изобретение относится к универсальной технологической оснастке, в частности к штампам для пробивки открытых и закрытых пазов в стенках деталей, например коробок, и может быть использовано в мелкосерийном и серийном производстве при пробивке пазов ши.риной мм и глубиной до 115 мм за два или более ходов ползуна пресса.
Известны универсальные О1тампы для пробивки пазов в стенках дета.г;ей типа коробок. На основаниях известных штампов закреплены пакеты со сменной матрицей и пуансоном, а также клином, который при опускании ползуна пресса передает горизонтальное перемещение пуансону. Для регулировки положения детали в вертикальном направлении относительно пуансона и матрицы и возможности пробивки пазов, удаленных на необходимую величину от торца детали, известный штамп снабжен набором стоек, устанавливаемых под дниш,а или борта деталей.
Для обработки деталей с пазами, отличающимися по расположению и конфигурации на известном штампе, необходимо сменить пуансон и матрицу, а также произвести разборку щтампа и соответствующую сборку, для выполнения которой необходим шаблон, изготавливаемый для каждого типа деталей.
Предлагаемый щталги позволяет исключить необходимость изготовления шаблонов для
каждого типа деталей, а также настройки штампа с помощью шаблонов. Кроме того, такой штамп обеспечивает повышение точности обрабатываемых деталей и производительность их изготовления.
Достижение указанного эффекта обусловлено тем, что штамп снабжен узлом фиксации и горизонтального перемещения обрабатываемых деталей относительно пакета штампа, выполненным в виде плиты, связанной с пакетом штампа и несущей направляющие планки для перемещения двух кареток, на которых установлены опорные элементы, например уголки. Опорные вертикальные поверхности уголков устанавливают на расстоянии, соответствующем расстоянию между внутренними поверхностями двух противолежащих боковых стенок обрабатываемой детали и используют Э111 поверхности уголков в качестве базы для установки детали. На горизонтальной полке каждого уголка закреплена плоская прулсина. Служат пружины для прижима боковых стенок деталей к опорным поверхностям уголков.
Узел регулировки положения обрабатываемых деталей в вертикальном направлении может быть выполнен в виде винтовой пары, сообщающей вертикальное перемещение узлу фиксации и горизонтального перемещения обрабатываемых деталей. Передачу вертикального перемещения винтовая пара сообщает
плите узла фиксации через траверсу, связанную с нлитой направляющими колонками.
Каретки узла фиксации и горизонтального перемещения обрабатываемых деталей могут быть связаны собой с возможностью изменения расстояния. Связь эта осуществляется с помощью стержня, на котором закреплены две колодки, независимо перемещаемые вдоль стержня и устанавливаемые на требуемое расстояние от упора, неподвижно закрепленного на плите узла фиксации и горизонтального перемещения обрабатываемых деталей и ограничивающего величину неремещения этого узла и детали.
Суммарную ширину двух колодок и упора вынолняют равной ширине пуансона.
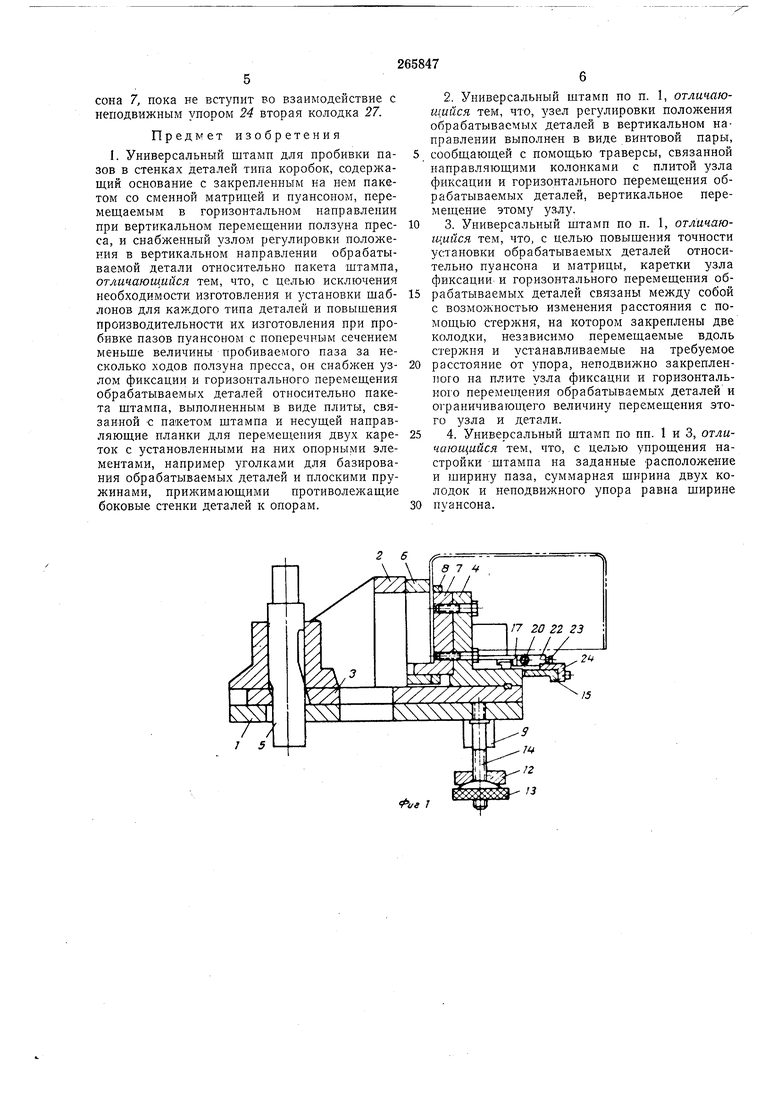
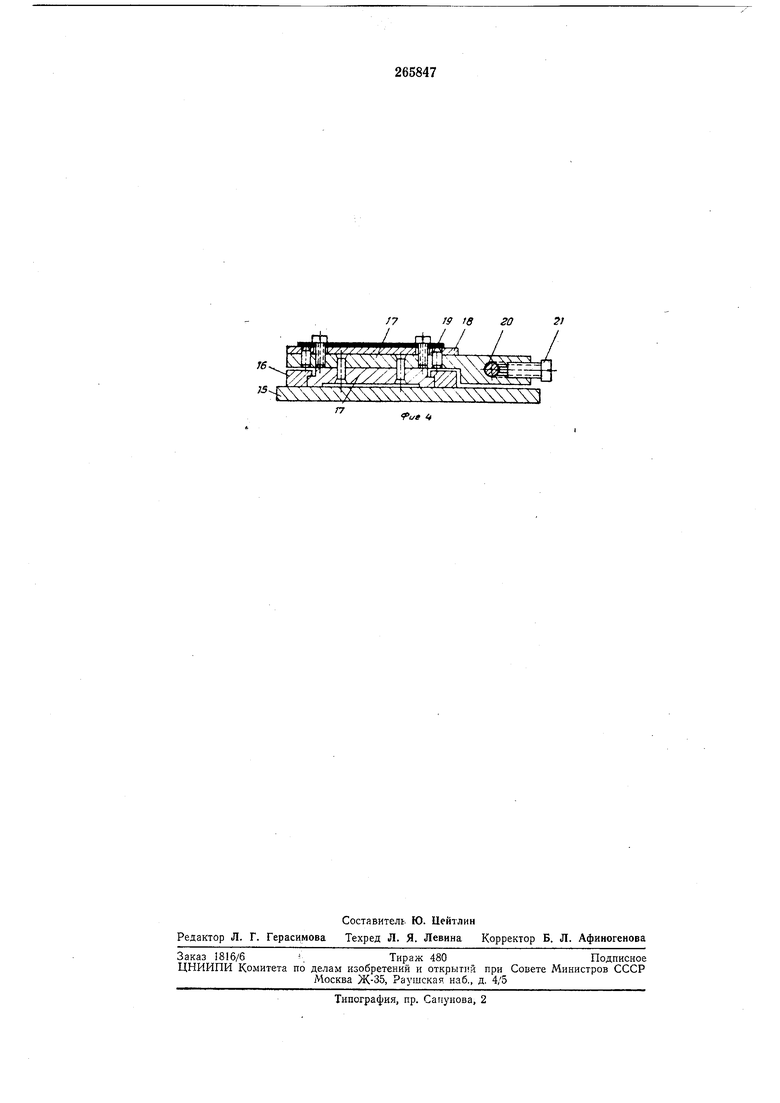
На фиг. 1 изображен общий вид щтампа, продольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сзади и поперечный разрез; на фиг. 4 - плита, направляющие планки и каретки узла фиксации и горизонтального перемещения обрабатываемых деталей.
Штамп содержит основание 1 с закрепленным на нем матрицедержателем 2 и перемещаемой в пазу основания ползушкой 3 с пуансонодержателем 4. Для передачи движения ползушке штамп снабжен клином 5, закрепляемым в ползуне пресса. На матрицедержателе устанавливают сменные матрицы 6, а. ъ пуансонодержателе - пуансон 7. На матрице закренляют жесткий съемник 8. Пуансон выполняют по ширине и глубине или только ширине меньше соответствующих размеров пробиваемого паза. В основании закреплен узел регулировки обрабатываемых деталей в вертикальном направлении, содержащий направляющие втулки .9, через отверстия которых проходят колонки 10. Положение колонок фиксируют стопорными винтами //. Концы колонок упираются в траверсу 12. Узел снабжен гайкой 13. навинченной на закрепленную в основании шпильку 14.
Узел фиксации и горизонтального перемещения обра-батываемых деталей содержит горизонтально расположенную плиту 15, в которой закреплены колонки 10. Плита охватывает пуансонодержатель и несет направляющие планки 16, образу Ю1цие паз для перемещения двух кареток /7 с установленными на них опорными угольниками 18, несущими плоские пружины 19. Угольники служат для базирования обрабатываемых деталей по их внутренним поверхностям, а пружины - для прижима боковых, базовых, стенок деталей к опорным поверхностям уголков.
Каретки 17 связаны между собой с помощью стержня 20, проходящего через отвертия, выполненные в каретках, и фиксируемого стопорными винтами 21.
На стерл не между каретками помещены ве колодки 22. Положение колодок фиксирут стопорными винтами 23. Для ограничения оризонтального перемещения обрабатываеой детали относительно пуансона 7 служит
упор 24 неподвижно закрепленный на плите /5. Суммарную ширину колодок 22 и упора 24 выполняют равной ширине пуансона 7.
Сменные элементы закрепляют в блоке унинереального штампа и настраивают его в соответствии с глубиной пробиваемого паза. Для этого вращением гайки 13 устанавливают в требуемом положении узел регулировки вертикального положения обрабатываемых деталей и фиксируют его стопорпыми винтами 11. После этого закрепляют неподвижный упор 24 по оси пуансона, для чего освобождают болты 25 и стонорные винты 21 и 23, фиксирующие полонсение кареток 17 и колодок 22,
сближают каретки таким образом, чтобы опорные угольники 18 упирались в пуансон. Одновременно сближают колодки, так как ширина колодок вместе с неподвижным упором 24 равна ширине пуансона, то неподвижный упор устанавливается по оси пуансона. Затем упор закрепляют в этом положении болтами 25.
Раздвигают каретки и фиксируют их с помощью стопорных винтов 21 на стержне 20
таким образом, чтобы обрабатываемая деталь плотно насаживалась на вертикальные полки опорпых угольников 18. Одну из колодок устанавливают на размер, определяющий расположение вырубаемого паза относительно стенки обрабатываемой детали (соответственно относительно опорного угольника), и закрепляют ее на стержне стопорным винтом 25; устанавливают вторую колодку на размер ширины вырубаемого паза и также закрепляют.
Подготовленный таким образом универсальный штамп работает следующим образом.
Обрабатываемую деталь устанавливают на опорные угольники таким образом, чтобы ее стенка вошла в паз между матрицей и жестКИМ съемником 8. При этом обрабатываемая деталь удерживается с помощью пружин 19, прижимающих ее стенки к вертикальным -полкам опорных угольников. Затем подвижную систему вместе с деталью перемещают в
крайнее ноложение до соприкосновения колодки 22 с неподвижным упором 24 и удерживают в этом положении.
При рабочем ходе пресса клин 5 движется вниз и перемещает ползушку 3 с пуансонодержателем 4 и закрепленным на нем пуансоном 7 влево, производя вырубку части паза, соответствующую ширине пуансона. Вырубленный отход проталкивается пуансоном в матрицу и проваливается в предусмотренные для этого
окна в ползушке и основании блока.
При обратном ходе пресса клин перемещает ползушку вправо, выводя пуансон из матрицы. Обрабатываемая деталь остается на месте, так как опирается на жесткий -съемкик и снимается им с пуансона.
После этого при втором и последующих рабочих ходах пресса завершают вырубку широкого паза, смещая каждый раз подвижную систему вместе с обрабатываемой деталью на
сона 7, пока не вступит во взаимодействие с неподвижным упором 24 вторая колодка 27.
Предмет изобретения
1. Универсальный штамп для пробивки пазов в стенках деталей типа коробок, содержащий основание с закрепленным на нем пакетом со сменной матрицей и пуансоном, перемещаемым в горизонтальном направлении при вертикальном перемещении ползуна пресса, и снабженный узлом регулировки положения в вертикальном направлении обрабатываемой детали относительно пакета штампа, отличающийся тем, что, с целью исключения необходимости изготовления и установки шаблонов для каждого типа деталей и повышения производительности их изготовления при пробивке пазов пуансоном с поперечным сечением меньше величины пробиваемого паза за несколько ходов ползуна пресса, он снабжен узлом фиксации и горизонтального перемещения обрабатываемых деталей относительно пакета штампа, выполненным в виде плиты, связанной с пакетом штампа и несущей направляющие планки для перемещения двух кареток с установленными на них опорными элементами, например уголками для базирования обрабатываемых деталей и плоскими пружинами, прижимающими противолежащие боковые стенки деталей к опорам.
2. Универсальный штамп по п. I, отличающийся тем, что, узел регулировки положения обрабатываемых деталей в вертикальном направлении выполнен в виде винтовой пары, сообщающей с помощью траверсы, связанной направляющими колонками с плитой узла фиксации и горизонтального перемещения обрабатываемых деталей, вертикальное перемещение этому узлу.
3. Универсальный штамп по п. 1, отличаюгцийся тем, что, с целью повышения точности установки обрабатываемых деталей относительно пуансона и матрицы, каретки узла фиксации и горизонтального перемещения обрабатываемых деталей связаны между собой с возможностью изменения расстояния с помощью стержня, на котором закреплены две колодки, независимо перемещаемые вдоль стержня и устанавливаемые на требуемое
расстояние от упора, неподвижно закрепленного на плите узла фиксации и горизонтального перемещения обрабатываемых деталей и ограничивающего величину перемещения этого узла и детали.
4. Универсальный штамп по пп. 1 и 3, отличающийся тем, что, с целью упрощения настройки штампа на заданные расположение и ширину паза, суммарная ширина двух колодок и неподвижного упора равна ширине
пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки стенок полых деталей | 1977 |
|
SU774707A1 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| Штамп для пробивки отверстий в трубах | 1981 |
|
SU1085660A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки окон в полых изделиях | 1989 |
|
SU1750804A1 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |

;
21
fuf г
75
-К Y
Г7
9 8
fve tt
