(54) СПОСОБ ПОЛУЧЕНИЯ СЛИТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства подшипниковой стали | 1982 |
|
SU1057553A1 |
| Способ обработки кристаллизующегося металла | 1978 |
|
SU719803A1 |
| Способ разливки металла | 1979 |
|
SU831286A1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕТАЛЛА | 1973 |
|
SU403762A1 |
| Способ производства огнестойкой стали | 2023 |
|
RU2807799C1 |
| Способ получения слитка | 1976 |
|
SU616042A1 |
| Смесь для теплоизоляции мениска металла при получении слитков колесной стали | 1976 |
|
SU589067A1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В КОВШЕ | 2009 |
|
RU2398890C1 |
| Способ микролегирования стали азотом | 1990 |
|
SU1731826A1 |
| Способ производства стали | 1989 |
|
SU1717644A1 |
1
Изобретение относится к черной металлургии, в частности к получению крупных и сверхкрупных кузнечных слитков, а также электродов ЭШП и ВДП из углеродистых и легированных сталей.
Известны способы повышения качества стали путем продувки затвердевающего металла в изложнице инертным газом.
Наиболее близким по технической сущности к предлагаемому является способ производства слитков из нержавеющей стали с мелкозернистой структурой путем продувки затвердевающей стали в изложнице инертным газом через пористую пробку с расходом вдуваемогр газа 5-300 л/мин при давлении 0,5-3 Kr/cM fl.
Недостатком данного способа является то, что он не предполагает наводку шлака в прибыли слитка и поэтому не предохраняет меташл от окисления и насыщения кислородом и азотом. Режим продувки не обеспечивает рафинирование металла от неметаллических включений. Кроме того, при перемешивании затвердевающих слитков с высокой интенсивностью продувки,скоагулнрованные неметаллические включения вследствие сильной циркуляции металла затягиваются j в объем слитка и застревают в нем вследствие повышения вязкости суспензии стали; они оказывают вредное влияние на качество металла.
Цель изобретения - уменьшение химической неоднородности, улучшение макроструктуры слитка, повышение
10 чистоты и качества металла.
Указанная цеь достигается тем, что металл от началу и до конца разливки, в том числе и при отливке слитка в вакууме, продувают инертным
15 газом с интенсивностью 0,011,0 м/ТМин, наводят шлак в прибыли слитка и продувают слиток в процессе его затвердевания с интенсивностью 0,001-0,01 м /т-мин до понижения тем20пературы на 5-80°С ниже точки ликвидуса.
Главным пороком крупного стального слитка является высокая хими25ческая неоднородность, которая об-, разует дефекты макроструктуры и приводит к нестабильности свойств. По предлагаемому способу в процессе разливки стали до окончания заполнения
30 прибыли проводят интенсивную продувку металла инертными газами с удельной интенсивностью 0,01-1 м т-мин. В этот период вследствие интенсивного перемешивания стали инертным происходит быстрое снятие теплоты перегрева и частично теплоты кристаллизации. При этом происходит значительное снижение содержания газов и неметаллических включений путем флотации, а вследствие создания в изложнице частично инертной атмосферы, уменьшается вторичное окисление стали и улучшается качество поверхности слитка. В процессе продувки металла инертным газом при температуре, близкой к ликвидусу и особенно в двухфазном состоянии, происходит дегазация металла из-за резког снижеАия растворимости газов при переходе из жидкого состояния в твердое и всплывания оксидов и нитридов, образовавшихся в жидкой стали. Кроме того, происходит значительное измельчение первичной структуры слитка, так как значительно возрастает количество зародышей кристаллов вследствие обламывания ветвей дендритов и увеличения числа центров кристаллизации. Это приводит к объемной кристаллизации металла и существенному уменьшению или полной ликвидации зональной химической неоднородности в слитке.
Продувка в период отливки слитка с интенсивностью менее 0,01 м /т-мин не обеспечивает достаточной скорости циркуляции металла и измельчения затравок для обеспечения объемной кристаллизации стали, увеличение интенсивности продувки выше 1 м/т-мин приводит к образованию заплесков наповерхности изложницы и ухудшению качества поверхности слитка.
Наводка шлака в прибыли слитка после окончания его отливки имеет две цели: во-первых,защиту металла от вторичного окисления во время перемешивания его инертным газом, вовторых, рафинирование металла от неметаллических включений, главным образом от оксидов и нитридов, а также оксисульфидов вследствие всплывания их вместе цирку.ляционными потоками металла и ассимиляции включений шлаком. Для защиты зеркала металла подходит любой шлаксистемы CaO-SiO -А Ij О -CaF -Ti Oj с температурой плавления в пределах 1100-1400с.
Диапазон оптимальных составов шлаков для рафинирования стали от неметаллических включений при продувке кристаллизующихся слитков следующий,%: СаО 30-45; SIC 20-35; Al2,05 12-20; CaFj S-lO; Ti025-10; FeO до 1,0. После наводки шлака для снилсения интенсивности перемешивания металла расход аргона уменьшают до 0,001-0,01 мЭ/т-мин. Интенсивность перемешивания с удельным расходом
аргона более 0,01 м /т-мин приводит к эмульгированию шлака и затягиванию его в тело слитка, частицы шлака могут застревать в металле тела слитка из-за вязкости суспензии стали. Уделный расход инертного газа менее 0,001 не обеспечивает достаточной интенсивности циркуляции и ра.финирования металла от неметаллических включений. Продувка с интенсивностью 0,001-0,01 м /т-мин проводится до понижения температуры стали на 5-80°С ниже точке ликвидуса. Окончание продувки ранее, чем достигается температура на 5°С ниже ликвидуса стали,не обеспечивает достаточного рафинирования металла, измельчения первичной структуры и уменьшения химической неоднородности слитка. Продолжение продувки слитка после поних ения температуры ниже от температуры ликвидуса может привести к местным скоплениям неметаллических включений, которые из-за повышенной вязкости суспензии стали не удаляютс из металла. Кроме того, при большом количестве твердой фазы в суспензии образуется рассеянная пористость в металле из-за затрудненного массопереноса жидкой фазы на последней стадии затвердевания. Содержание , твердой фазы в суспензии стали должно находиться в пределах 5-30%. Продувку низкоуглеродистых сталей заканчивают при понижении температуры ближе к нижнему пределу - 5°С, высокоуглеродистых сталей - ближе к верхнему пределу - 80°С.
При отливке крупных стальных слитков в вакууме по предлагаемому способу продувку инертным газом начинают в процессе отливки слитка и заканчив ют под шлаком на воздухе после разгерметизации камеры до понижения температуры стали на 5-80 С ниже ликвидуса. В этом случае достигается более интенсивная дегазация и рафинирование металла по сравнению с одной лишь разливкой в вакууме Продувку затвердевающих слитков осуществляют снизу через поддон с вкладышем из -простоко огнеупорного материала или специальный металлический вкладыш с отверстиями.
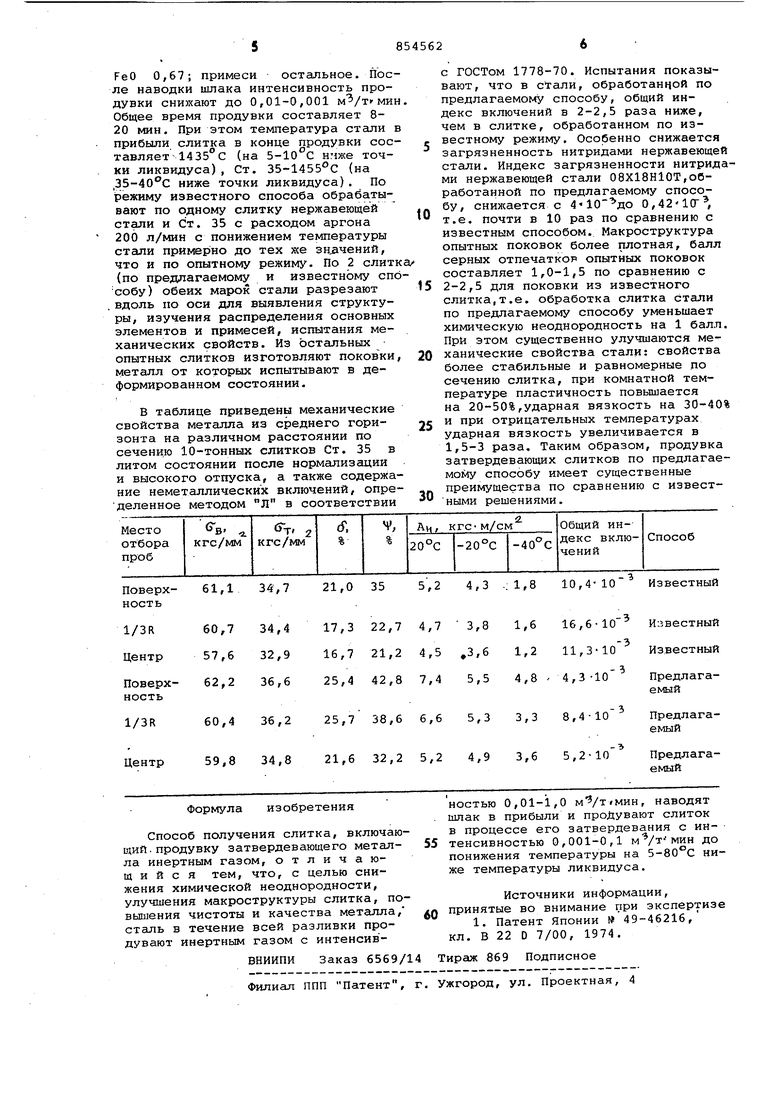
Пример. Перед началом разливки выставляют с помощью редуктора давление аргона в аргонопроводе 4 кг/см и продувают сталь в начале разливки с интенсивностью примерно 1 м /т-мин, при приближении уровня стали до прибьти слитка интенсивность продуаки самопроизвольно уменьшается до 0,01 мVTмин.После наполнения прибыли в ней наводят шлаковую ванну путем забрасывания гранулированного шлака из расчета 3 кг/ стали. Шлак имеет следующий химический состав,%: СаО 37,2; SiOa. 28,8; AliO,,14,6; CaFz 6,7; Ti02.8,2; FeO 0,67; примеси остальное. Пос ле наводки шлака интенсивность продувки снижают до 0,01-0,001 Общее время продувки составляет 820 мин. При этом температура стеши прибыли слитка в конце продувки сос тавляет 1435 С (на 5-10°С нмже точки ликвидуса), Ст. 35-1455°С (на ,35-40с ниже точки ликвидуса) . По режиму известного способа обрабатывают по одному слитку нержавеющей стали и Ст. 35 с расходом аргона 200 л/мин с понижением температуры стали примерно до тех же значений, что и по опытному режиму. По 2 слит (по предлагаемому и известному сп собу) обеих марок стали разрезают вдоль по оси для выявления структуры, изучения распределения основных элементов и примесей, испытания механических свойств. Из остальных опытных слитков изготовляют поковки металл от которых испытывают в деформированном состоянии. В таблице приведены механические свойства металла из среднего горизонта на различном расстоянии по сечению 10-тонных слитков Ст. 35 в литом состоянии после нормализации и высокого отпуска, а также содержа ние неметаллических включений, опре деленное методом Л в соответствии с ГОСТом 1778-70. Испытания показывают, что в стали, обработанной по предлагаемому способу, общий индекс включений в 2-2,5 раза ниже, чем в слитке, обработанном по известному режиму. Особенно снижается загрязненность нитридами нержавеющей стали. Индекс загрязненности нитридами нержавеющей стали 08Х18Н10Т,обработанной по предлагаемому способу, снижается с 0,42-10 т.е. почти в 10 раз по сравнению с известным способом. Макроструктура опытных поковок более плотная, балл серных отпечатков опытных поковок составляет 1,0-1,5 по сравнению с 2-2,5 для поковки из известного слитка,т.е. обработка слитка стали по предлагаемому способу уменьшает химическую неоднородность на 1 балл. При этом существенно улучшаются механические свойства стали: свойства более стабильные и равномерные по сечению слитка, при комнатной температуре пластичность повышается на 20-50%,ударная вязкость на 30-40% и при отрицательных температурах ударная вязкость увеличивается в 1,5-3 раза. Таким образом, продувка затвердевающих слитков по предлагаемому способу имеет существенные преимущества по сравнению с известными решениями.
