Изобретение относится к механической обработке металлов на металлорежущих станках, в частности к обработке прямозубых конических колес на поперечно-строгальном станке вручную, и может быть использовано в цехах, не имеющих специального зубонарезного оборудования.
Известно, что на универсальных поперечно-строгальных станках при оснащении их соответствующими приспособлениями можно выполнять ряд других работ: обработку фасонных поверхностей при помощи копировального устройства, радиусное строгание, шлифование, протягивание и т.д. (В.А. Крюк. Книга молодого строгальщика. - Минск: "Беларусь", 1973 - 224 С. - С. 52-53). На с. 53 приведена схема устройства для копировальной обработки фасонной поверхности на поперечно-строгальном станке, включающего объемный копир на П-образной раме, жестко соединенной со столом, строгальный резец и державку с роликом, закрепленных на подвижной плите, пружину, постоянно воздействующую на подвижную плиту, подтягивающую ее, а следовательно, и державку с роликом вверх к объемному копиру.
Неподвижная плита и смонтированные на ней детали закрепляют на передней части ползуна поперечно-строгального станка.
Недостатком данного устройства является значительная шероховатость получаемой поверхности из-за невозможности изменения профиля резца по причине большой кривизны вогнутых и выпуклых поверхностей при малых размерах модуля (≤3 мм) обрабатываемых прямозубых конических колес. Наличие ролика уменьшает возможность обработки поверхностей с большой кривизной.
Цель изобретения - использование поперечно-строгального станка для получения криволинейных поверхностей, улучшение качества обрабатываемой поверхности.
Цель достигается тем, что совмещают два вращательных движения: плиты с жестко закрепленной на ней поворотно-делительной головкой и шпинделя поворотно-делительной головки, на котором установлен копир.
Сущность изобретения заключается в том, что устройство содержит объемный копир, раму, подвижную и неподвижную плиты, жестко закрепленную поворотно-делительную головку со шпинделем, на котором установлен копир, выполненный в форме тела вращения, при этом подвижная плита выполнена с шарнирным поводком и предназначена для установки на столе станка, рама выполнена с цапфой, двумя упорами, двумя пружинами и четырьмя стопорными винтами и предназначена для закрепления непосредственно на станине станка.
На чертеже представлена схема устройства для обработки по копиру прямозубых конических колес на поперечно-строгальном станке.
На станине 1 поперечно-строгального станка жестко закреплена рама 2, на которой находится цапфа 3, два упора 4, со стопорными винтами 5 и пружинами 6. Копир 7 установлен на шпинделе 8 поворотно-делительной головки 9, последняя жестко закреплена на подвижной плите 10, на которой размещен шарнирный поводок 11, взаимодействующий со столом 12 станка. Обрабатываемая деталь 13 установлена соосно со шпинделем 8. На откидной планке суппорта 14 ползуна 15 закреплен строгальный резец 16.
Предлагаемое устройство работает следующим образом.
К обрабатываемой детали 13, установленной на шпинделе 8 поворотно-делительной головки 9, подводят строгальный резец 16. Это есть исходное положение. Включают возвратно-поступательное горизонтальное движение ползуна 15, затем включают вертикальную подачу суппорта 14. Происходит начало врезания строгального резца 16 в обрабатываемую деталь 13. Врезание продолжают до окружности впадин будущего зубчатого колеса на обрабатываемой детали 13. Вертикальную подачу выключают и включают поперечную подачу стола 12, который через шарнирный поводок 11 и цапфу 3 начинает поворачивать подвижную плиту 10 вокруг цапфы 3. При этом поворотно-делительная головка 9, жестко закрепленная с плитой 10, также начинает поворачиваться вокруг вертикальной оси цапфы 3. Копир 7, установленный на шпинделе 8, упирается в наклонную рабочую поверхность упора 4. Один упор 4 застопорен стопорными винтами 5, а второй упор поджат пружиной 6 к копиру 7. При поворачивании поворотно-делительной головки 9 копир 7 поворачивает шпиндель 8 вокруг своей оси, при этом копир 7 катится по рабочей поверхности застопоренного упора 4 до полного образования профиля, что подтверждается положением плиты 10, на которой предварительно имеется ограничительная разметка (на схеме не показана). Затем выключают подачу стола 12, поднимают строгальный резец 16 вертикальной подачей вверх суппортом 14.
Для образования поверхности следующего зуба деталь 13 поворачивают вручную на один шаг и фиксируют; подводят строгальный резец 16 и операции повторяют до получения нужного количества зубьев.
Для образования полного профиля зуба резец 16 заменяют на резец, главная режущая кромка которого расположена под углом, равным заменяемому, но направлена в противоположную сторону. Затем полностью повторяют все операции, изложенные выше.
Таким образом, предлагаемое изобретение позволяет использовать универсальные поперечно-строгальные станки для получения криволинейных поверхностей, получать с помощью обкатки поверхности обрабатываемых прямозубых конических колес с высокой точностью и чистотой, заменять дорогостоящее специальное оборудование, снизить количество брака за счет межоперационного контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2189890C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2111837C1 |
| ПРЕДЕЛЬНЫЙ ГАЕЧНЫЙ КЛЮЧ | 2000 |
|
RU2198088C2 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗАПРЕССОВАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2199426C2 |
| ЛИНИЯ РЕМОНТА ПОГЛОЩАЮЩИХ АППАРАТОВ АВТОСЦЕПОК | 1996 |
|
RU2104185C1 |
| ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2209133C2 |
| СТЕНД ДЛЯ РАЗБОРКИ И СБОРКИ ГИДРОГАСИТЕЛЕЙ | 1993 |
|
RU2068329C1 |
| УСТРОЙСТВО ДЛЯ РАССТЫКОВКИ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2180027C2 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ СТРОГАНИЯ ПАЗОВ СЛОЖНОГО ПРОФИЛЯ, НАПРИМЕР, В ЦИЛИНДРАХ ЦУГАЛЬНОГО МЕХАНИЗМА ДВЕРНЫХ ЗАМКОВ | 1947 |
|
SU85358A1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕДЛЕНИЯ ДВИЖЕНИЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2083407C1 |
Изобретение относится к области механической обработки металлов, обработке прямозубых конических колес в цехах, не имеющих специального зубонарезного оборудования. Устройство для улучшения качества обработанной поверхности содержит объемный копир, раму, подвижную и неподвижную плиты, жестко закрепленную поворотно-делительную головку со шпинделем, на котором установлен копир, выполненный в форме тела вращения. При этом подвижная плита выполнена с шарнирным поводком и предназначена для установки на столе станка, рама выполнена с цапфой, двумя упорами, двумя пружинами и четырьмя стопорными винтами и предназначена для закрепления непосредственно на станине станка. 1 ил.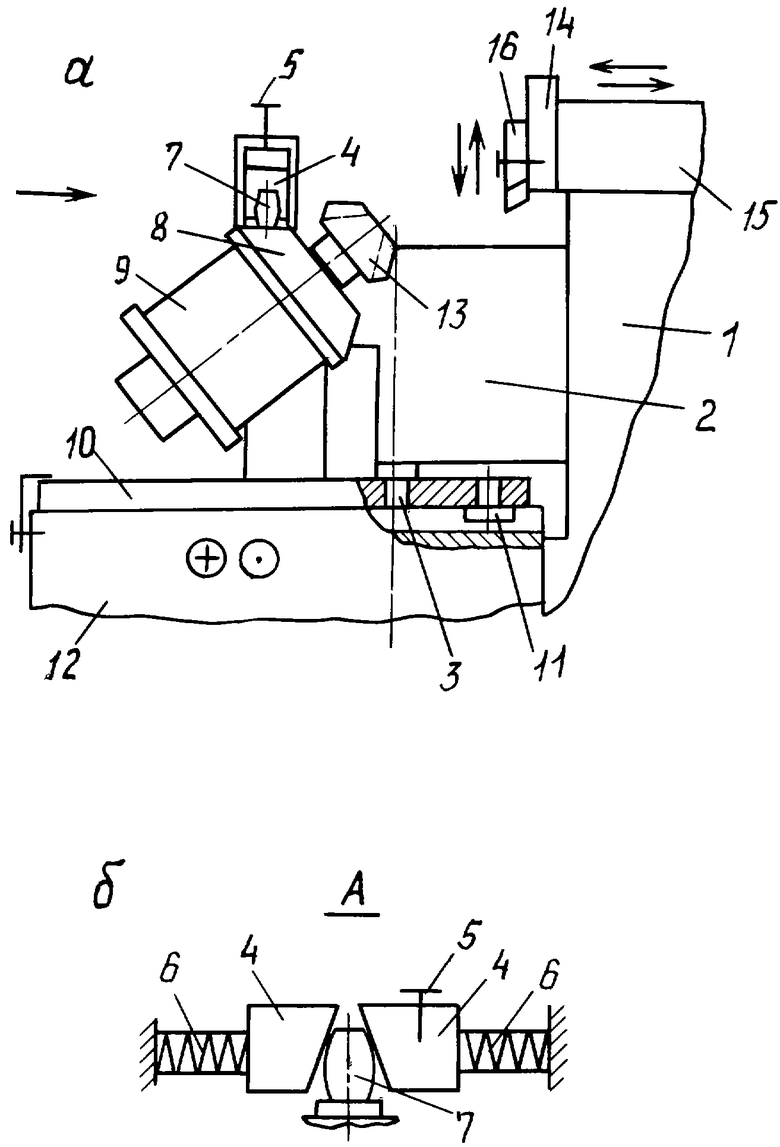
Устройство для обработки по копиру прямозубых конических колес на поперечно-строгальном станке, отличающееся тем, что оно содержит объемный копир, раму, подвижную и неподвижную плиты, жестко закрепленную поворотно-делительную головку со шпинделем, на котором установлен копир, выполненный в форме тела вращения, при этом подвижная плита выполнена с шарнирным поводком и предназначена для установки на столе станка, рама выполнена с цапфой, двумя упорами, двумя пружинами и четырьмя стопорными винтами и предназначена для закрепления непосредственно на станине станка.
| Ближайший аналог не обнаружен | |||
| ПРИСПОСОБЛЕНИЕ ПРИ ШЕПИНГЕ ДЛЯ НАРЕЗАНИЯ ЭВОЛЬВЕНТНЫХ ЗУБЦОВ КОНИЧЕСКИХ КОЛЕС ПО ПРИНЦИПУ КАТАНИЯ | 1917 |
|
SU3361A1 |
| Приспособление к строгальному станку с подвижным столом для нарезания шестерен путем обкатки | 1933 |
|
SU42396A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU188820A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНЫХ КРАСОК | 0 |
|
SU149519A1 |
| Устройство для образования направляющих борозд | 1986 |
|
SU1373344A1 |
| US 1957028, 01.05.1934 | |||
| КРЮК В.А | |||
| и др | |||
| Справочник строгальщика | |||
| - Минск: Беларусь, 1966, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| КРЮК В.А | |||
| Книга молодого строгальщика | |||
| - Минск: Беларусь, 1973, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |

