1
Изобретение относится к обработке мета.плов давлением и может быть использовано в машиностроении для обработки углового проката.
Известен штамп для вырезки углов в полках углового проката, содержащий неподвижную плиту, установленную на нем матрицу с двумя расположенньши под углом одна к другой режущими кромками,подвижную плиту, размещенную на матрице с возможностью поворота относительно нее и несущую линейку с упорами, и пуансон 1.
Однако поворота плиты с линей- . кой недостаточно для настройки на обрезку угла, нужна еще дополнительная настройка упоров по шаблонам или эталонным деталям, что усложняет переналадку штампа.
Цель изобретения - упрощение переналадки штампа при обрезке углов в полках углового проката.
Поставленная цель достигается тем, что в штампе для вырезки углов в полках углового проката, содержащем неподвижную плиту, установлен- ную на ней матрицу с двумя расположенными под углом одна к другой режущими кромками, подвижную плиту,
размещенную на матрице с возмСЖность поворота относительно нее и несущую линейку с упорами, и пуансон, ось поворота подвижной плиты совмещена с вершиной угла, образованного режущими кромками матрицы.
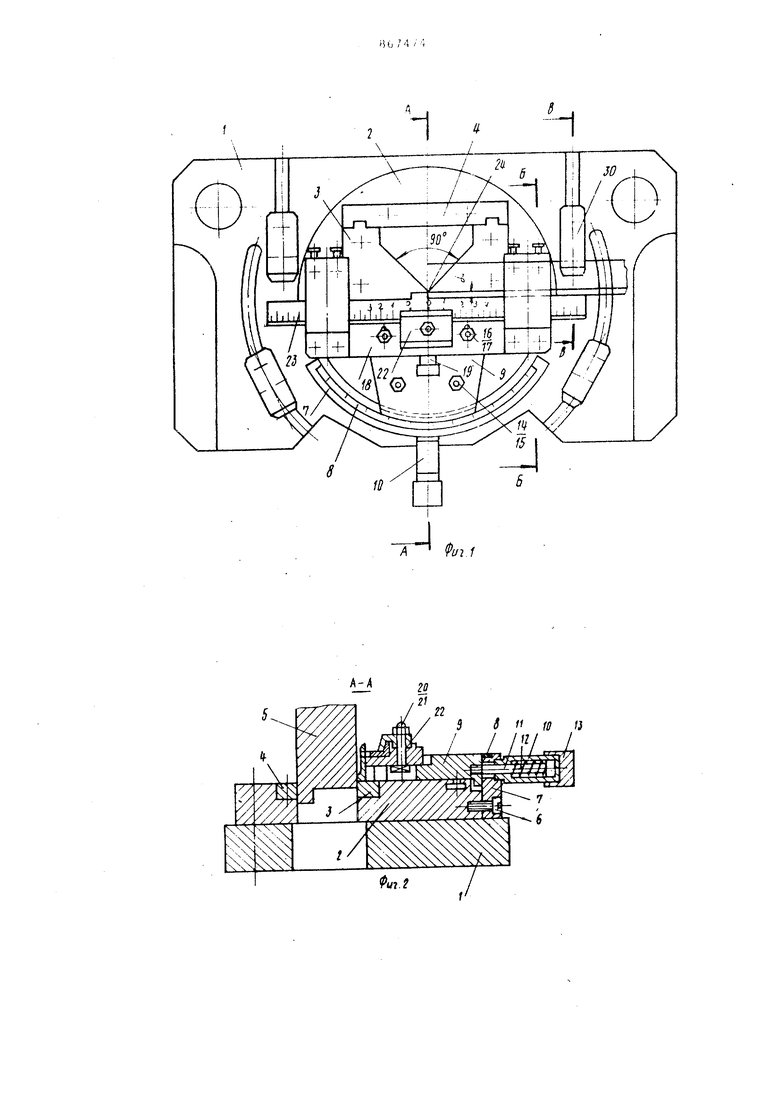
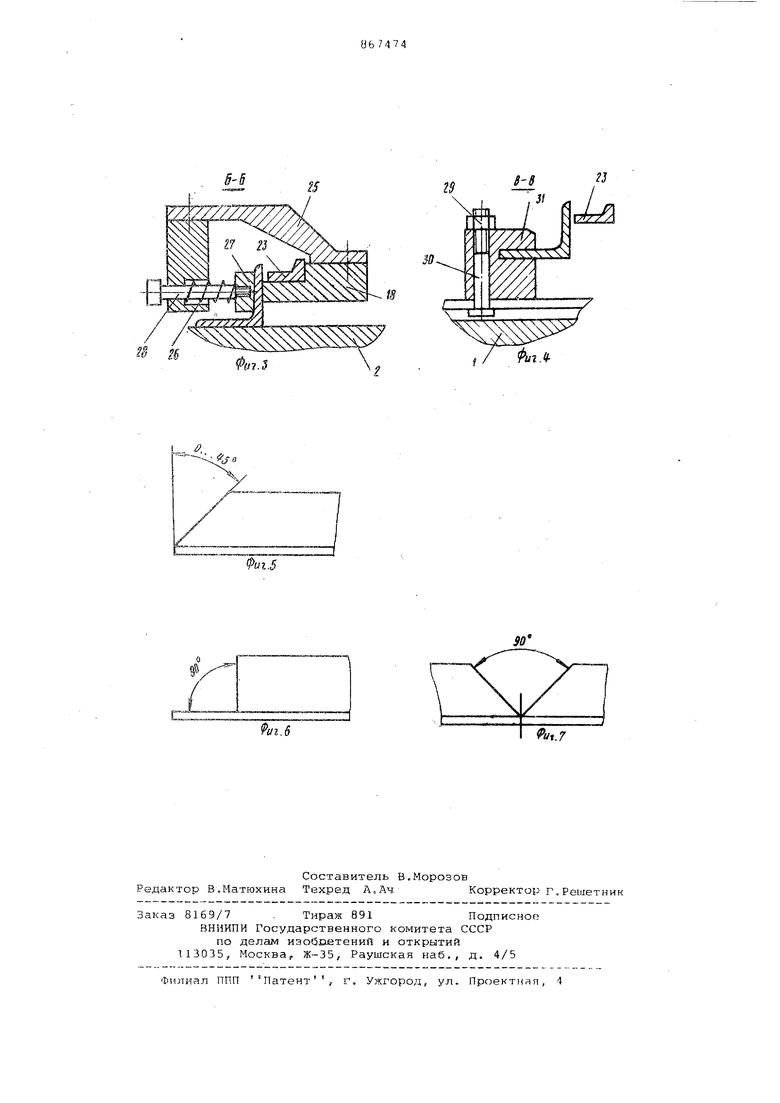
На фиг.1 изображен штамп, общий вид (вид сверху); на фиг.2 - разtoрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг. 5-7 - эскизы получаемых деталей.
Штамп состоит из неподвижной
15 плиты 1, на которой закреплена обойма 2 с матрицей 3 и противоотжимом 4. Матрица 3 и пуансон 5 имеют режущий контур в виде прямого угла. К обойме 2 винтами 6 неподвижно прик20реплен сектор 7, центр которого совпадает с вершиной режущего угла матрицы 3. С сектором 7 жестко соединена шкала 8, проградуированная с - мметрично от О до
25
1 С обоймой 2 и сектором 7 взаимодействует подвижная плита 9 с риской на оси симметрии, имеющая возможность при помощи рукоятки 10 вращаться по цилиндрической поверхности
30 сектора 7 с центром вращения, совпадающим с вершиной прямого yivin режуь;его контура матршш 3. Рукоятка 10-крепится к ПОДВИЖНО плите 9 винтом 11. В рукоятке 10 1ахолится пружина 12, поджимаппая плиту 9 к сектору 7.
В секторе 7 имеется паз для прохождения рукоятки 10 при вращении плиты 9. На рукоятке 10 Иавинчена гайка 13, вра1:1ением которой мог.но снять прижимающее действие пружины 12 для облегчения вращения ПДИТЕЛ 9 В Т-образном пазу обоймы 2 находятся болты 14, которые при наладке крепят плиту 9 к обойме 2 гайкамк 15, К плите 9 болтами 16 и гайками 17 прикреплена планка 18, имеющая возможность двигаться по направляющему пазу 19 плиты 9.
На планке 18 при помощи болта 20, гайки 21 и прижима 22 смонтировагш линейка 23, имеющая возможность при наладке перемещаться относительно планки 18. На линейку 23 cи tмeтpичнo с двух сторон нанесена шкала миллиметровых делений, а нулевые риски находятся в одной .ч.поскости с упорными поверхностями упоров 24, выполненных на линейке 23. Прижим 22 точно ориентироВс1Н по пазу п.панки 18 и имеет риску, совпадающую с осью штампа, относительно которой ведется отсчет пеpe el eния линейки 23,
С планкой 1в жестко связаны xiJOHiMTefiHtJ 25, на которых винтами 26 подвижно крепятся прижимные плаки 27. Прижимные планки 27 посредством пружин 28 прижимают заготовк к планке 18.
На неподвижной плите 1 гайками 29 и болтами 30 крепятся ограничители 31, которые препятствуют вертикальному перемещению заготовки в процессе штамповки.
Симметричная конструкция 1икалы 8 и линеГжи 23 необходима для двухcтopoпf eй обрабсгки заготовок.
1астройка rjj-ампа производится следующим образом.
Для обрезки углов различного рамера устанавливается расстояние ci от планки 18 до вершины режущего контура матрицы путем передвижения планки 18 по пазу 19 подвижной плиты 9. После настройки размера od плка 18 зажимается на г-;мте fx.iTriMH 16 и (1ка1и 1 7 .
При настройке :1Т. на об;-ч тку угла от О до 35 ((uir.S) линейкуупор 23 устанавлив;1ют на нуль по г риске прижима 22. При обрезке левой стороны угла использует(;:я правая часть линейки 23, а при обрезке правой - левая часть 23. После установки линейки 23 подвижную плиту 9 поворачивают относительно матрипы 3 рукояткой 10 на нужный угол, отсчитываемый по шка;1е 8. При обрезке левой стороны угла плиты 9 поворачивается в правую сторону шкалы 8, а при обрезке правой сторог1ы - в левую. После
5 установки плиты 9 ее фиксируют на обойме 2, зажимая гайки 15.
Для обрезки в полке прямого угла (фиг.6) линейку 23 смещают относительно риски прижима 22 на требуемую величину, отсчитываемую по шкале линейки 23, подвижную плиту 9 поворачивают относительно матрицы на угол 45.
5 Для обрезки угла под 1ибку в полке углового проката (фиг.7) линейку 23 .смещают на нужную величину, а повижную плиту 9 устанавливают на 0. Совмещение оси вращения подвижной
Q плиты 9 с вершиной угла режущего контура матрицы, упрощает наладку и сокращает время наладки штампа.
Формула изобретения
Штамп для вырезки углов в полках углового проката, содержащий неподвижную плиту, установленную на ней матрицу с двумя расположенными под углом одна к другой режущими кромками, подвижную плиту, размещенную на матрице с возможностью поворота относительно нее и несущую линейку с упорами, и пуансон, о т л и ч а ю щ и и с я тем, что, с целью упрощения переналадки, ось поворота
подвижной плиты говмещена с вер11 иной угла, образованного режугтщми кромками матрицы.
Источники информации, принятые во внимание при- экспертизе
1, Авторское свидетельство СССР i 471926, кл. В 21 0,28/14, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для вырезки пазов в листовом и профильном материале | 1972 |
|
SU471926A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| УНИВЕРСАЛЬНЫЙ ШТАЛ1П ДЛЯ ОБРЕЗКИ КОНТУРА ДЕТАЛЕЙ ПО ЭЛЕМЕНТАМ | 1973 |
|
SU371000A1 |
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Штамп для отрезки заготовок из углового проката | 1979 |
|
SU1005986A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Универсальный штамп для обрезки углов по радиусу | 1974 |
|
SU627890A1 |
| ВСЕСОЮЗНАЯ па vr;!v:"-r5 -.-.-v'.'''''i^'''' "(I | 1973 |
|
SU365217A1 |
W
Фиг Л
иг.6
