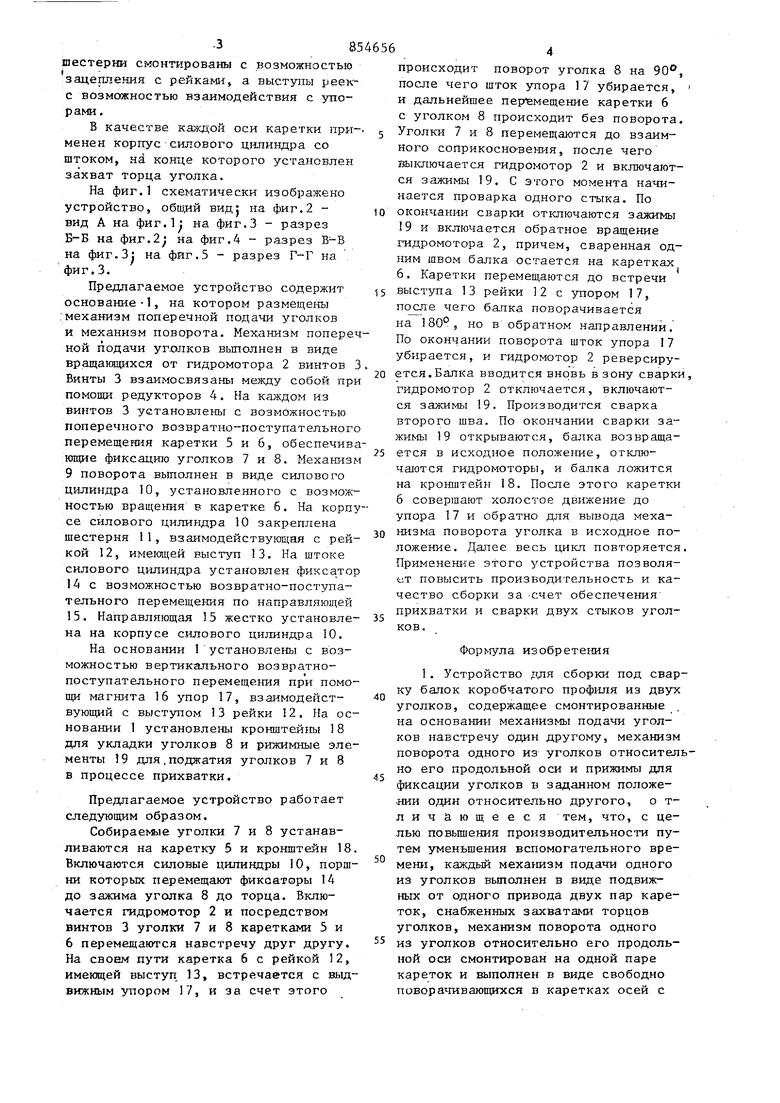
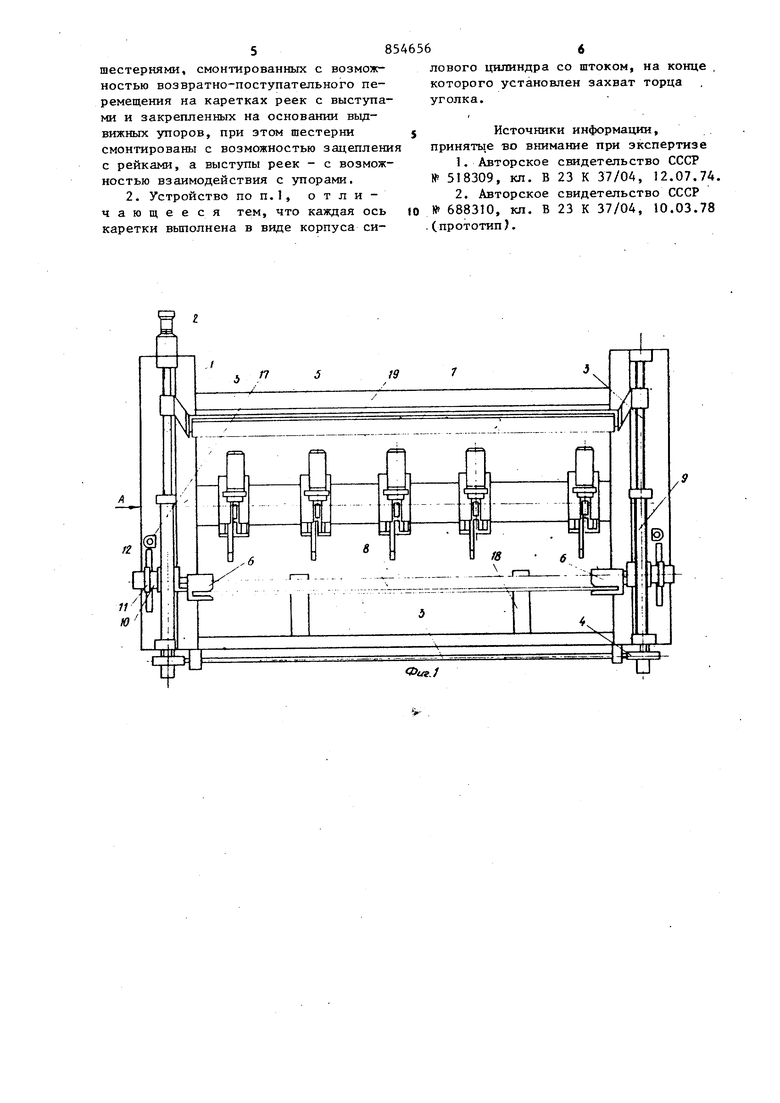
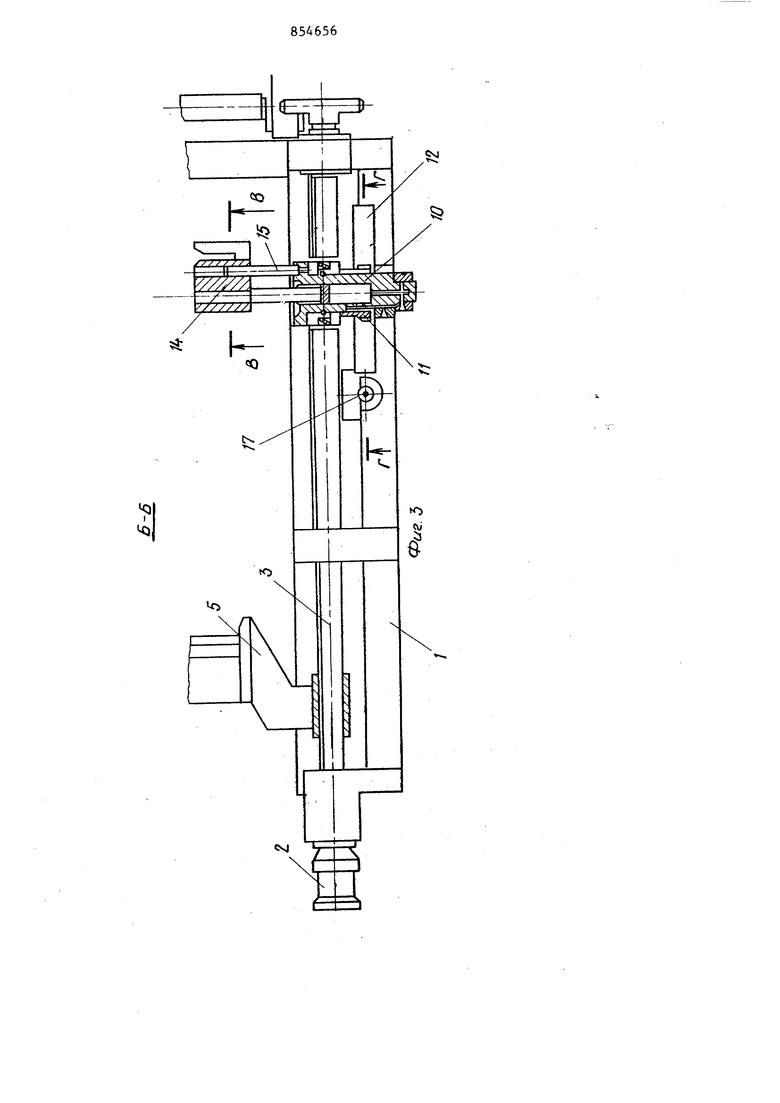
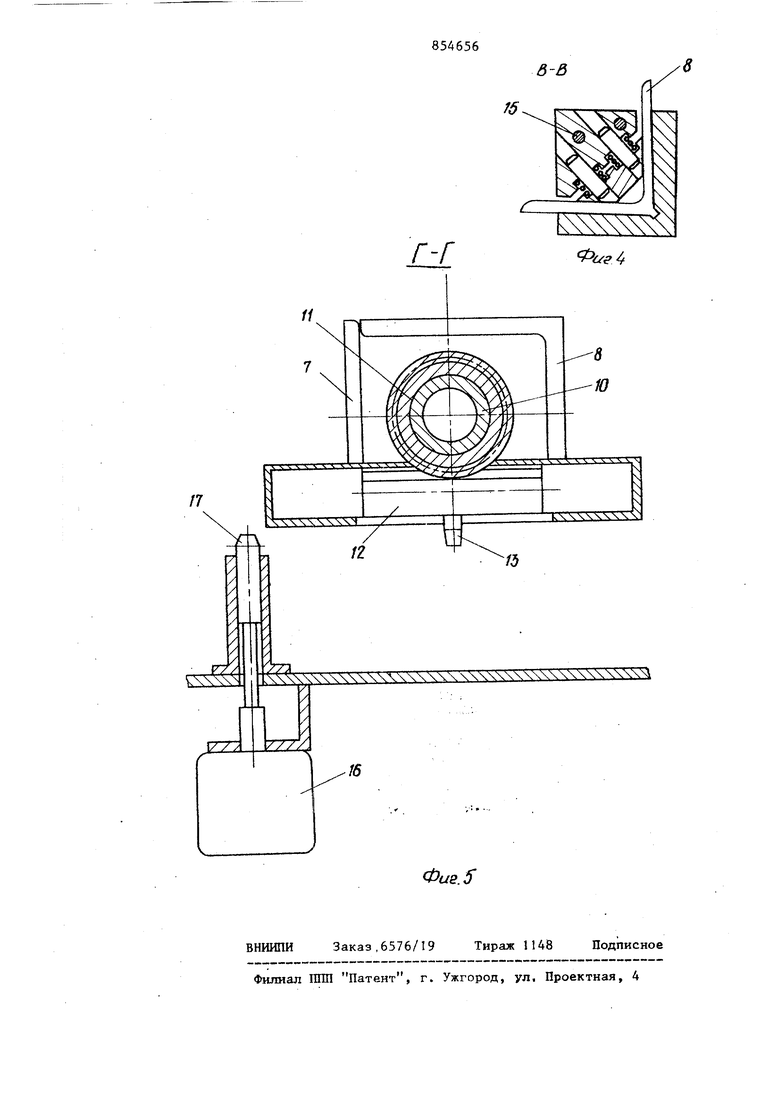
Изобретение относится к сборочносварочным работам, а именно к конструкции приспособлений для сборки под сварку балок коробчатого профиля из двух уголков. Известно приспособление для сборки под сварку, содержащее направляющую раму, смонтированную с возможностью установочного поворота в вертикальной плоскости, и прижимной рычаг, смонтированный на раме при помощи поворотной серьги 1 . Известно также устройство для сбор ки под сварку балок коробчатого профи ля из двух уголков, содержащее смонтированные на основании механизмь подачи уголков навстречу один другому .механизм поворота одного из уголков относительно его продольной оси и при ЖН1«« 1 для фиксации уголков в заданном положении один относительно другого 2 Недостатком данного устройства является то, что оно малопроизводительно, так как велико вспомогательное время. Цель изобретения - повышение производительности устройства путем уменьшения вспомогательного времени. Указанная цель достигается тем, что в устройстве для сборки под сварку балок коробчатого профиля из двух уголков, содержащее смонтированные на основании механизмы подачи уголков навстречу один другому, механизм поворота одного из уголков относительно его продольной оси и прижимы для фиксации уголков в заданном положении один относительно другого, механизм поворота одного из уголков относительно его продольной оси смонтирован на одной паре кареток и выполнен в виде свободно поворачивающихся в каретках осей с шестернями, смоитированных с возможностью возвратно-поступательного перемещения на каретках реек с выступами и закрепленных на основании выдвижных упоров, при этом -38 )шестерни смонтированы с возможностью зацепления с рейками а выстзпты реекс возможностью взаимодействия с упор ами, В качестве каждой оси каретки применен корпуссилового цилиндра со штоком, на конце которого установлен захват торца уголка. На фиг.1 схематически изображено устройство, обшдй ВИД} на фиг.2 вид А на фиг.1: на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В--В на фиг.З: на фиг.З - разрез Г-Г на фиг.З. Предлагаемое устройство содержит основание1, на котором размещеж .механизм поперечной подачи уголков и механизм поворота. Механизм попере ной подачи уголков выполнен в виде вращающихся от 1 идромотора 2 винтов Винты 3 взаимосвязаны между собой при помощи редукторов 4. На каждом из винтов 3 установлены с возможностью поперечного возвратно-поступательног перемещения каретки 5 и 6, обеспечив юпще фиксацию уголков 7 и 8. Механиз 9 поворота выполнен в виде силового цилиндра 10, установленного с возможностью вращения в каретке б. На корп се силового цилиндра 10 закреплена шестерня 11, взаимодействующая с рей кой 12, име1сщей выступ 13. На штоке силового цилиндра установлен фиксатор 14 с возможностью возвратно-поступательного перемещения по направляющей 15. Направляющая 15 жестко установлена на корпусе силового цилиндра 10. На основании 1 установлены с возможностью вертикального возвратнопоступательного перемещеьгая при помо щи магнита 16 упор 17, взаимодействующий с выступом 13 рейки 12. На основании 1 установлены кронштейны 18 для укладки уголков 8 и рижимные эле менты 19 для.поджатия уголков 7 и 8 в процессе прихватки. Предлагаемое устройство работает следующим образом. Собирае1 е уголки 7 и 8 устанавливаются на каретку 5 и кронштейн 18 Включаются силовые цилиндры 0, порщни которых перемещают фиксаторы 14 до зажима уголка 8 до торца. Включается гидромотор 2 и посредством винтов 3 уголки 7 и 8 каретками 5 и 6 перемещаются навстречу друг другу. На своем пути каретка 6 с рейкой 12, имеющей выступ 13, встречается с выд вижным упором 17, и за счет этого происходит поворот уголка 8 на 90°, после чего щток упора 17 убирается, i и дальнейшее перемещение каретки 6 с уголком 8 происходит без поворота. Уголки 7 и 8 перемещаются до взаимHoi-o соприкосно-веьшя, после чего выключается гидромотор 2 и включаются зажимы 19. С этого момента начинается проварка одного стыка. По окончании сварки отключаются зажимы 19 и включается обратное вращение гидромотора 2, причем, сваренная одним швом балка остается на каретках 6. Каретки перемещаются до встречи выступа 13 рейки 12 с упором 17, посл-е чего балка поворачивается на 180°, но в обратном направлении. По окончании поворота шток упора 17 убирается, и гидромотор 2 реверсируется. Балка вводится вновь в зону сварки, гидромотор 2 отключается, включаются зажимы 19, Производится сварка второго шва. По окончании сварки зажимы 19 открываются, балка возвращается в исходное положение, отключаются гидромоторы, и балка ложится на кронштейн 18. После этого каретки 6 совершают холостое движение до упора 17 и обратно для вывода механизма поворота уголка в исходное положение. Далее весь цикл повторяется. Применение этого устройства позволяет повысить производительность и качество сборки за -счет обеспечения прихватки и сварки двух стыков уголков. Формула изобретегшя 1. Устройство для сборки под сварку балок коробчатого профиля из двух уголков, содержащее смонтированные . на основании механизмы подачи уголков навстречу один другому, механизм поворота одного из уголков относительно его продольной оси и прижимы для фиксации уголков в заданном положении один относительно другого, о тличающееся тем, что, с целью повышения производительности путем уменьшения вспомогательного времени, каждьй меха1шзм подачи одного из уголков вьшолнен в виде подвижных от одного привода двух пар кареток, снабженных захватами торцов уголков, механизм поворота одного из уголков относительно его продольной оси смонтирован на одной паре кареток и выполнен в виде свободно повора швающихся в каретках осей с
шестернями, смонтированных с возможностью возвратно-поступательного перемещения на каретках реек с выступами и закрепленных на основании выдвижных упоров, при зтом шестерни смонтированы с возможностью зацеплени с рейками, а выступы реек - с возможностью взаимодействия с упорами.
2. Устройство ПОП.1, отличающееся тем, что каждая ось каретки вьшолнена в виде корпуса силового цилиндра со штоком, на конце которого установлен захват торца уголка.
Источники информации, приняты.е во внимание при экспертизе
1.Авторское свидетельство СССР
№ 518309, кл. В 23 К 37/04, 12.07.74.
2.Авторское свидетельство СССР
№ 688310, кл. В 23 К 37/04, 10.03.78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Устройство для укладки длинномерного материала в стопу | 1986 |
|
SU1360863A1 |
| Устройство для подачи листовых заготовок в рабочую зону пресса | 1991 |
|
SU1777569A3 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Установка для сборки двутавровых балок | 1991 |
|
SU1773627A1 |
| Стенд для сборки под сварку балок коробчатого профиля из двух уголков | 1977 |
|
SU688310A1 |
| Кантователь для сварки | 1980 |
|
SU946868A1 |
«
