Изобретение относится к области металлургии, а именно к безокислительной термической обработке и может быть использовано для получения деталей из никелевых жаропрочных сплавов и нержавеющих и жаропрочных сталей с высокими физико-механическими свойствами.
Известен способ термической обработки металлов и сплавов и способ термообработки деталей [1] Эти способы включают нагрев до температуры закалки и выдержку при температуре термообработки в вакууме при разрежении 13,3-0,133 Па(10-1-10-3 мм рт.ст.) или не менее 0,0133 Па (10-4 мм рт.ст). Способы эти не обеспечивают получение деталей из жаропрочных никелевых сплавов, а также из нержавеющих и жаропрочных сталей с высокими физико-механическими свойствами за счет высокой сублимации легирующих элементов и недостаточно активного процесса дегазации металла.
Из известных способов наиболее близким по технической сущности является способ обработки заготовок из жаропрочных сплавов, по которому термообработку осуществляют в вакууме со степенью разрежения 13,3-0,133 Па /10-1-10-3 мм рт. ст/. При этом процесс термообработки проводят следующим образом: изделие загружают в вакуумную электропечь, производят вакуумирование рабочего объема и включают нагрев. Нагрев изделия до температуры закалки и выдержку при этой температуре осуществляют при постоянной степени разрежения в пределах 13,3-0,133 Па /10-1-10-3 мм. рт.ст./. После чего производят охлаждение [2]
Известный способ обработки имеет следующие недостатки.
При нагреве никелевых жаропрочных сплавов и коррозионностойких и жаропрочных сталей до требуемых для этих материалов температур закалки или гомогенизации и выдержке при этих температурах в вакууме 0,133 Па /10-3 мм рт. ст/ или более глубоком происходит испарение легирующих элементов, имеющих высокую упругость пара таких, как хром, алюминий, марганец и др. Вследствие этого изменяется химический состав металла в поверхностном слое, то есть образуется слой металла, обедненный легирующими элементами. Кроме того, на обработанной поверхности появляется микрорельеф, что ухудшает чистоту обработки поверхности, так как повышается ее шероховатость. Глубина поверхностного обедненного легирующими элементами слоя (так называемого "дефектного слоя") может составлять 0,1-0,2 мм. Наличие дефектного слоя и микрорельефа на обработанной поверхности ухудшает физико-механические свойства материала, такие как коррозионная стойкость, сопротивление усталостным нагрузкам, если процесс термообработки проводится в низком вакууме 13,3-1,33 Па (10-1-10-2 мм рт. ст. ), происходит окисление поверхности. Кроме того, затрудняется процесс дегазации металла.
Целью настоящего изобретения является повышение физико-механических свойств никелевых жаропрочных сплавов и нержавеющих и жаропрочных сталей за счет уменьшения сублимации легирующих элементов, интенсификации процесса дегазации металла, а также за счет гарантированного получения светлой поверхности термически обрабатываемой детали.
Указанная цель достигается тем, что при проведении термической обработки, состоящей из нагрева в вакууме до температуры закалки /гомогенизации/, выдержки при этих температурах и охлаждения, степень разрежения /глубина вакуумирования/ изменяется в процессе нагрева в зависимости от температуры.
В соответствие с этим, по предлагаемому способу, вначале ведут нагрев до температуры 800-1000oC в вакууме в пределах 0,133-0,00133 Па /10-3-10-5 мм рт. ст/ с изотермической выдержкой в течение 10-60 мин, а последующий нагрев до температуры закалки /гомогенизации/ и выдержку при этой температуре проводят при повышении давления остаточных газов до 1,33-133 Па /10-2 1 мм рт. ст/ путем введения инертного газа. Охлаждение деталей после окончания технологической выдержки осуществляется в зависимости от марки материала и требований технологии / в вакууме, в среде инертного газа или в масле/.
Нагрев от комнатной температуры до температуры 800-1000oC предлагается проводить в высоком вакууме, при разрежении в пределах 0,133-0,00133 Па /10-3-10-5 мм рт. ст/ с целью предотвращения окисления поверхности и проведения процесса обезгаживания металла. Выбор температуры первой ступени нагрева 800-1000oC и степени разрежения 0,133-0,00133 Па /10-3-10-5 мм рт. ст/ обусловлен тем, что в процессе нагрева до этих температур в вакууме 0,133-0,00133 Па /10-3-10-5 мм рт. ст/ сублимация легирующих элементов практически отсутствует или резко ограничена. Это следует из имеющихся литературных данных зависимости упругости пара чистых металлов от температуры нагрева и установлено нами для рассматриваемой группы материалов опытным путем. При наиболее высоких температурах нагрева интенсивность процесса сублимации резко возрастает.
Интервал температур определяется химическим составом исследуемой группы материалов и, соответственно, упругостью пара легирующих элементов, входящих в состав этих материалов. Температура 800-1000oC принята в качестве предварительной технологической выдержки. На этом этапе происходит также предварительное выравнивание температуры по сечению садки деталей, что позволяет в дальнейшем уменьшить время пребывания деталей при высоких температурах в вакууме, и, таким образом, сократить до минимума разницу во времени выдержки при заданной температуре термообработки деталей, находящихся в наружных и внутренних слоях садки. Время, необходимое для выравнивания температуры при 800-1000oC по всему объему садки составляет 10-60 мин и назначается в зависимости от массы садки.
После окончания предварительной технологической выдержки, давление остаточных газов в камере нагрева повышается до 1,33-133 Па /10-2-1 мм рт. ст./. Как показали результаты полученных экспериментальных данных, это позволяет предотвратить сублимацию легирующих элементов в вакууме при высоких температурах. Повышение давления остаточных газов достигается за счет введения химически чистого аргона или другого инертного газа /гелия, азота/. Это обеспечивает сохранение светлой поверхности детали.
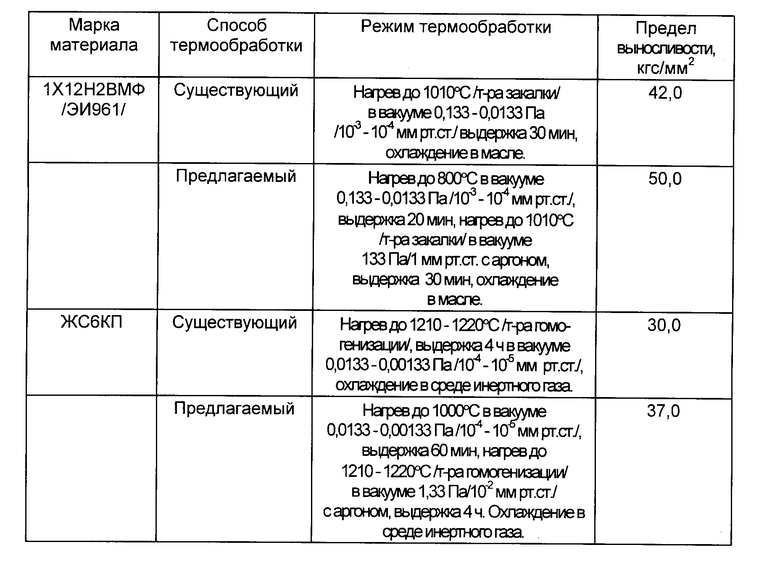
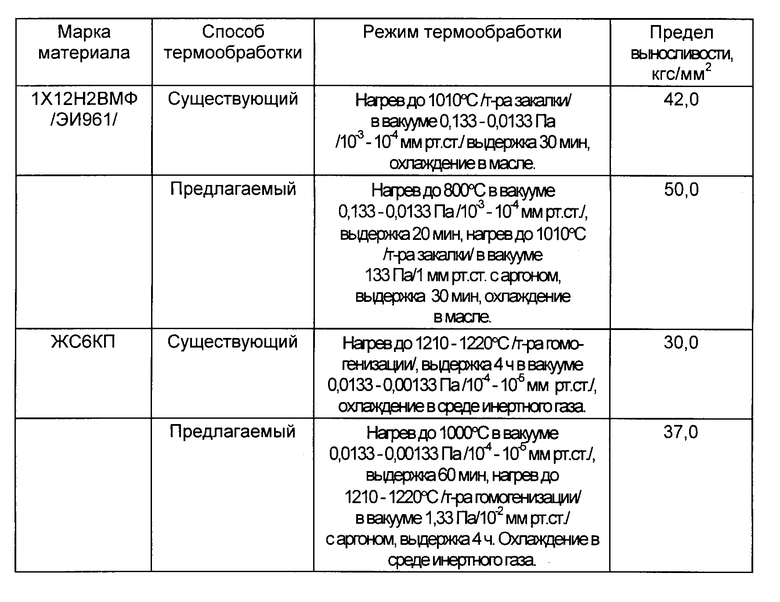
Ниже приведены результаты испытания на выносливость образцов, изготовленных из стали IXI2HВМФ/ЭИ961/ и из жаропрочного сплава ЖС6КП после термообработки в вакууме по существующему и предложенному способам.
Сталь IXI2H2ВМФ /ЭИ961/.
Образцы подвергались термообработке по существующему и предлагаемому способам термообработки. Режим термообработки образцов при нагреве под закалку по предлагаемому способу:
нагрев до 800oC в вакууме 0,133-0,0133 Па/10-3-10-4 мм рт.ст/, выдержка 20 мин:
нагрев до 1010oC /температура закалки/ в вакууме 133 Па /1 мм рт. ст/ с аргоном и выдержка 30 мин;
охлаждение в масле.
Образцы проходили термообработку в окончательно изготовленном виде.
Испытание на выносливость производилось при комнатной температуре. База испытания -107 циклов, характер нагружения изгиб с вращением.
Сплав ЖСБКП.
После термообработки с нагревом под закалку по существующему и предложенному способам производилось испытание на выносливость окончательно изготовленных образцов из никелевого жаропрочного сплава ЖС6КП. Испытание производилось на изгиб с вращением на базе 107 циклов. Температура испытания 900oC. Режим нагрева образцов под закалку по предложенному способу:
нагрев до 1000oC в вакууме 0,0133-0,00133 Па /10-4-10-5 мм рт.ст./, выдержка 60 мин;
нагрев до 1210-1220oC /температура гомогенизации/ в вакууме 1,33 Па /10-2 мм рт.ст./ с аргоном и выдержка 4 ч.
охлаждение в среде инертного газа.
Как показали результаты испытания, предел выносливости материала после термообработки с нагревом под закалку по предлагаемому способу повышается примерно на 10-12% /таблица/.
Таким образом, разработанный способ позволяет производить термическую обработку деталей из жаропрочных никелевых сплавов и нержавеющих и жаропрочных сталей в окончательно изготовленном виде. При этом обеспечивается повышение качества изделий за счет улучшения физико-механических свойств материала /например, предел выносливости повышается на 10-12%/. Кроме того, достигается экономия металла, снижение трудоемкости механообработки. Из технологического цикла исключается пескоструйная очистка и травление поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2394935C2 |
| СПЛАВ НА ОСНОВЕ ХРОМА И СПОСОБ ВЫПЛАВКИ СПЛАВА | 2016 |
|
RU2620405C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1981 |
|
SU1064629A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2275433C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2346075C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ | 1999 |
|
RU2164188C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1996 |
|
RU2101147C1 |
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
Способ термической обработки жаропрочных сталей и сплавов, включающий нагрев в вакууме до температуры закалки и последующее охлаждение, отличающийся тем, что, с целью повышения физико-механических свойств за счет уменьшения сублимации легирующих элементов и интенсификации дегазации металла, нагрев до 800 - 1000oС проводят в вакууме 0,133 - 0,00133 Па (10- 3 - 10- 5 мм рт. ст. ), выдерживают при этих условиях в течение 10 - 60 мин, а дальнейший нагрев до температуры закалки осуществляют в вакууме 1,33 - 133 Па (10- 2 - 1 мм рт.ст.) путем введения инертного газа.
Способ термической обработки жаропрочных сталей и сплавов, включающий нагрев в вакууме до температуры закалки и последующее охлаждение, отличающийся тем, что, с целью повышения физико-механических свойств за счет уменьшения сублимации легирующих элементов и интенсификации дегазации металла, нагрев до 800 1000oС проводят в вакууме 0,133 0,00133 Па (10- 3 - 10- 5 мм рт. ст.), выдерживают при этих условиях в течение 10 60 мин, а дальнейший нагрев до температуры закалки осуществляют в вакууме 1,33 - 133 Па (10- 2 1 мм рт. ст.) путем введения инертного газа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1971 |
|
SU413201A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХСПЛАВОВ | 0 |
|
SU265923A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
