Изобретение относится к обработке металлов давлением и может быть использованодляавтоматизациилистоштамповочных операций в условиях многономенклатурного производства.
Цель изобретения - повышение производительности и сокращение производственных площадей.
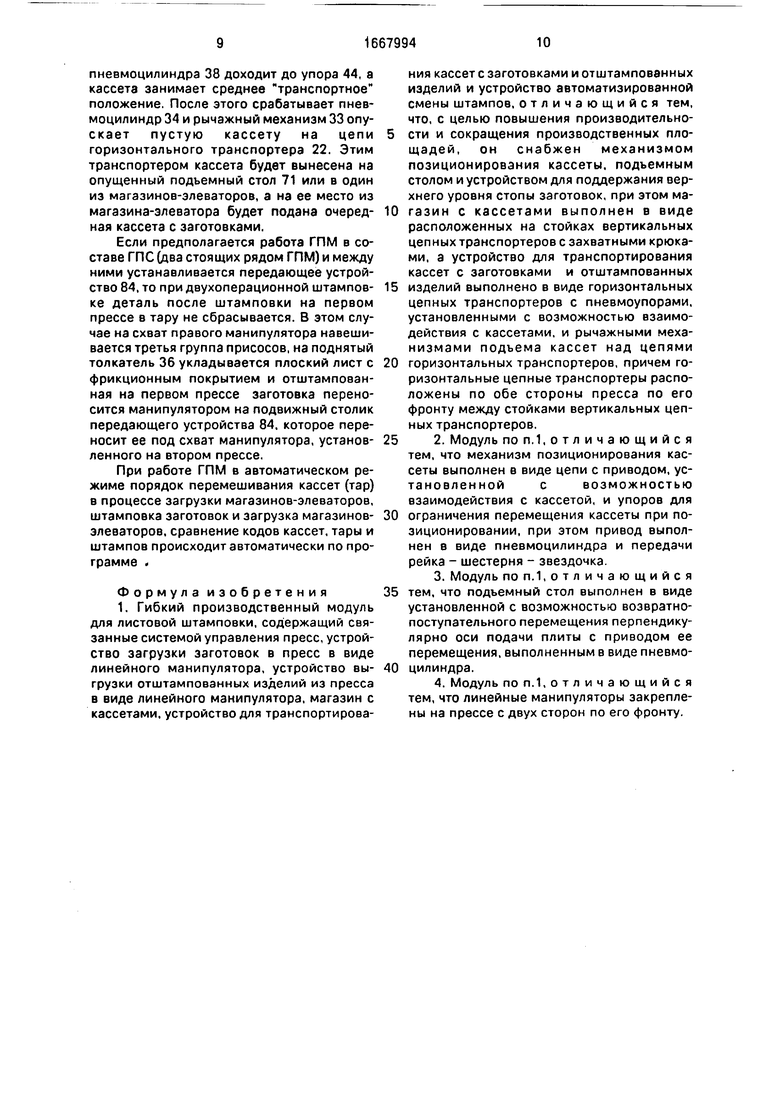
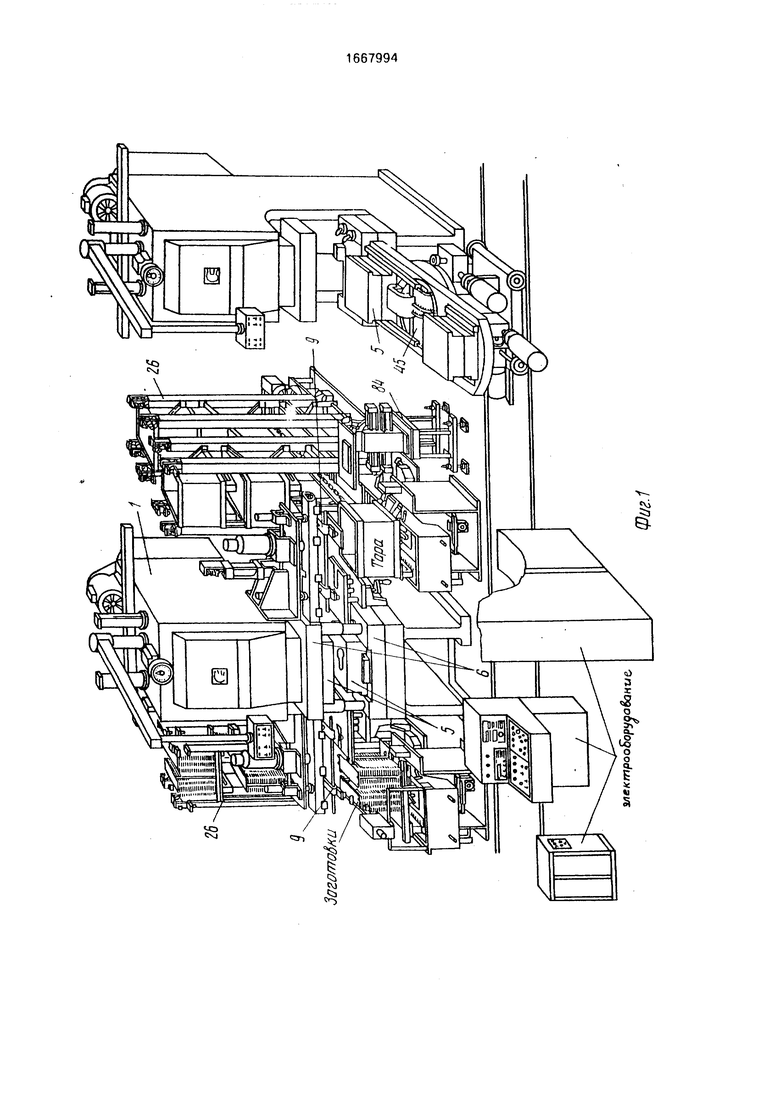
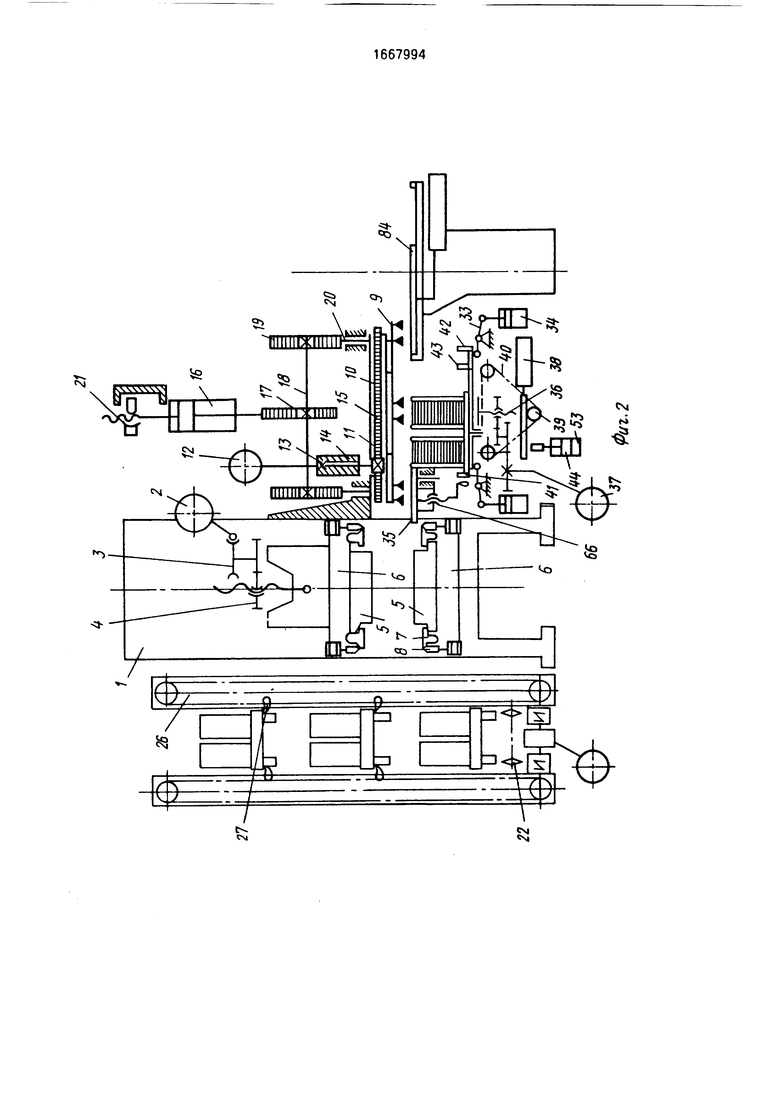
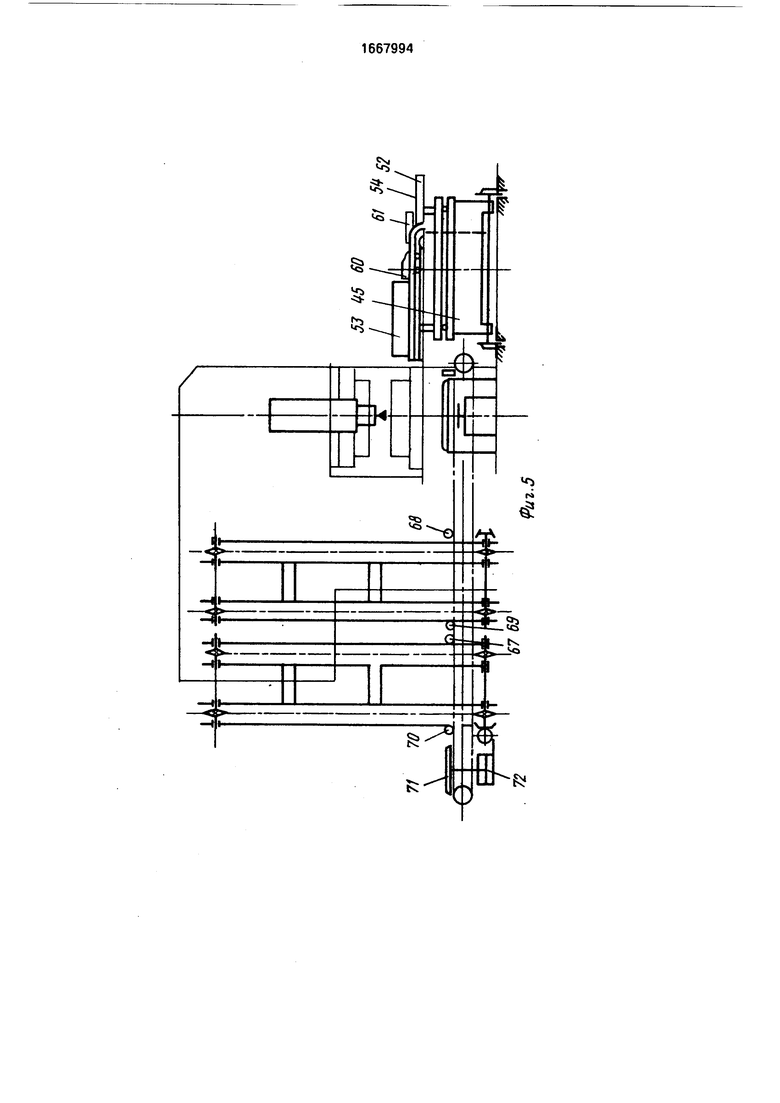
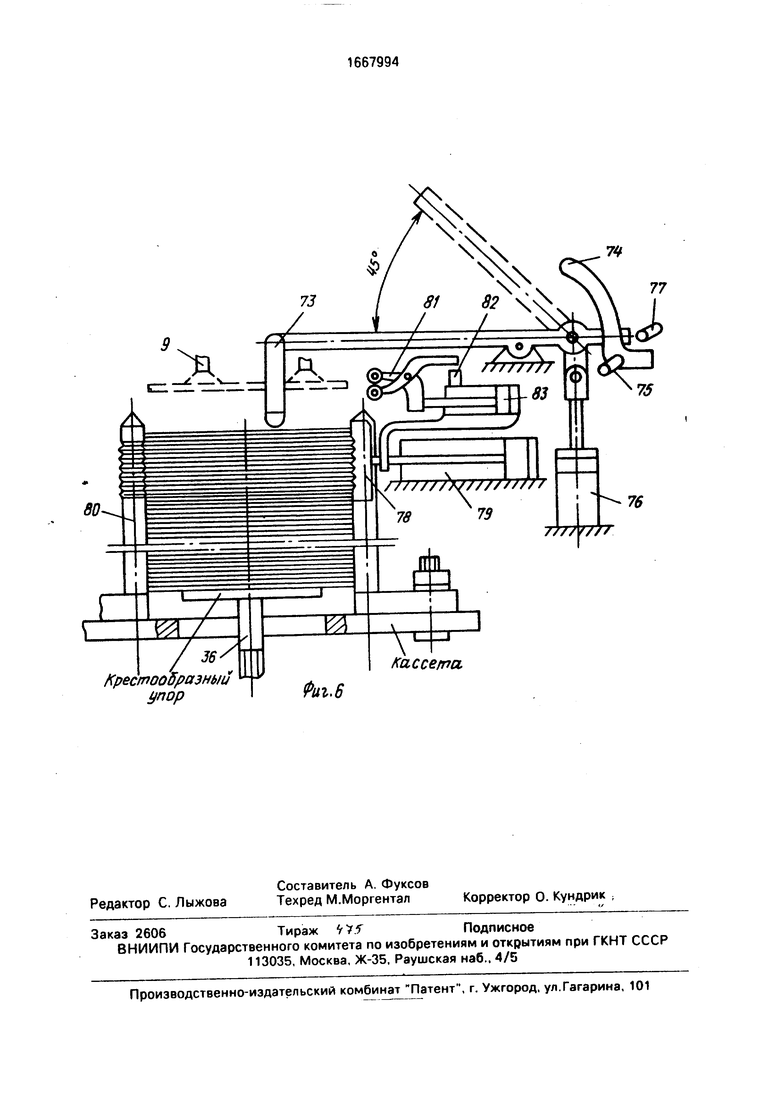
Нафиг.1 изображен гибкий производственный модуль (ГПМ), общий вид; на фиг.2 - кинематическая схема ГПМ (горизонтальный транспортер, не показан); на фиг.З - то же, план; на фиг.4 - устройство смены штампов; на фиг.5 - схема, вид сбоку; на фиг.6 - механизм контроля сдвоенных заготовок и уровня стопы.
Гибкий производственный модуль для листовой штамповки содержит пресс 1, оснащенный механизмом азтоматической регулировки закрытой высоты по заданной программе посредством электродвигателя 2 через червячную пару 3 и цилиндрическую пару 4. Фиксация штампового пакета 5 в блоке 6 осуществлена рычажными зажимами через клиновую пару 7 посредством пневмопериода 8. Схваты 9 линейных манипуляторов, закрепленных слева и справа к боковинам станины пресса 1, снабжены тремя блоками пневмоприсосов и подвешены к неподвижным траверсам 10, которые имеют возможность горизонтального и вертикального перемещений. Горизонтальное перемещение обеспечивает перенос заготовки
О
о
Ч)
ю
4
(вынос детали) в зону (из зоны) штамповки, а вертикальное - подъем(или опускание) заготовки со стопы, в штамп, в тару. Горизонтальное перемещение происходит посредством пары рейка - вал - шестерня 11, рейка прикреплена к траверсе 10, а вал-шестерня получает вращение от электродвигателя 12 через соединительную муфту 13 и шлицевую втулку 14.
Траверса 10 перемещается в четырех парах подшипниковых блоков, прикрепленных к корпусу 15, который совершает вертикальное движение посредством пневмоцилиндра 16. Шток этого пневмоци- линдра 16 через пару рейка-шестерня 17, вал 18 и расположенные по концам этого вала шестерни 19 поднимает (опускает) рейки-колонки 20 и подвешененый к ним корпус 15. Величина вертикального перемещшения регулируется с кассетами гайками 21.
ГПМ снабжен магазином и у тройством для транспортирования кассет i тары между магазином и прессом, расположенным по обе стороны от пресса 1, конструкция частей устройства идентична. Часть устройства, находящаяся слева от пресса, производит подачу кассет со стопами плоских заготовок под схват 9 манипулятора, а часть устройства, расположенная справа, производит подачу тары под готовые изделия и вынос заполненной тары.
Устройство для транспортирования кассет и тары состоит из горизонтального цепного транспортера 22, имеющего две пары цепей для размещения кассет с заготовками или тары, движение которых осуществляется от электродвигателя 23 через упругую муфту 24 и червячный редуктор 25, а магазин вертикального цепного транспортера-элеватора, служащего для хранения запаса заполненных кассет с заготовками и пустых тар до их использования в процессе штамповки, а также пустых кассет и заполненных тар после штамповки перед тем, как они будут взяты цеховым транспортом.
Транспортные цепи 26 транспортеров- элеваторов оснащены крюками-съемниками 27 и имеют привод синхронного движения вверх (вниз) от электродвигателя 28 через упругую муфту 29, червячный редуктор 30, упругие муфты 31 и конические передачи 32
Всего магазин ГПМ содержит четыре транспортера-элеватора.
Освобождение цепей горизонтального транспортера 22 во время штамповки на ГПМ от веса кассет (тары), находящихся на позиции загрузки-выгрузки заготовок и деталей происходит посредством механизма,
смонтированного на щеках горизонтального транспортера 22 и состоящего из двуплечего рычага 33 и пневмоцилиндра 34.
Поддержание верхнего уровня стопы
заготовок в процессе их выработки при штамповке осуществлено посредством стола 35 поштучной выдачи, подъем стопы заготовок, установленных на кассете, производится через прорезь в дне кассеты
0 винтовым толкателем 36, имеющим на конце крестообразный упор.
Толкатель 36 имеет привод от двигаетля 37 постоянного тока через зубчатую цилиндрическую передачу и гайку.
5ГПМ снабжен механизмом позиционирования кассеты, который производит перемещение кассеты с заготовками на позицию загрузки (под схваты 9 манипулятора) пер- пендиулярно продольной оси загрузочного
0 транспортера 22, что необходимо, если на кассете рэзмещены-две или три стопы заготовок, для выставления центра стопы на ось винтового толкателя 36, Таких положений кассеты может быть два (слева и справа) или
5 три (слева, в центре и справа). Механизм позиционирования состоит из пневмоцилиндра 38, шток которого через передачу рейка-шестерня-звездочка 39 перемещает цепь 40, на горизонтальной ветви которой
0 выполнено гнездо, куда может входить выступ, выполненный на дне кассеты, причем при движении влево или вправо кассета имеет возможность взаимодействия с упорами 41 или 42 соответственно, а при пере5 мещении в центр - до управляемого (от пневмоцилиндра) упора 43.
В исходном положении гнездо на цепи 40 находится на продольной оси горизонтального транспортера 22, шток цилиндра
0 38 упирается в выдвижной упор - центр траспортный 44.
Устройство для смены штампов представляет собой рельсовую тележку 45 с электроприводом. Вращение колес тележки 45
5 осуществляется от электродвигателя 46 через упругую муфту 47, редуктор 48, зубчатую муфту 49, цепкую передачу 50, вал 51. На тележке 45 установлена двухпозиционная поворотная платформа (стол) 52. На одной
0 из ее позиций 53 установлен пакет штампов 5, предназначенный для установки в блок 6 на столе пресса 1, вторая позиция 54 свободна для съема отработавших штампов. Привод платформы 52 осуществляется от
5 электродвигателя 55 через фрикционную муфту 56, червячный редуктор 57 и шестерни 58 и 59. На тележке 45 установлен клещевой схват 60 для пакетов штампов 5, имеющий пневмопривод 61 для зажима (разжима) клещей. Премещение схвата 60
производится двумя параллельными цепями-толкателями 62 от электродвигателя 63 через фрикционную муфту 64, червячный редуктор 65, цепную передачу 62.
Управление работой ГПМ осуществляется оператором с пульта управления (не показан), перемещение штучной заготовки схватом 9 манипулятора производится через промежуточный стол 35, высота которого регулируется винтовым механизмом 66. Верхняя поверхность стола покрыта фрикционным материалом, например пенополиуретаном, что предотвращает сдвиг детали при перехвате.
При движении ролики цепей горизонтального транспортера 22 перекатываются по опорным пластинам, к которым прикреплены управляемые пневмоупоры 67-70, причем упоры 67 и 68 служат для остановки кассеты (тары) при движении спереди-назад (слева-направо), а упоры 69-70- при движении сзади-вперед (справа-налево).
Подъемный стол 71 служит для приема кассет с заготовками (тар) от цехового транспорта (не показан) и установки их на горизонтальный транспортер 22, выдача пустых кассет и заполненных тар также производится через этот стол 71, подъем кассеты (тары) осуществляется плитой посредством пневмоцилиндра 72.
Механизм контроля сдвоенных заготовок и уровня стопы состоит из узла поштучного отделения заготовок друг от друга и непосредственно из узла контроля уровня стопы. Верхний уровень стопы заготовок контролируется с помощью щупа 73 посредством флажка 74 и конечного выключателя 75. Щуп 73 имеет возможность перемещения посредством пневмоцилиндра 76, с помощью которого он опускается на стопу заготовок и поднимается, поворачиваясь на 45° после взятки каждой заготовки схватом 9 манипулятора.
Конечный выключатель 77 осуществляет контроль взятия последней заготовки в стопе и выдает команду на опускание толкателя 36 вниз в исходное положение.
Поштучному отделению заготовок друг от друга при подъеме стопы толкателем 36 способствует гребенка 78, которая прижимает посредством цилиндра 79 заготовки в верхней части стопы к штырю-ограничителю 80, также имеющему нарезные зубья. Поштучное отделение заготовок контролируется вильчатым щупом 81 посредством конечного выключателя 82, который ощупывает поднятые схватом 9 заготовки при перемещении от пневмоцилиндра 83.
Кассеты (тары) снабжены сменными кодоносителями, количество и расположение
и -
пробок на которых позволяют закодировать до 256 видов кодов в двоичной системе (не показаны).
В случае работы нескольких кодов ГПМ
в составе ГПС передача штампуемых деталей при многопереходной штамповке от модуля к модулю осуществляется с помощью передающего устройства 84.
ГПМ работает следующим образом.
0 После получения сигнала об окончании штамповки детали одного типа манипулятор останавливается в положении, при котором его схваты 9 выведены из зоны пресса 1. Пустая кассета и заполненная тара опу5 скаются на цепи горизонтального транспортера 22 и выносятся ими на приемные позиции или в магазины-элеваторы (вертикальные транспортеры). Из магазинов-элеваторов на загрузочную позицию поступает
0 кассета с заготовками на новую деталь, а на позицию выгрузки - пустая тара. Программное устройство регистрирует код кассеты (тары). Одновременно к прессу 1 вызывается устройство смены штампов со стоящим
5 на нем пакетом штампов 5 на новую деталь. По рельсам устройство подходит к прессу 1. останавливается по сигналу конечного выключателя, расположенного на столе пресса 1, фиксируется конусным пневмофиксато0 ром (не показан) относительно стола пресса и разворачивает свой стол 52 второй позицией 54 к столу пресса 1.
Затем ползун пресса 1 по команде с пульта управления опускается в крайнее
5 нижнее положение, пневмозахваты блока 6 штампов расфиксируют пакет отработавших штампов 5 и ползун пресса 1 поднимается в крайнее верхнее положение, а привод регулировки закрытой высоты пресса 1 под0 нимает ползун вверх до крайнего положения регулировки. Клещевой схват 60 устройства смены штампов перемещается в направлении стола пресса 1, захватывает пакет штампов 5, при обратном ходе выта5 скивает его на стол 52 устройства смены штампов. В конце обратного хода в пресс клещевой схват 60 размыкается, после чего стол 52 устройства смены штампов поворачивается на 180°, останавливается и фикси0 руется конусным пневмофиксатором в положении, при котором пакет штампов 5, подлежащий установке на прессе 1, оказывается напротив стола пресса 1. Если код устанавливаемого штампа 5 соответствует
5 коду кассеты, то переналадка продолжается. Клещевой схват 60 устройства смены штампов движется вперед, по пути фиксирует штамп и перемещает его в блок 6 штампов до упора, что фиксируется конечным выключателем. По его сигналу клещевой схват 60
раскрывается и уходит назад в исходное положение.
Первая кассета с уложенными стопами заготовок, снабженная соответствующими кодоносителями, цеховыми средствами устанавливается не приемную позицию горизонтального цепного транспортера 22 - на подъемный стол 71. Конечный выключатель, установленный на подъемном столе 71, выдает сигнал о наличии кассеты и через 7 с стол 71 (по-команде командоконтроллера) опускается вниз под действием веса кассеты, которая опускается на цепи транспортера 22, и по команде конечного выключателя, регистрирующего нижнее положение стола 71, выдвигается упор 67, а горизонтальный транспортер 22 включается на движение к прессу.
Кассета перемещается до упора 67, в этом положении определитель кода считывает код кассеты (устанавливается его соответствие заданной программе41 Если код кассеты соответствует программе, то упор 67 освобождает кассеты и она продолжает свое движение на загрузочную позицию.
Аналогично описанному происходит установка тары на загрузочной позиции устройства выгрузки.
После установки кассеты на загрузочной позиции устройства загрузки, если завершена переналадка пресса 1, установлена тара на выгрузочной позиции и окончена переналадка схватов 9 манипулятора (при необходимости), оператор включает ГПМ в работу - штамповку. По команде конечого выключателя, регистрирующего наличие кассеты на загрузочной позиции, срабатывают пневмоцилиндры 34, которые через рычажную систему приподнимают кассету на 10-12 мм над цепями транспортера 22. Одновременно включается пневмо- цилиндр 38 механизма позиционирования кассеты и перемещает кассету до упора 41, если на кассете две стопы заготовок, как показано на фиг.1.
По команде конечного выключателя (не показан), регистрирующего положение кассеты на упоре 42, включается электродвигатель 37 устройства поштучной выдачи, и толкатель 36 начинает поднимать стопу заготовок вверх между стойками кассеты. Когда верхний уровень стопы заготовок достигает щупа 73 (фиг.4) механизма контроля сдвоенных заготовок и уровня стопы, конечный выключатель 75 выдает сигнал и подъем стопы заготовок прекращается, при этом выдается команда на начало работы линейных манипуляторов. По этой команде манипулятор (фиг.1) - устройство выгрузки - идет в зону штампа, затем руки манипуляторов опускаются вниз, и левая рука своим схватом 9 берет заготовку из стопы. Затем обе руки поднимаются вверх и перемещаются вправо, опускаются вниз, левая рука
(механизмы загрузки) ложит заготовку на промежуточный стол 35 и возвращается в исходное положение. Затем пресс 1 делает переый (холостой) ход. После хода пресса 1 цикл работы манипуляторов повторяется. В
0 результате заготовка с промежуточного стола 35 переносится в штамп 5, а новая заготовка со стопы на промежуточный стол. Затем пресс 1 делает второй ход и производит штамповку первой детали. Манипулято5 ры вновь повторяют свой цикл и первая отштампованная деталь выносится на промежуточный стол 35 справа от пресса, что сделает еще один ход и при четвертом цикле первая отштампованная деталь будет сбро0 шена в тару. Далее, после каждого хода пресса 1 готовые детали будут сбрасываться в тару.
Таким образом производится штамповка всей стопы (пачки заготовок), причем спе5 циальный счетчик (не показан), работающий по сигналам конечного выключателя, регистрирующего положение детали на правом промежуточном столе считает отштампованные детали.
0 После заполнения тары (по счету) она заменяется на порожнюю, обмен идет через магазин тары (справа от пресса) или непосредственно с приемной позиции горизонтального транспортера 22.
5 По окончании штамповки стопы заготовок щуп 73 (фиг.4) проваливается ниже уровня крестообразного упора толкателя 36 и по сигналу от конечного выключателя 77 толкатель 36 опускается вниз через прорезь в
0 кассете, а шток цилиндра 79 отходит вправо вместе с гребенкой 78. В крайнем нижнем положении толкатель 36 через конечный выключатель выдает команду на срабатывание пневмоцилиндра 38, который перемещает
5 кассету до упора 42 после чего шток пневмоцилиндра 79 через гребенку 78 прижимает верхнюю часть стопы к штырю-ограничителю 80, а толкатель 36 идет вверх, поднимая стопу заготовок до
0 щупа 73. После срабатывания конечного выключателя 77 (фиг.4) подъем стопы прекращается, щуп 73 посредством пневмоцилиндра 76 поднимается вверх на 45°, линейный манипулятор начинает цикл
5 работы из новой пачки заготовок.
По окончании штамповки всех заготовок, уложенных на кассете, толкатель 36 опускается вниз, срабатывает пневмоци- линдр - упор 44 вверх, а затем пневмоци- линдр 38 - влево. В результате шток-рейка
пневмоцилиндра 38 доходит до упора 44, а кассета занимает среднее транспортное положение. После этого срабатывает пнев- моцилиндр 34 и рычажный механизм 33 опу- скает пустую кассету на цепи горизонтального транспортера 22. Этим транспортером кассета будет вынесена на опущенный подъемный стол 71 или в один из магазинов-элеваторов, а на ее место из магазина-элеватора будет подана очередная кассета с заготовками.
Если предполагается работа ГПМ в составе ГПС (два стоящих рядом ГПМ) и между ними устанавливается передающее устройство 84, то при двухоперационной штамповке деталь после штамповки на первом прессе в тару не сбрасывается. В этом случае на схват правого манипулятора навешивается третья группа присосов, на поднятый толкатель 36 укладывается плоский лист с фрикционным покрытием и отштампованная на первом прессе заготовка переносится манипулятором на подвижный столик передающего устройства 84, которое переносит ее под схват манипулятора, установленного на втором прессе.
При работе ГПМ в автоматическом режиме порядок перемешивания кассет (тар) в процессе загрузки магазинов-элеваторов, штамповка заготовок и загрузка магазинов- элеваторов, сравнение кодов кассет, тары и штампов происходит автоматически по программе .
Формула изобретения 1. Гибкий производственный модуль для листовой штамповки, содержащий связанные системой управления пресс, устройство загрузки заготовок в пресс в виде линейного манипулятора, устройство выгрузки отштампованных изделий из пресса в виде линейного манипулятора, магазин с кассетами, устройство для транспортирования кассет с заготовками и отштампованных изделий и устройство автоматизированной смены штампов, отличающийся тем, что, с целью повышения производительности и сокращения производственных площадей, он снабжен механизмом позиционирования кассеты, подъемным столом и устройством для поддержания верхнего уровня стопы заготовок, при этом магазин с кассетами выполнен в виде расположенных на стойках вертикальных цепных транспортеров с захватными крюками, а устройство для транспортирования кассет с заготовками и отштампованных
изделий выполнено в виде горизонтальных цепных транспортеров с пневмоупорами, установленными с возможностью взаимодействия с кассетами, и рычажными механизмами подъема кассет над цепями
горизонтальных транспортеров, причем горизонтальные цепные транспортеры расположены по обе стороны пресса по его фронту между стойками вертикальных цепных транспортеров.
2. Модуль по п. 1, о т л и ч а ю щ и и с я тем, что механизм позиционирования кассеты выполнен в виде цепи с приводом, ус- тановленной с возможностью взаимодействия с кассетой, и упоров для
ограничения перемещения кассеты при позиционировании, при этом привод выполнен в виде пневмоцилиндра и передачи рейка - шестерня - звездочка.
3.Модуль по п. 1,отличающийся тем, что подъемный стол выполнен в виде
установленной с возможностью возвратно- поступательного перемещения перпендикулярно оси подачи плиты с приводом ее перемещения, выполненным в виде пневмо- цилиндра.
4.Модуль по п. 1,отличающийся тем, что линейные манипуляторы закреплены на прессе с двух сторон по его фронту.
а N
-t J
8&
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
Изобретение относится к обработке металлов давлением и м. б. использовано для автоматизации листоштамповочных операций в условиях многономенклатурного производства. Цель изобретения - увеличение производительности и сокращение производственных площадей. Гибкий производственный модуль содержит связанные системой управления пресс, устройства загрузки и выгрузки в виде линейных манипуляторов, магазин, передающие устройства и устройство автоматизированной смены штампов. Модуль снабжен механизмом позиционирования кассеты, подъемным столом и устройством для поддержания верхнего уровня стопы заготовок на позиции загрузки. Изобретение обеспечивает автоматическую штамповку и переналадку при переходе на обработку новых изделий в пределах технологических возможностей своего оборудования. 3 з.п. ф-лы, 6 ил.
fr66A99l
во
/ Я/
Крестообразный упор
Риг. 6
74
76
Кассета
| Смирнов A.M | |||
| и Васильев К.И | |||
| Основы автоматизации кузнечно-прессовых машин | |||
| - М.: Машиностроение, 1987, с.258-260, рис.7.22. |
