(54) ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ В ШТУЧНЫХ ЗАГОТОВКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Штамп для пробивки отверстий в штучных заготовках | 1981 |
|
SU1021499A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Штамп,преимущественно для пробивки пазов в заготовках вкладышей подшипников скольжения | 1983 |
|
SU1123765A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
Изобретение относится к листовой штамповке и может быть использовано для чистовой пробивки пазов, отверстий и т.д. в штучных плоских заготовках, полученных вырубкой из листового, полосового материала или каким-либо иным способом, а также для обычной пробивки в деталях, требуюших пробивки с одновременной их правкой по плоскости (калибровкой). Известен штамп для обработки штучных заготовок, содержаший подвижную и неподвижную плиты, пуансон, матрицу, средства подачи заготовок на рабочую позицию, выполненные в виде шибера, и средства фиксации заготовки на рабочей позиции, выполненные в виде двух клиновидных и подпружиненных одна навстречу другой деталей 1. -Недостатком этого штампа является то, что фиксируюшие клиновидные детали не имеют возможности врашаться, а способны только к возвратно-поступательному перемещению. Это приводит к тому, что при перемещении штучной заготовки на рабочую позицию она взаимодействует с фиксирующими ее деталями в условиях трения скольжения, что может вызвать перекос заготовки и ненадежную фиксацию. При увеличении высоты фиксирующих деталей становится невозможным править детали по плоскости. Кроме того, наличие двух фиксаторов усложняет конструкцию штампа, так как при наличии продольной канавки на матрице достаточно одного фиксатора. Средства фиксации известного штампа не обеспечивают также фиксирования в случае необходимости вертикального перемещения заготовок в процессе обработки. Известно также средство фиксации штучных заготовок, позволяющее избежать трения скольжения при перемещении заготовки и предусматривающее наличие лишь одной фиксирующей детали. Известное средство фиксации содержит ролик, размещенный с возможностыр вращения, и рычаг, установленный с возможностью поворота вокруг оси и несущий на конце ролик 2. Недостатком этого устройства является то, что без соответствующей доработки оно не. может быть использовано в щтампе для чистовой пробивки отверстий в штучных заготовках, так как при высоте ролика больше толщины обрабатываемой заготовки он исключает возможность прижима заготовки по торцам, а при выполнении его с высотой
меньше толщины заготовки или равной ей устройство не обеспечивает возможности фиксации заготовки в течение всего процесса штампойки.
Также известен штамп для чистовой пробивки отверстий в штучных заготовках, содержащий подвижную и неподвижную плиты пуансон, матрицу, подвижный прижим, средство.подачи заготовок на рабочую позицию в виде щибера и средства фиксации 3.
Недостаток этого штампа заключается в недостаточно надежной фиксации заготовки на рабочей позиции.
Цель изобретения - повышение надежности фиксации.
Поставленная цель достигается тем, что средство фиксации выполнено в виде диска, расположенного на прижиме с возможностью вращения в плоскости прижима, и рыча- га, установленного на оси, размещенной в неподвижной плите штампа, с возможностью совместного перемещения с прижимом, несущего на свободном конце диск и снабженного пружиной, усилие которой направлено параллельно направлению перемещения прижима, и другой пружиной , поворачивающей рычаг в плоскости, перпендикулярной направлению перемещения прижима.
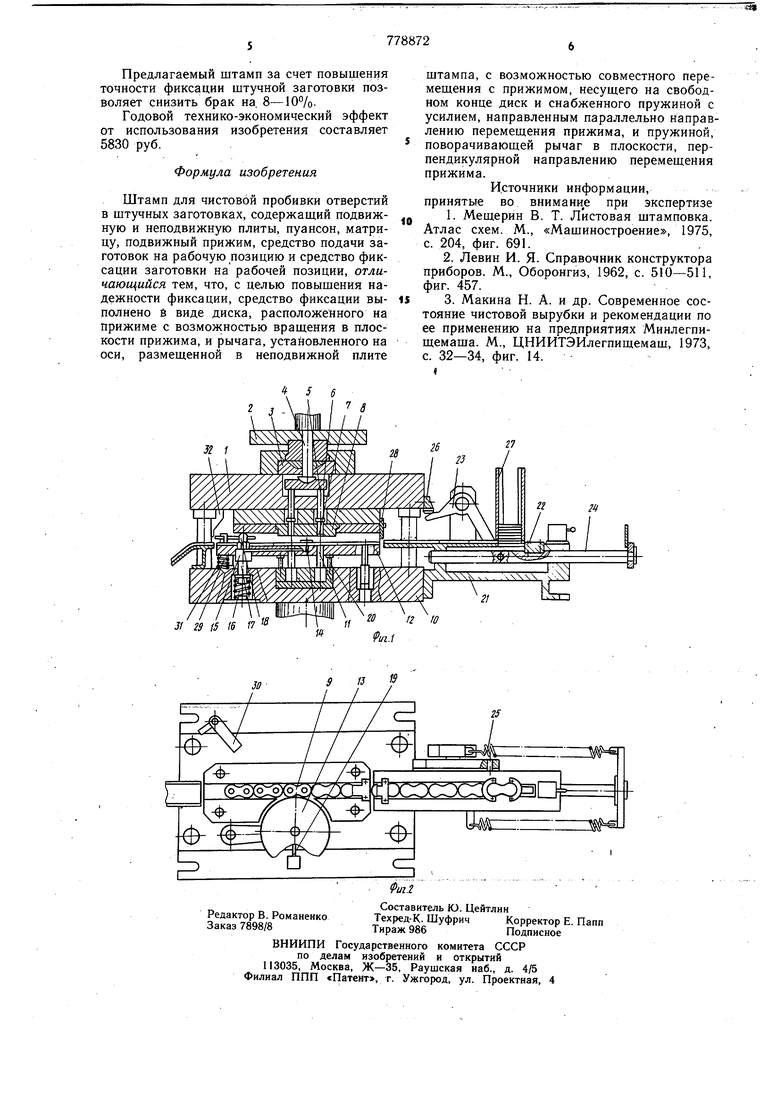
На фиг. 1 схематически изображен предлагаемый штамп, общий вид, разрез; на фиг. 2 - нижняя часть штампа, вид сверху.
Штамп содержит верхнюю плиту 1, на которой установлена крепежная плита 2 со сферическим подпятником 3 и внутри которой размеш:ена система толкателей 4 и 5 с коромыслом 6, служащая для удаления высечек 7 из матрицы 8 и создания противодавления при пробивке заготовок 9, и нижнюю плиту 10 с установленными в ней неподвижно пробивными пуансонами 11, подвижным прижимом 12, шиберной подачей и фиксирующим устройством. Фиксирующее устройство содержит диск 13 с закрепленной в нем осью 14, рычаг 15, на одном конце которого вращается ось с диском. Сам рычаг поворачивается относительно подпружиненной снизу в вертикальном направлении пружиной 16 оси 17. Длина оси 17 регулируется колпачком 18, навинченным на ее верхний конец. На конец рычага с осью 14 воздействует пружина 19. Толкатели 20 в нижней плите штампа, а также система толкателей в верхней плите штампа приводятся в движение гидроцилиндрами - верхним и нижним, размещенными соответственно в ползуне и столе пресса для чистовой вырубки. Шиберная подача крепится к нижней плите штампа и состоит из корпуса 21, шибера 22, рычагов 23 и 24 и пружин 25 и приводится в движение от упора 26, установленного в верхней плите штампа. На штампе установлен магазин 27, из которого шибер 22 перемещает заготовки. С целью повышения точности взаимодействия при подаче щтучных заготовок с постоянного уровня перемещения шибера на подпружиненный прижим на верхней плите штампа установлен отсекатель 28. На нижней плите штампа на стойке 29 крепится лоток-сбрасыватель 30 высечек, приводящийся в движение пружиной 31 кручения и клином 32, установленным на верхней плите щтампа.-(
Штамп работает следующим образом. . В магазин 27 укладываются стопой заготовки 9 и, вручную перемещая шибер 22,
подают первую заготовку в зону пробивки. Включается пресс, верхняя плита 1 штампа начинает опускаться вниз. При этом клин 32 выводит лоток-сбрасыватель 30 из штампового пространства, упор 26, воздействуя на рычаги 23 и 24, отводит шибер 22 назад, и следующая заготовка попадает из магазина 27 на позицию подачи. Отсекатель 28 вклинивается в сплошную цепочку заготовок в месте зазора между прижимом 12 и корпусом 21 шиберной подачи и раздвигает их.
0 При дальнейшем перемещении верхней рлиты матрица 8 соприкасается с пробиваемой заготовкой 9 и последняя зажимается матрицей и прижимом 12, при этом происходит правка детали по плоскости, так как на прижим подается через толкатели 20 усилие от
нижнего гидроцилиндра пресса. В конце хода происходит пробивка заготовки неподвижным пуансоном 11, урилие противодавления создается от верхнего гидроцилиндра пресса через толкатели 4 и 5 и коромысло 6. После этог верхняя плита 1 штампа начинает подниматься вверх, пробитая заготовка прижимом 12 снимается с пуансонов 11 и остается на прижиме, а высечки 7 остаются в матрице 8. Отсекатель 28 задерживает подачу очередной заготовки в поJ зицию пробивки до момента снятия с пробитой заготовки усилия прижима 12. После этого шибер 22, перемещаясь вперед под действием пружин 25, подает очередную заготовку в позицию пробивки и она воздейл ствуя на диск 13, вращает его и отжимает, а также выталкивает готовую деталь с позиции пробивки, после чего диск 13 возвращается под действием пружины 19 в исходное положение и фиксирует заготовку. В это же время лоток-сбрасыватель 30 под действием пружины 31 кручения возвращается в штамповое пространство. В конце хода вверх толкатели 4 и 5, на которые воздействует щток верхнего гидроцилиндра пресса, выталкивают высечки 7 из матрицы 8 на лоток-сбрасыватель 30. После этого цикл
повторяется.
Прижим 12 с колонками в предлагаемом щтампе направляется по втулкам, установленным в нижней плите 10, выполняя одновременно функцию направления пуансонов 11, которые установлены в нижней плите по подвижной посадке, что позволяет быстро заменять вышедшие из строя пуансоны, не снимая штамп со стола пресса.
