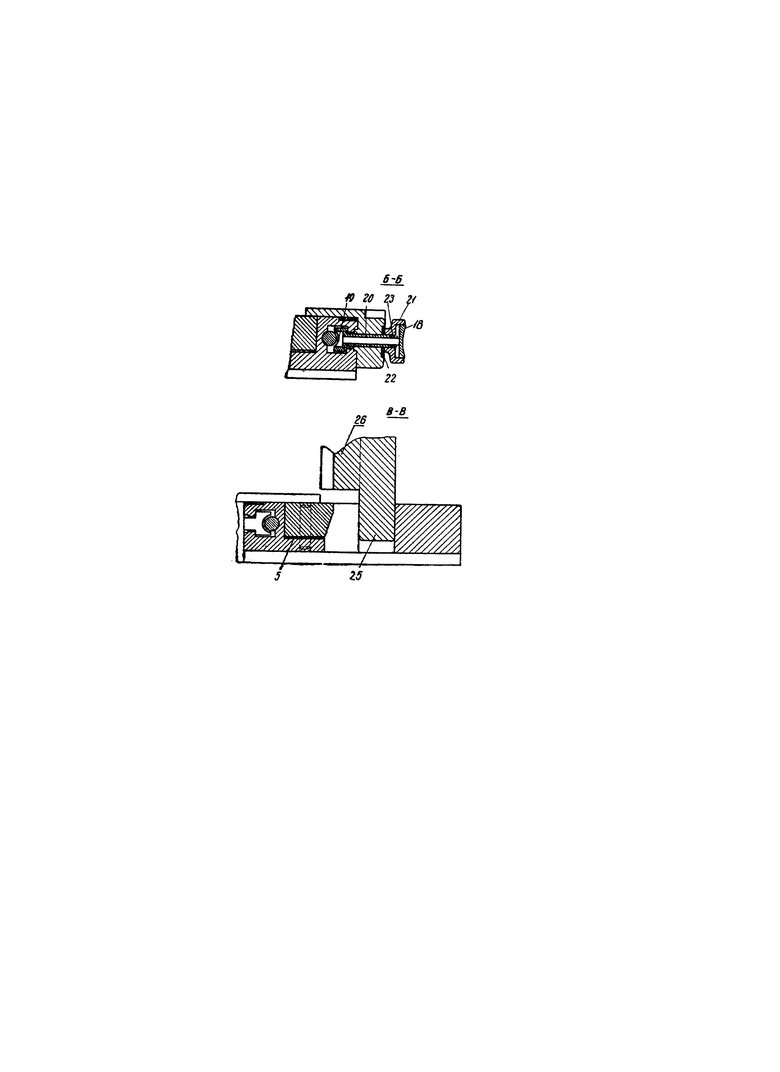
На фиг. 1 изображен профильный разрез штампа; на фиг. 2 - то же, вид сверху с частичным разрезом по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 2.
Многоместный штамп состоит из корпуса 1, в котором смонтирована матрица 2, закрепленная в нем с помощью винтов 3 и штифтов 4. Для сохранения размерности матрицы после ее перешлифовки при срабатывании между матрицей и ее основанием помещена стальная прокладка 5.
С целью обеспечения точной установки обрабатываемых деталей под заданный радиус обсечки угла применен ходовой винт 6, проходящий свободно одним концом через шайбу 7 в отверстии корпуса 1, а другим концом - через такую же шайбу в отверстии планки 8, прикрепленной к корпусу 1 винтами 9.
Ходовой винт 6 взаимодействует с каретками 10 и 11, несущими упоры, точно устанавливаемые действием ходового винта по шкале 12 штампа. Шкала 12 закреплена на корпусе штампа с помощью винтов 13 и имеет ряд цифр, обозначающих радиусы обсечек.
Вращение ходового винта 6 для перемещения кареток 10 и 11 осуществляется с помощью головки 14, скрепленной с ходовым винтом с помощью штифта 15. При положении, когда плоскости 16 и 17 кареток 10 и 11 касательны к окружности радиуса R (равного, например, 7 мм), нулевые риски кареток 10 и 11 совпадут с величиной этого радиуса на шкале 12.
При доводке кареток в момент установки их нулевой риски по шкале 12 одновременно с вращением головки 14 нажимают пальцем на шайбу 18, связанную с подпружиненным прижимом 19, вследствие чего последний, с помощью пустотелого болта 20, перемещается к ходовому винту 6, с которым взаимодействует каретка 11. После окончательной установки упоров каретки 11 по шкале 12 каретка закрепляется гайкой 21, навинченной на болт 20.
Для устранения появляющейся слабины в ходе каретки во время возможного отвинчивания гайки 21 между этой гайкой и кареткой устанавливается насаженная на болт 20 пластинчатая пружина 22. Пружина 23 обеспечивает выключение зацепления прижима 19 с винтом 6.
В зависимости от толщины обрабатываемой детали к штампу прилагается соответствующий пуансон 24. С целью обеспечения возможности выполнения пуансона с разгрузочным выступом 25 для повышения стойкости штампа, рабочая фигурная кромка 26 его расположена по одну сторону штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 1973 |
|
SU397253A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1428504A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
| Устройство для перемещения единиц подвижного железнодорожного состава с заклиненной колесной парой | 2015 |
|
RU2607345C2 |
| Штамп для вырезки углов в полках углового проката | 1979 |
|
SU867474A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕМ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2399036C2 |
| ПРЕССОВЫЙ АГРЕГАТ | 1990 |
|
RU2043815C1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
1. Многоместный штамп для обсечки углов прямоугольных плоских деталей по радиусу, отличающийся тем, что, с целью обеспечения возможности выполнения пуансона с разгрузочным выступом для повышения стойкости штампа, рабочая фигурная кромка его расположена по одну сторону штампа.
2. Форма выполнения штампа по п. 1, отличающаяся тем, что, с целью обеспечения точной установки обрабатываемых деталей под заданный радиус обсечки угла, корпус штампа снабжен ходовым винтом, взаимодействующим с двумя каретками, несущими упоры, точно устанавливаемые действием винта по шкале штампа.
