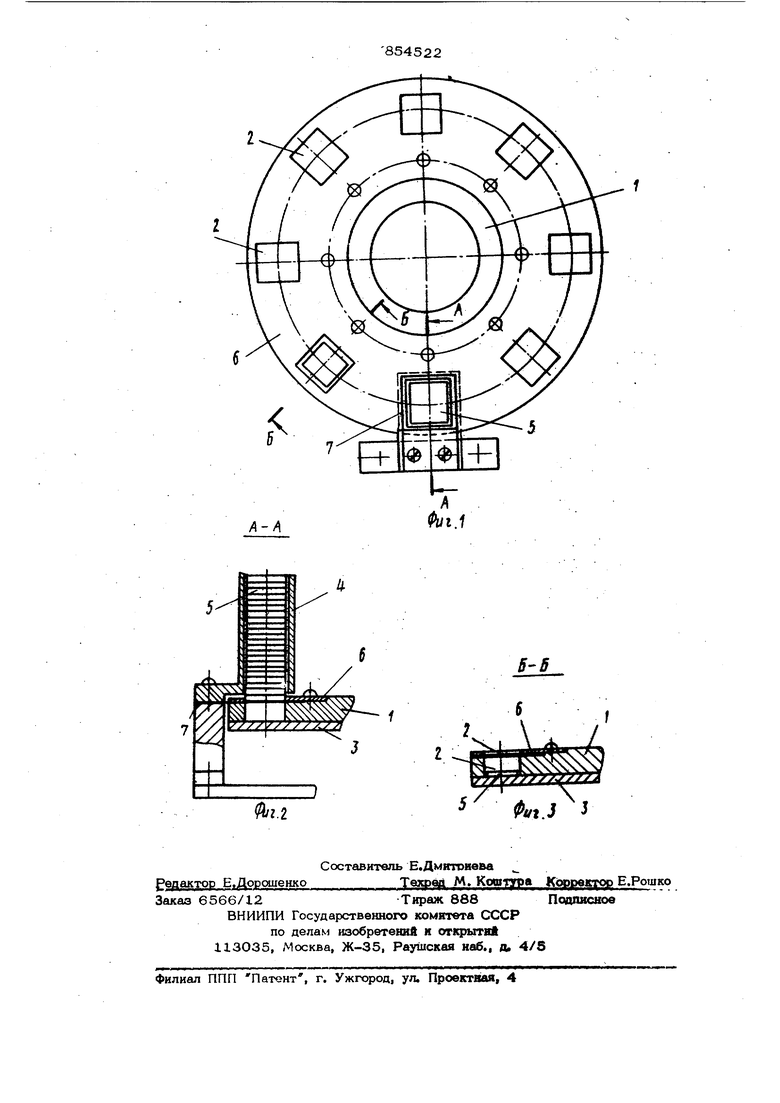
Изобретение относитсяк штамповочному производству и может быть использовано для автоматизации штамповки тонких листовых деталей. Известно устройство для подачи заготовок в штамп, содержащее установленный на плите револьверный диск с гнездами, Недостатком этого устройства является ручная укладка заготовок в гнезда револьверного диска, вследствие чего получается частичная автоматизация процесса подачи заготовок в штамп. Известно также устройство для подачи штучных заготовок в штамп, содержащее смонтированные на основании магазин со стопой листовых заготовок и револьверный диск с гнездами для заготовок. Недостатком этого устройства является невозможность автоматического отделения от стопы заготовок толщиной менее 1,О мм. Цель изобретения - обеспечение автоматического отделения от стопы заготовок толщиной Менее 1,О мм. Поставленная цель достигается тем, что устройство для подачи штучных заготовок, содержащее смонтированные на основании магазин со стопой листовых заготовок и револьверный диск с гнездами для заготовок, снабжено размещенным с зазором над револьверным диском и скрепленным с 1ШМ дополнительным диском с аналогичными гнездами и с толщиной, меньшей, ieм толщина заготовки, а также неподвиншо закрепленной на основания под магазином заслонкой, заходящей в зазор между основным и дополнительным дисками. На фиг. 1 показано устройство для подачи штучных заготовок в штамп, вид сверху, на фиг. 2 - разреа А-А на фиг. 1 .на позиции отделения заготовок от стопы, на фиг. 3 - разрео Б-Б на фиг. 1 на позиции укладки заготовок в гнездо револьверного диска. Устройство для подачи штучш ие заготовок в штамп состоит из револьверного диска 1(фиг. 1) с гнездами 2. Револ 38Верный диск 1 устанавливается на основание 3 (фиг.2}. Устройство имеет магазин 4 с, набором листовых заготовок 5 Револьверный диск 1 снабжен сверху скрепленным с ним дополнительным диском 6 с аналогичными гнездами 2. Т&лшина диска меньше толццшы подаваемой из магазина 4 заготовки 5. В зазоре между револьверным диском 1 и допол/нительнь1м диском 6 находится неподвижная за1фепленная тонколистовая заслонка 7 , KOTqpaH располагается непосредственно под магазином 4 с набором заготовок 5. Устройство работает: следующим образом. В магазин 4 укладываются заготовки Нижняя из находящихся в маг.азине 4 заг товок попадает в гнездо 2 дополнительного диска 6 и ложится на заслонку 7. При повороте револьверного диска 1 дополнительный диск отделяет заготовку от к перемещает ее по неподвижной заслонке. В месте, где заслонка кончается, заготовка соскакивает с нее, западает не посредственно в гнездо револьверного дис ка и ложится на основание 3 устройства (фиг. 3),по которому и проходит дальней шая транспортировка заготовки на позиции штамповки. Как только заготовка с позиции подачи из магазина передвигается на 2 смежную ПОЗИЦИЮ) на заслонку, ложится ледукицая заготовка и весь процесс повторяется. После операции штамповки деталь отводится с револьверного диска известным образом, например, по лотку, с одной на следу(ощих позиций. Таким образом, предлагаемое устройство позволяет автоматизировать процесс подачи штучных заготовок в штамп, в том числе, и отделение от стопы листовых заготовок толщиной менее 1,0 мм. Формула изобретения Устройство для пйдачи штучных заготовок в штамп, содержащее смонтированные на основании магазин со стопой листовых заготовок и револьверный диск с гнездами для заготовок, отличающее с я тем, что, с целью обеспечения автоматического отделения от стопы .заготовок толщиной менее 1,О мм, оно снабжено размещенным с зазором над револьверным диском и скрепленным с ним дополнителышм диском с аналогичными гнездами я с тояпганой, меныией толшины заготовки, а также неподвижно закрепленной на основании поп магазином заслонкой, захрдящ&й в зазор между основным н дополнительными дисками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в ШТАМП | 1971 |
|
SU304038A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Устройство для поштучной подачи плоских заготовок из стопы | 1986 |
|
SU1488076A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Устройство для подачи тонких листовых заготовок в рабочую зону обрабатывающей машины | 1983 |
|
SU1163945A1 |
| Устройство для сталелирования штучных заготовок,отделения от стопы и перемещения | 1982 |
|
SU1110520A1 |