На эаЬодах, изготовляющих электромагнитные реле типа РКМ и PC-13, изоляция стальных сердечников (изоляционной лентой производится вручнуюПредлагаемый станок автоматизирует процесс изоляции указанных сердечников, от чего производительность труда по изоляции сердечников изоляцйоиной лентой значительно возрастает.
В предлагаемом станке применены У-образный отрезной нож, снабженный фигурной пружиной для прКЖима отрезанного куска изоляционной ленты к сердечнику, и подпружиненный прижимной ролик, закатывающий изоляционную ленту H.I поверхности сердечника в момент прохождения его мимо этого ролика при очередном повороте револьверной головки
Для закрепления изоляционной ленты при ее резке и протягивании через клеевые валики в станке применены поворотные рычаги, закрепленные на револьверной головке и прижимаемые к перемычкам револьверной головки.
Для сушки изолированных сердечников станок содержит 8-гнездные сушильные кассеты,, периодически поворачиваемые храповым механизмом.
Станок имеет механизм для подачи изоляционное ленты из рулона, для чего используется зубчатый валик для просечки бахромы по краям ленты и провисной валик для автоматического управления приводным двигателем.
По заявлению авторов, два таких станка изготовлены на Ленинградском заводе «Радист и находятся в эксплуатации.
На чертеже показана кинематическая схема станка.
№ 1439222
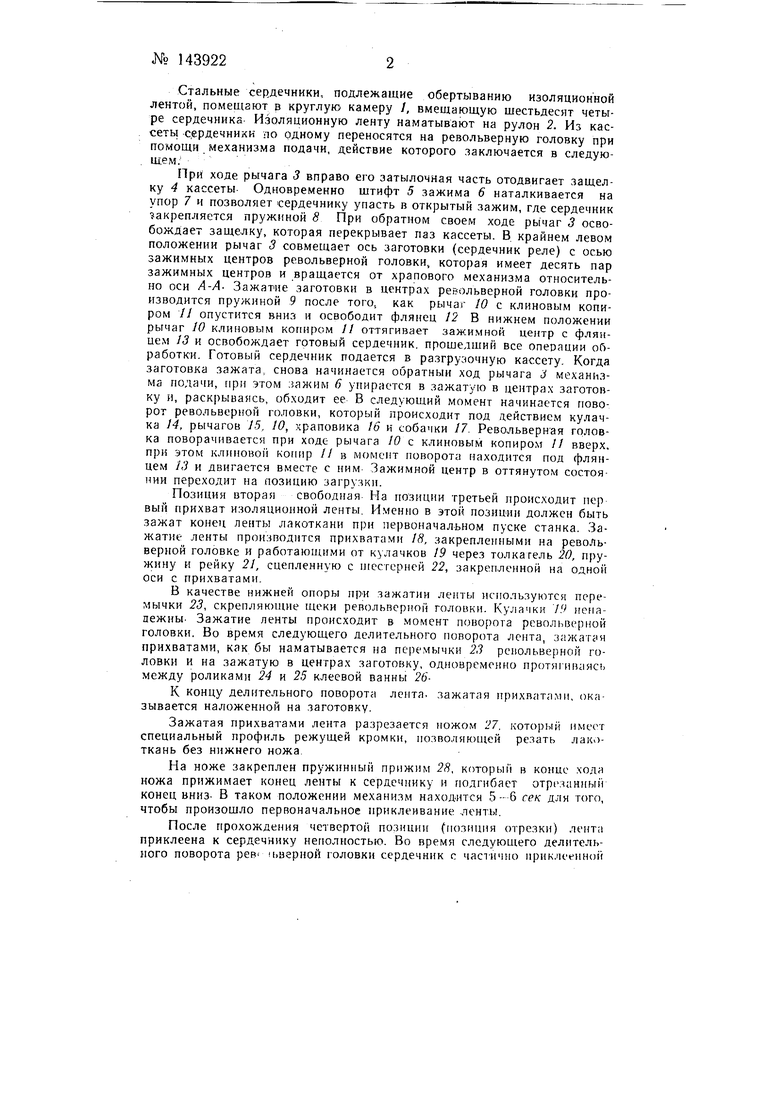
Стальные сердечники, подлежащие обертыванию изоляционной лентой, помещают в круглую камеру /, вмещающую щестьдесят четыре сердечника. Изоляционную ленту наматывают на рулон 2. Из кассеты с.ердечнихк по одному переносятся на револьверную головку при помощи механизма подачи, действие которого заключается в следуюш.ем:
При ходе рычага 3 вправо его затылочная часть отодвигает защелку 4 кассеты. Одновременно щтифт 5 зажима 6 наталкивается на упор 7 и позволяет сердечнику упасть в открытый зажим, где сердечник закрепляется пружиной 8 При обратном своем ходе рычаг 3 освобождает защелку, которая перекрывает паз кассеты. В. крайнем левом положении рычаг 3 совмещает ось заготовки (сердечник реле) с осью зажимных центров револьверной головки, которая имеет десять пар зажимных центров и вращается от храпового механизма относительно оси Л-Л. Зажатие заготовки в центрах револьверной головки производится пружиной 9 после того, как рычаг 10 с клиновым копиром /У опустится вниз и освободит флянец 12 В нижнем положении рычаг /О клиновым копиром У/ оттягивает зажимной центр с флянцем 13 и освобождает готовый сердечник, прошедший все операции обработки. Готовый сердечник подается в разгрузочную кассету. Когда заготовка зажата, снова начинается обратный ход рычага J механизма подачи, фи этом зажим 6 упирается в зажатую в центрах заготовку и, раскрываясь, обходит ее В следующий момент начинается поворот револьверной головки, который происходит под действием кулачка 14, рычагов 15, 10, храповика /б и собачки 17. Револьверная головка поворачивается при ходе рычага 10 с клиновым копиром // вверх, при этом клиновой копир // и момент поворота находится под флянцем У и двигается вместе с ним Зажимной центр в оттянутом состоя. НИИ переходит на позицию загрузки.
Позиция вторая свободная На позиции третьей происходит пер вый прихват изоляционной ленты. Именно в этой позиции должен быть зажат конец ленты лакоткани при первоначальном пуске станка. Зажатие ленты производится прихватами 18, закрепленными на револьверной головке и работающими от кулачков 19 через толкатель 20, пружину и рейку 21, сцепленную с 1лестерней 22, закрепленной на одной оси с прихватами.
В качестве нижней опоры прИ зажатии ленты используются перемычки 23, скрепляющие щеки револьверной головки. Кулачки / ненадежны. Зажатие ленты происходит в момент поворота револьверной головки. Во время следующего делительного поворота лента, зажатг1я прихватами, как бы наматывается на пере.мычки 23 револьверной головки и на зажатую в центрах заготовку, одновременно протягиваясь между роликами 24 и 25 клеевой ванны 26К концу делительного поворота лента, зажатая прихватами, ока. зывается наложенной на заготовку.
Зажатая прихватами лента разрезается ножом 27. который имеет специальный профиль режущей кромки, позволяюп1ей резать лакоткань без нижнего ножа
На ноже закреплен пружинный прижим 28, который в конце хода ножа прижимает конец ленты к сердечнику и подгибает отрезанный конец вниз. В таком положении механизм находится 5-6 сек для того, чтобы произощло первоначальное приклеивание .ленты.
После прохождения четвертой позиции (позиция отрезки) лентп приклеена к сердечнику неполностью. Во время следующего делительного поворота рев 1ьверной головки сердечник с частично ириклееин(и1
лентой проходит мимо подпружиненного ролика 29, который, обкатываясь вокрут сердечника, приклеивает оставшийся конец ленты.
Следующий делительный поворот позиционной головки переносит сердечник с прикрепленным к нему концом ленты на позицию намотки- Во время этого поворота прихваты открываются, освобождая конец ленты, который держится на острие перемычки только за счет клея. Наматывание ленты осуществляется следующим образом- Кулачок 30 при помощи пружины 31 и рычага 32 включает зубчатую муфту 33, а кулачок 34 прижимает направляющий и уплотняющий ролик 35, закрепленный на рычаге 36. От кулачка 37 получает движение сектор 38, который передает вращение через щестерни 39 и 40 зубчатой муфте 33, а последняя передает вращение центру 4J, на котором имеется поводок 42, сцепляющийся со щекой сердечника. Сердечник, вращаясь, наматывает на себя ленту лакоткани, при этом ролик 35 во время намотки постоянно прижимает наматывающуюся ленту к сердечнику. Конец ленты усилием намотки стягивается с перемычки 23. По окончании намотки кулачки 37, 30 и 34 возвращают управляемые ими механизмы в исходное положение. Седьмая позиция автомата предназначена для очистки перемычки от оставщегося на ней клея. Это осуществляется круглой щеткой, опущенной снизу в ванночку 43 с растворителем- В следующей позиции, как уже было сказано, происходит сброс готового сердечника. Выпавший сердечник попадает в паз кассеты 44- В каждый паз этой кассеты входят 8 деталей. После заполнения паза кассета перемещается на один шаг, что осуществляется кулачком через рычаг, тягу 45, двуплечий рычаг 46 и тягу 47 при помощи механизма, состоящего из двух храповиков 48, 49, шестерни 50 и рейки 51. Храповик 48 сидит на оси 52 свободно- Оба храповика имеют по 8 зубцов. Диаметры впадин, кроме одной, храповика 48 несколько больше, чем диаметр выступов храповика 49. Храповики имеют общую собачку 53, которая в течение семи циклов зацепляется только с храповиком 48, а во время восьмого цикла, когда собачка западает в восьмую, глубокую впадину, она сцепляется со вторым храповиком 49, поворачивает его и вместе с ним шестерню 50, которая перемещает рейку 51 с закрепленной на ней кассетой на один щаг. После заполнения кассета 44 при своем движении нажимает на концевой выключатель 54, и станок останавливается- Аналогичный механизм применен для поворота на один щаг загрузочной кассеты 55. Храповик 56 свободно сидит на оси Б-Б и также имеет одну глубокую впадину, которая обеспечивает включение через семь циклов второго храповика 57, а последний передает вращение кассете 55- В механизме загрузочной кассегы предусмотрен фиксирующий механизм 58 и фиксатор 59 для точной установки кассеты.
Механизм подачи и бахромирования ленты работает следующ,им образом; лента в виде рулона закрепляется на оси 60. Сматывание ее осуществляется роликами 61 и 62. Нижний валик пр-иводной, он имеет по краям зубцы, которые просекают бахрому. Вращение осуществляется электродвигателем РД. По мере вращения двигателя увеличивается петля, вытягиваемая рычагом 63 с роликом 64. Когда петля достигнет заданной величины, упорный винт, закрепленный на рычаге 63, нажимает на концевой выключатель « отключает электродвигатель РДПри очередном делительном повороте позиционной головки размер петли уменьщается и снова подключается электродвигатель РД- Далее лента идет на ролики 65 и 25 клеевой ванны 26. Клей наносится на поверхпость ленты роликом 66, закрепленным внутри ванны. Нанесение клея осуществляется во время движения ленты при повороте револьверной головки.
- 3 -.YO 143922
№ 143922- 4 Станок выполняет следующие операции: бахромирование ленты, нанесение клея на ленту, отрезание мерного куска лакоткани, подача сердечника под обертывание, обертывание сердечника и укладка сердечников в сушильные кассеты. Полный цикл работы, оканчивающийся выдачей готового изделия, выполняется за 10 секПред м е т и з о б р е т е и и и
1.Станок для изолирования сердечников реле типа РКМ и PC-13 изоляционной лентой, содержащий многопозиционную револьверную головку с зажимами для крепления сердечников реле, поочередно включаемых в работу с помощью сцепных муфт, магазинное питание для подачи сердечников в зажимы револьверной головки, приспособление для нанесения клея и привод, отличающийся тем, что, с целью иовыщения производительности, совместно применены. У-образный отрезной нож, снабженный фигурной пружиной для прижима отрезанного куска изоляционной ленты к сердечнику, и подпружиненный ролик, осуществляющий закатку ленты на поверхности сердечника при перемещении револьверной головки на шаговое деление.
2.Станок по п. 1, отличающийся тем, что для закрепления изоляционной ленты при ее резке и протягивании через клеевые валики применены поворотные рычаги, щарнирно закрепленные на револьверной головке и прижимаемые при помощи кулачковой передачи к перемычкам револьверной головки3.В станке по пп- 1 и 2-применение 8-гнездовой кассеты, перемещаемой храповым механизмом для сушки изолированных сердечников.
4.В станке по ип. 1 и 2 - применение механизма для подачи изоляционной ленты из рулона, использующего зубчатый валик для просечки бахромы на обоих краях ленты и провисной валик для автоматического управления привод1и 1м двигателем

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для подгонки емкостей трубчатых конденсаторов | 1958 |
|
SU118908A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| Станок для наклеивания на корешки книг капталов | 1940 |
|
SU66465A1 |
| Полуавтоматический станок для зенкерования отверстий корпусов электромагнитных реле | 1960 |
|
SU137369A1 |
| Станок для плющения и формовки зубьев рамных и круглых пил | 1955 |
|
SU117025A2 |
| Устройство для автоматической обточки фасок, например, наружных колец подшипников качения | 1956 |
|
SU110781A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СЕМЕННЫХ ЛЕНТ | 1996 |
|
RU2103855C1 |
| Гибкий производственный модуль | 1980 |
|
SU1238723A3 |
| Устройство для приварки шпилек | 1958 |
|
SU121887A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |

