«
Изобретение относится к обработке металлов давлением и может быть ис пользова но для штамповки деталей из листового материала.
Целью изобретения является повышение надежности работы, производительности процесса штамповки и уменьшение производственной площадИф
На фиг. 1 изображена линия штамповки деталей из листового матер иа- ла; на фиг. 2 - вид А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. Д - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 2; на фиг. 6 - вид Д на фиг 2; на фиг. 7 - вид Е на фиг. 2; на фиг. 8 - вид Ж на фиг. 7; на фиг. 9 - вид 3 на фиг. 2; на фиг. 10 - вид И на фиг. 9.
Линия штамповки деталей из листового материала содержит пять, установленных последовательно в соответствии с технологическим процессом, комплексов оборудования, состоящих из двухкривошипных прессов 1 закрытых простого действия и устройств 2 для подачи штучных заготовок с за- грузочной тележкой 3. Комплексы свя- заны между собой устройствами межоперационного перемещения деталей, выполненными в виде цепных транспортеров 4, подъемных столов 5 и кантователей 6. Отвод готовых изделий (деталей) производится ленточным транспортером 7, который устана.вли- вается перпендикулярно оси линии. Все оборудование линии связано единой электронной системой программного управления (не показана), имеющей несколько подпрограмм, позволяющих: в зависимости от числа операций изготавливаемой детали начать рабочий цикл с любого пресса, кроме пятого, а заканчивать любым прессом, кроме первого, заменив цепной транспортер 4на ленточный 7 между вторым и третьим прессами (или между тре тьим и четвертым) изготавливать сразу две детали с суммарньм числом операций не более пяти, а при установке перед первым устройством 2 дополнительного цепного транспортера обрабатывать детали, имеющие более пяти операций, прошедшие первые операции вне линии.
Для расширения диапазона габаритных размеров обрабатьшаемых деталей цепной транспортер 4 устройств меж- операционного перемещения детапей
25
78082
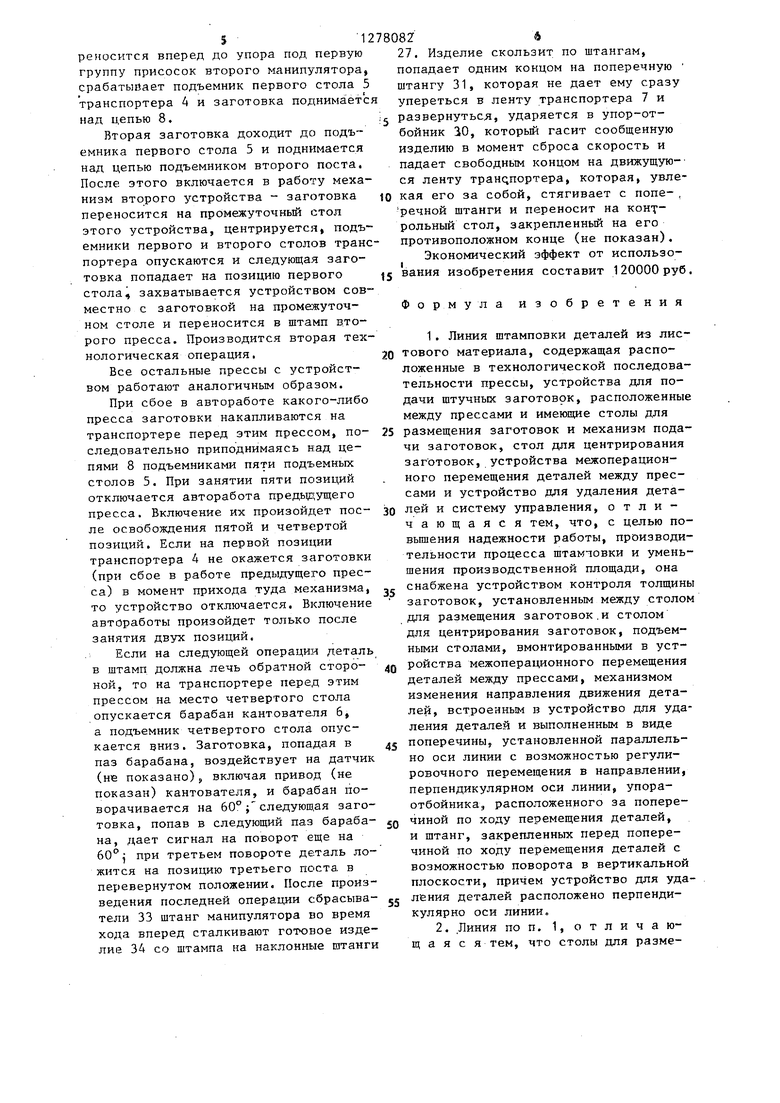
снабжен четырьмя параллельными цепями 8 (фиг, 3). На транспортере также установлены кантователи 6 барабанного типа с индивидуальным пнев5 матическим приводом (не показан). Цепные транспортеры 4 снабжены пятью подъемными столами 5 для подъема деталей над транспортирующими цепями 8, чтобы компенсировать небольшую
разницу в темпе работы предыдущего и последующего оборудования. Подъемные столы 5 (посты) выполнены, пример, в виде пневматических подъемников и размещены вдоль продольной
5 оси транспортеров между цепями 8.
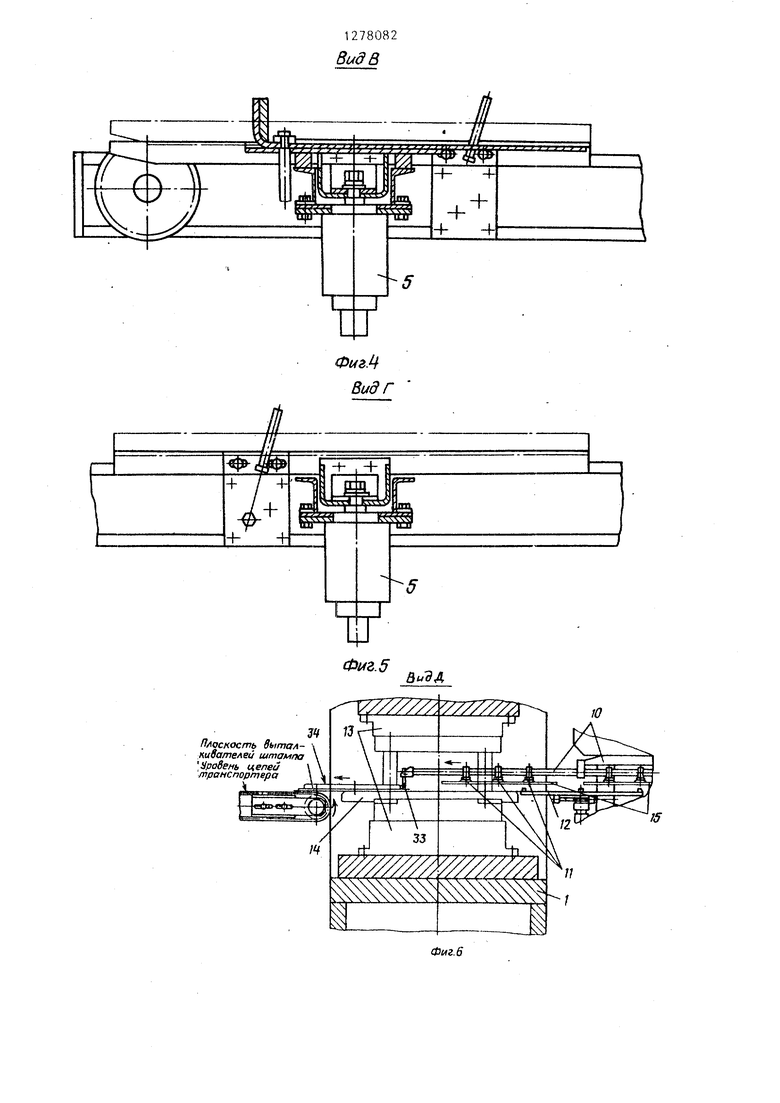
Стопа 9 заготовок (фиг. 6) размещается в устройстве 2 под кареткой 10 механизма отделения листа от стола с присосками 11. Устройство 2
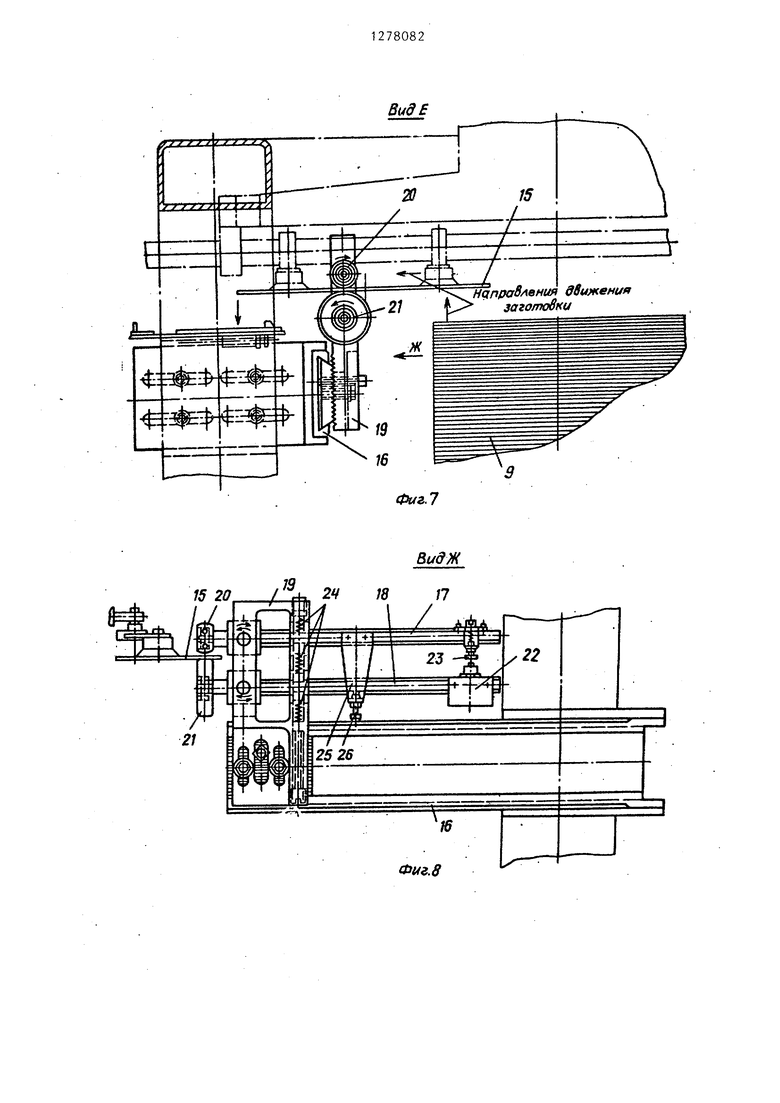
20 снабжено также промежуточным центрирующим столом 12, а штампы 13 прессов 1 - выдвижными опорами 14. Линия штамповки снабжена устройством контроля толщины листовой заготовки 15, размещаемым в ней с возможностью обеспечения контроля заготовки по ее краю на всем пути перемещения заготовки между столом манипулятора со стопой 9 и промежуточным центрирую30 щим столом 12. Кронштейн 16 устройства контроля толщины крепится на стойке станины манипулятора 2.
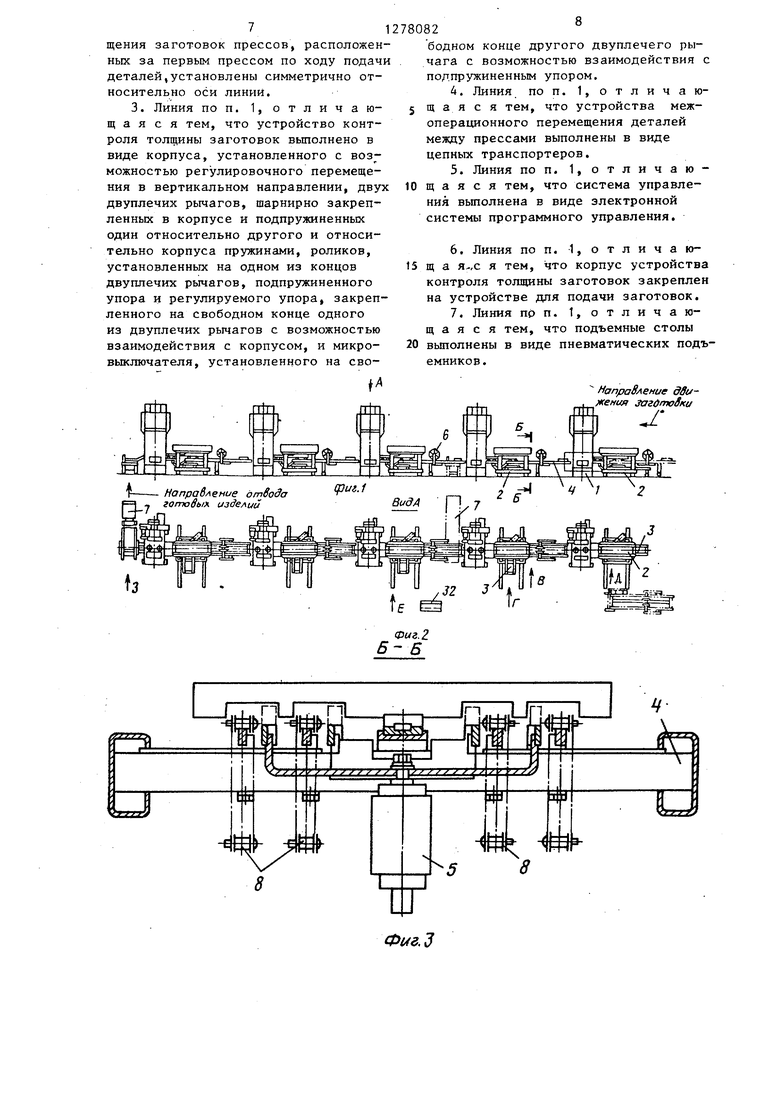
Механизм контроля (фиг. 8) представляет собой два разноплечих рыча35 га 17 и 18, свободно качающихся на осях, закрепленных в корпусе 19 ра- .ночного типа, короткие плечи рыча- гов снабжены роликами 20 и 21, установленными на подшипниках качения, а
40 на концах длинных плеч установлены микровыключатель 22 и подпружиненный регулируемый толкатель 23. Регулировкой длины толкателя настривается необходимый зазор между нажимной
45 тарелкой толкателя и штырем микровыключателя. Рычаги механизма контроля зафиксированы в определенном положении тремя пружинами 24, установленными в расточке корпуса 19, и скобой
50 25. Винтом 26, ввернутым в скобу 25, настраивается зазор между роликами 20 и 21, равный приблизительно 1,5 толщины контролируемой заготовки 15. Устройство контроля толщины заго55 товки при наладке устанавливается, так, чтобы листовая заготовка при подаче проходила своим краем в зазоре между роликами 20 и 21. Линия содер3
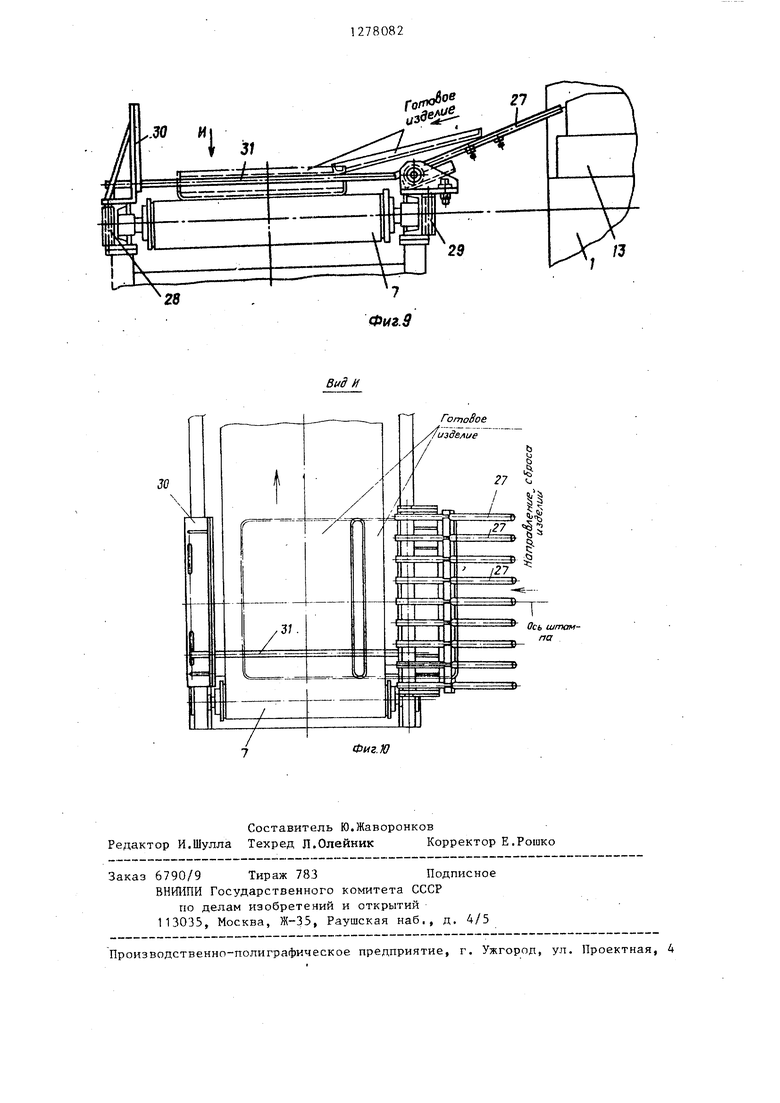
жит также средство удаления готовых деталей, размещенное перпендикулярно оси линии, выполненное в виде ленточного ..транспортера 7, который дополнен устройством изменения направления движения заготовки. Устройство состоит из наклонных штанг 27 трубчатой конструкции, которые могут регулироваться по длине и углу наклона, установленных в кронштейнах 28 и 29 на раме ленточного транспортера 7, упора-отбойника 30 и поперечной штанги 31, которая может переставлят ся в расточках кронштейнов 28 и 29 в зависимости от длины готовых изделий.
Система управления линии вьтолне- на в виде электронной системы программного управления с центральным пультом 32. Для наладочного режима каждое оборудование линии имеет местный пульт управления (не показан). Позицией обозначены рычаги сбрасывателя 33 деталей из штампов 13.
Линия работает следующим образом.
Стопа 9 листовых заготовок автопогрузчиком (не показан) загружается на тележке 3 первого устройства 2 (при обработке двух деталей загружается и тележка манипулятора третьего и четвертого прессов), которая подается вперед до упора, и стопа 9 заготовок оказывается над приемными планками подъемного стола. Нажатием кнопки на местном пульте управления стол поднимается вверх до срабат ы- вания датчика верхнего положения (не показаны). Переключениями на центральном пульте 32 управления линия запускается в работу в автоматическом режиме.
Каретка 10 механизма устройства 2 с присосками 11 опускается вниз, включается вакуум-насос (не показан) происходит захват листа 15 присосками, подъем каретки с листом и движение ее вперед. В начале хода вперед; лист 15 своим краем заходит в зазор между роликами 20 и 21 устройства контроля, который контролирует, что поднят только один лист, если лист один, нормальной толщины, движение продолжается.
При захвате двух заготовок (например, из-за слипания листов при густой смазке) общая толщина их превысит .размер настроенного зазора, ролики раздвинутся и повернут рычаги
78082
вокруг своих осей, воздействуя тем самым на микровыключатель, который даст сигнал на остановку подачи, возврат заготовок в исходное положение
5 и отключение автоработы. Настройкой усилий пружин 24 добиваются такого положения, чтобы рычаги раздвигались только при увеличении толщины заготовки, а все неровности заготовки ко10 пировались без срабатывания микровыключателя.
Над промежуточным столом 12 точного центрирования каретка 10 с листом 15 опускается, отключается ваку-
15 ум-нае.ос, лист остается на столе, а каретка уходит вверх и назад. В момент движения каретки назад срабатывают пневмоцилиндры точного центрирования (не показаны) на промежуточ20 ном столе и лист устанавливается по центру штампа пресса.
Каретка 10 продолжает движение назад и опускается вниз. Штанги каретки снабжены двумя группами присосок
25 11, одна группа захватывает лист 15 с промежуточного стола 12, а другая - из стопы 9 заготовок. Каретка движется вверх и вперед, укладывая первую заготовку на вьщвижные опоры 14 штам30 па 13, а вторую - на промежуточный стол 12, Каретка идет вверх и назад, опоры 14 в штампе опускаются, укладывая деталь в штамп 13, а на проме- . жуточном столе срабатывают пневмо35 цилиндры точного центрирования, подготавливая следующую заготовку, подъемный стол - магазин по мере отбора из стопы 9 листов поднимается вверх, сохраняя постоянньй уровень захвата;
40 включается пресс 1 на рабочий ход, совершая первую операцию. Каретка опускается вниз, а ползун пресса движется вверх, вьдвижные опоры 14 в штампе 13 поднимают деталь над зер45 калом штампа, присоски 11 захватывают очередную пару заготовок, каретка 10 движется вверх и вперед, на передних торцах штанг в зтот момент опускаются рычаги сбрасывателя 33
50
и отштампованная деталь сталкивается ими при движении каретки вперед на движущиеся цепи 8 транспортера 4, установленного за прессом, нажимая по пути рычаг датчика контроля освобождения штампа (не показан), который разрешает движение ползуну пресса на следующий рабочий ход. Цепями транспортера 4 заготовка переносится вперед до упора под первую группу присосок второго манипулятора, срабатывает подъемник первого стола 5 транспортера 4 и заготовка поднимаетс над цепью 8.
Вторая заготовка доходит до подъ емника первого стола 5 и поднимается над цепью подъемником второго поста, После этого включается в работу механизм второго устройства - заготовка переносится на промежуточный стол этого устройства, центрируется, подъемники первого и второго столов транспортера опускаются и следующая заготовка попадает на позицию первого стола, захватывается устройством совместно с заготовкой на промежуточном столе и переносится в штамп в.то- рого пресса. Производится вторая технологическая операция,
Все остальные прессы с устройством работают аналогичным образом.
При сбое в автоработе какого-либо пресса заготовки накапливаются на транспортере перед этим прессом, по- следовательно приподнимаясь над цепями 8 подъемниками пяти подъемных столов 5. При занятии пяти позиций отключается авторабота предыдущего пресса. Включение их произойдет пос- ле освобождения пятой и четвертой позиций. Если на первой позиции транспортера 4 не окажется заготовки (при сбое в работе предыдущего пресса) в момент прихода туда механизма, то устройство отключается. Включение автоработы произойдет только после занятия двух позиций.
Если на следующей операции деталь в штамп должна лечь обратной сторо- ной, то на транспортере перед этим прессом на место четвертого стола опускается барабан кантователя 6, а подъемник четвертого стола опускается вниз. Заготовка, попадая в паз барабана, воздействует на датчик (не показано), включая привод (не показан) кантователя, и барабан по- 60°
ворачивается на
следуюшдя заготовка, попав в следующий паз барабана , дает сигнал на поворот еще на 60 при третьем повороте деталь ложится на позицию третьего поста, в перевернутом положении. После произведения последней операции сбрасыватели 33 штанг манипулятора во время хода вперед сталкивают готювое изделие 34 со штампа на наклонные штанги
20
27. Изделие скользит по штангам, попадает одним концом на поперечную штангу 31, которая не дает ему сразу упереться в ленту транспортера 7 и
ij развернуться, ударяется в упор-отбойник iO, который гасит сообщенную изделию в момент сброса скорость и падает свободным концом на движущую-- ся ленту транспортера, которая, увле10 кая его за собой, стягивает с попе- , речной штанги и переносит на конт рольный стол, закрепленный на его противоположном конце (не показан). Экономический эффект от использо15 вания изобретения составит 120000руб.
Формула изобретения
0
5 о
0 j
5
0
5
1 . Линия штамповки деталей и-з листового материала, содержащая расположенные в технологической последовательности прессы, устройства для подачи штучных заготовок, расположенные между прессами и имеющие столы для размещения заготовок и механизм подачи заготовок, стол для центрирования заготовок, устройства межоперационного перемещения деталей между прессами и устройство для удаления деталей и систему управления, отличающаяся тем, что, с целью по- вьш1ения надежности работы, производительности процесса и уменьшения производственной площади, она снабжена устройством контроля толщины заготовок, установленным между столом для размещения заготовок.и столом для центрирования заготовок, подъемными столами, вмонтированными в устройства межоперационного перемещения деталей между прессами, механизмом изменения направления движения деталей, встроенным в устройство для удаления деталей и выполненным в виде поперечины, установленной параллельно оси линии с возможностью регулировочного перемещения в направлении, перпендикулярном оси линии, упора- отбойника, расположенного за поперечиной по ходу перемещения деталей, и штанг, закрепленных перед поперечиной по ходу перемещения деталей с возможностью поворота в вертикальной плоскости, причем устройство для удаления деталей расположено перпендикулярно оси линии.
2. Линия по п. 1, отличающая с я тем, что столы для разме7
щения заготовок прессов, расположенных за первым прессом по ходу подач деталей,установлены симметрично относительно оси линии.
3. Линия по п. 1, отличающаяся там, что устройство контроля толщины заготовок вьшолнено в виде корпуса, установленного с возможностью регулировочного перемещения в вертикальном направлении, двух двуплечих рычагов, шарнирно закрепленных в корпусе и подпружиненных один относительно другого и относительно корпуса пружинами, роликов, установленных на одном из концов двуплечих рычагов, подпружиненного упора и регулируемого упора, закрепленного на свободном конце одного из двуплечих рычагов с возможностью взаимодействия с корпусом, и микровыключателя, установленного на сво1
и
278082
бодном конце другого двуплечего рычага с возможностью взаимодействия с подпружиненным упором.
4.Линия по п. 1, отличаю- 5 щ а я с я тем, что устройства межоперационного перемещения деталей между прессами выполнены в виде цепных транспортеров.
5.Линия по п. 1, отличаю- 10 щ а я с я тем, что система управления вьтолнена в виде злектронной системы программного управления.
6.Линия по п. 1, отличаю- 15 щ а я-,с я тем, что корпус устройства
контроля толщины заготовок закреплен на устройстве для подачи заготовок.
7.Линия прп. t, отличающаяся тем, что подъемные столы
20 вьтолнены в виде пневматических подъемников.
Направление дйи )кения загоггювки
Фиг.2
5-5
щ-ш
8
Ф1/(г, 3
1278082
В ид В
ФигЦ Вид Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| Поточная линия для изготовления деталей | 1978 |
|
SU727534A1 |
| Установка для штамповки деталей из листовых заготовок | 1980 |
|
SU997928A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU969380A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из листового материала. Целью изобретения является повышение надежности работы, производительности процесса штамповки и уменьшение производственной площади. Линия содержит пять установленных последовательно в соответствии с технологическим процессом комплексов оборудования, состоящих из двухкривошипных прессов закрытых простого действия и нескольких устройств для подачи штучных заготовок с загрузочными тележками. Комплексы связаны между собой устройствами, межоперационного перемещения деталей, вьтолненными -в виде цепных транспортеров, подъемных столов и кантователей. 6 з.п. ф-лы, 10 ил. с S (Л
-ь / -Н
-ь
-ь +
Н
Фиг. 5
Плоскость вьипал- кивателей tuman/ina Провень цепей транспортера
У///////// 7//////7/Л
/; f
Вид
Фиг.7
ВидЖ
Фиг. 8
25
/3
Ось штампа
Фиг.Ю
Составитель Ю.Жаворонков Редактор И.Шулла Техред Л.Олейник Корректор Е.Рошко
Заказ 6790/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открь тий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Линия штамповки деталей из листового материала | 1981 |
|
SU1005993A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
