Предлагается полуавтоматический станок для строгания фасонных пазов в цилиндрах цугального механизма дверных замков. Обычно такие пазы обрабатываются фасонными пазовыми протяжками, которые, в связи со сложными профилями пазов и малой их шириной, представляют трудности в изготовлении. Вместо протягивания, обработка пазов осуществляется посредством последовательного строгания отдельными простыми резцами с постепенно изменяющимися размерами режущего профиля. Резцы установлены в револьверной строгальной головке, которая выполнена автоматически поворотной на один шаг размещенных в ней по окружности резцов, после каждого рабочего прохода.
С целью автоматического сообщения револьверной головке ограниченного углового перемещения во время ее обратного хода, применен взаимодействующий с муфтой включения поворотный рычаг, воздействующий на делительные пазы револьверной головки.
Для периодической фиксации револьверной головки после ее очередного поворота, применен подпружиненный фиксатор, управляемый от неподвижного плоского копира.
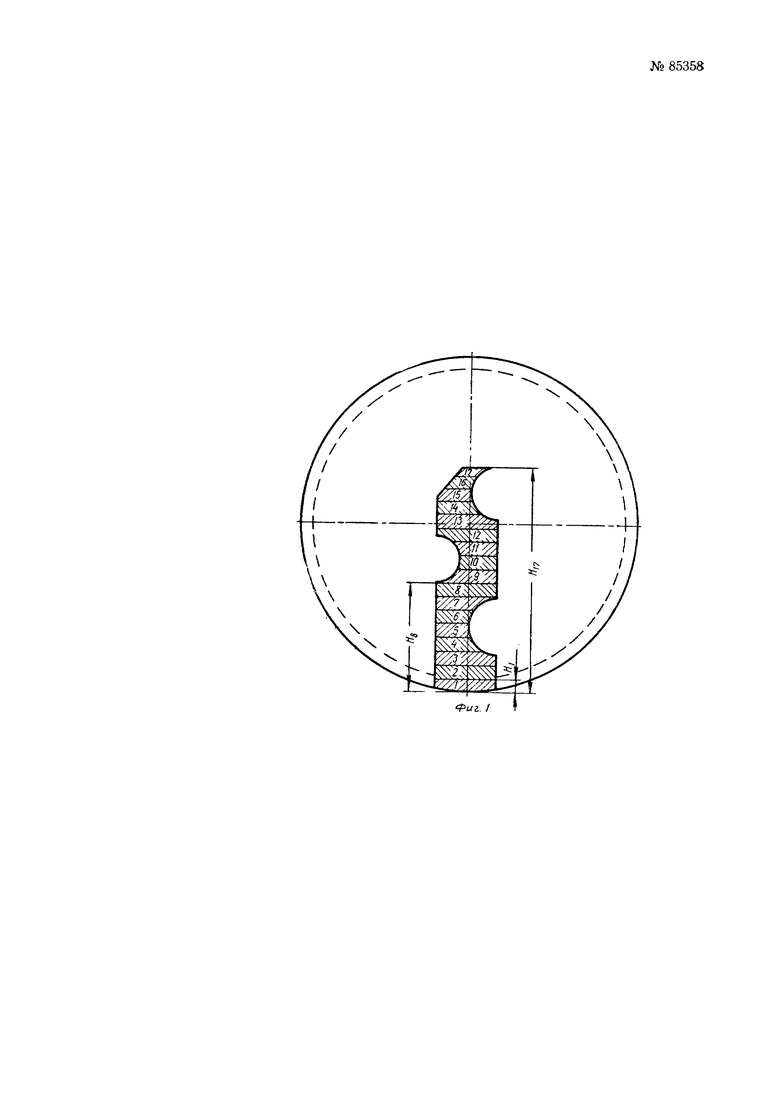
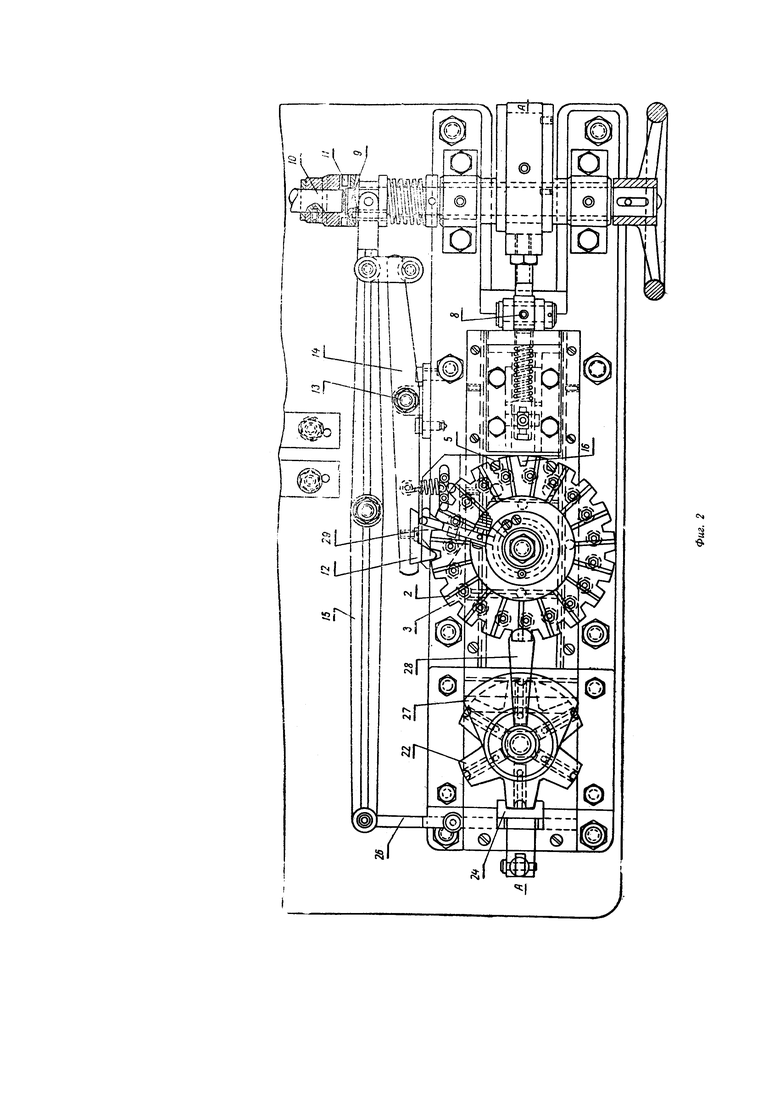
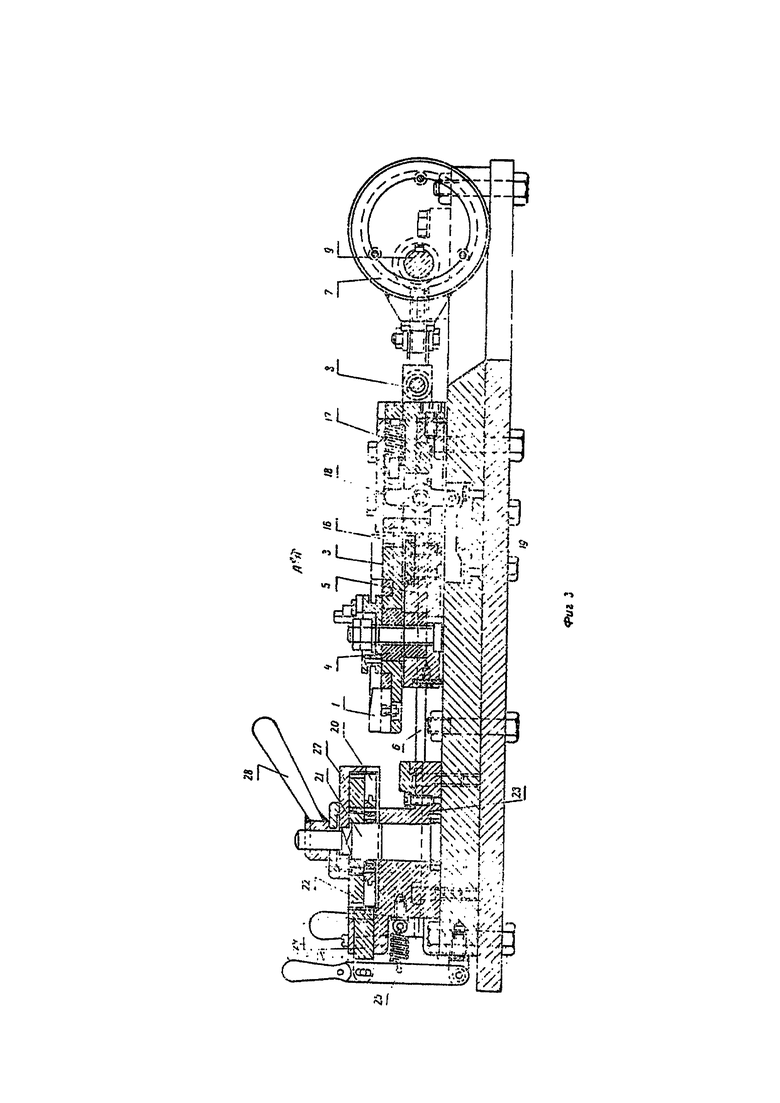
На фиг. 1 изображена схема строгания профиля паза в цилиндре цугального механизма дверных замков; на фиг. 2 - вид на строгальный станок в плане; на фиг. 3 - вертикальный разрез станка по А-А на фиг. 2.
Строгание глубоких фасонных пазов осуществляется на полуавтоматическом строгальном станке по схеме, изображенной на фиг. 1. Заштрихованные поперечные полоски, обозначенные цифрами от 1 до 17, представляют собой поперечные сечения стружек, снимаемых последовательно работающими строгальными резцами, высота H рабочего профиля которых непрерывно увеличивается и, если первый резец имеет высоту профиля H1, то восьмой имеет высоту Н8, а семнадцатый - Н17. Вместе с высотой, как можно видеть из схемы, изменяется и форма резцов.
Строгальные резцы 1 закрепляются в радиальных пазах 2 в поворотной револьверной резцовой головке 3 станка. Револьверная головка установлена на цапфе 4 ползуна 5, передвигающимися по направляющим 6 станка. Ползун с револьверной головкой приводится в возвратно-поступательное движение посредством шатунно-кривошипного механизма 7, шатун которого связан с ползуном шарниром 8. Ведущий вал 9 кривошипа соединяется с приводным валом 10 электродвигателя посредством зубчатой муфты 11 одностороннего включения.
После каждого очередного рабочего хода револьверная головка поворачивается на один шаг посредством собачки 12, воздействующей на делительные пазы револьверной головки. Собачка укреплена на одном плече поворотного на оси 13 рычага 14, другое плечо которого шарнирно связано с рычагом 15, взаимодействующим с муфтой 11. В результате поворота головки на рабочую позицию устанавливается очередной резец, который делает один проход и, в свою очередь, заменяется следующим резцом.
Угловая фиксация револьверной головки после каждого очередного поворота осуществляется с помощью фиксатора 16, западающего в делительные пазы револьверной головки под действием пружины 17. Вывод фиксатора из паза в начале обратного хода головки и его заклинивание в пазу во время рабочего хода осуществляется посредством установленного в каретке поворотного рычага 18, одно плечо которого входит в окно в теле фиксатора, а другое взаимодействует с копиром 19, неподвижно укрепленным под ползуном 5 на основной плите станка.
Предназначенные для обработки детали укрепляются в гнездах 20 поворотной на оси 21 головки 22, помещенной на жестком основании 23, неподвижно закрепленном на основной плите станка. Головка рассчитана на одновременную установку шести деталей, которые подвергаются последовательной обработке.
Фиксация головки с обрабатываемыми деталями в рабочем положении осуществляется передвижным фиксатором 24, управляемым рукояткой 25. Для предохранения от преждевременного освобождения поворотной головки 22 в процессе работы станка, фиксатор 24 сблокирован посредством вытяжной защелки 26 с рычагом 15, взаимодействующим с муфтой 11 одностороннего включения привода.
Предохранение от выпадания обрабатываемых деталей из гнезд 20 головки 22 обеспечивается посредством секторной крышки 27, а зажим крышки в рабочем положении посредством рукоятки 28.
Поворот головки с деталями осуществляется вручную после окончания полного цикла обработки очередной детали.
Станок работает по полуавтоматическому циклу. Выключение привода ползуна с револьверной головкой осуществляется автоматически после полного оборота револьверной головки, посредством переключения муфты 11 рычагом 14, который отжимается от револьверной головки при ее обратном ходе посредством поворотного упора 29.
1. Полуавтоматический станок для строгания пазов сложного профиля, например, в цилиндрах цугального механизма дверных замков, снабженный поворотным столом для крепления изделий и возвратно-поступательно движущимся ползуном, несущим револьверную головку с резцами, отличающийся тем, что, с целью осуществления последовательного строгания обрабатываемого паза резцами с постепенно изменяющимися (аналогично зубцам протяжки) размерами режущего профиля, револьверная головка выполнена автоматически поворотной на один шаг после каждого рабочего прохода.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью автоматического сообщения револьверной головке ограниченного углового перемещения во время ее обратного хода применен взаимодействующий с муфтой включения поворотный рычаг, воздействующий на делительные пазы револьверной головки.
3. Форма выполнения станка по пп. 1 и 2, отличающаяся тем, что, с целью периодической фиксации револьверной головки после ее очередного поворота, применен подпружиненный фиксатор, управляемый от неподвижного плоского копира.
