(54) СПОСОБ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ ПРИ СБОРКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентирования деталей приСбОРКЕ | 1979 |
|
SU823058A2 |
| Устройство для ориентирования и сборки деталей | 1977 |
|
SU632540A1 |
| Устройство для ориентирования плоских деталей | 1986 |
|
SU1382547A1 |
| Способ ориентирования деталей при сборке | 1977 |
|
SU618245A1 |
| Устройство для ориентирования и сборки деталей | 1980 |
|
SU933360A2 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Устройство для ориентирования и накопления деталей,типа пружинных колец | 1982 |
|
SU1009712A1 |
| Устройство для ориентации деталей типа зубчатых колес | 1988 |
|
SU1576274A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
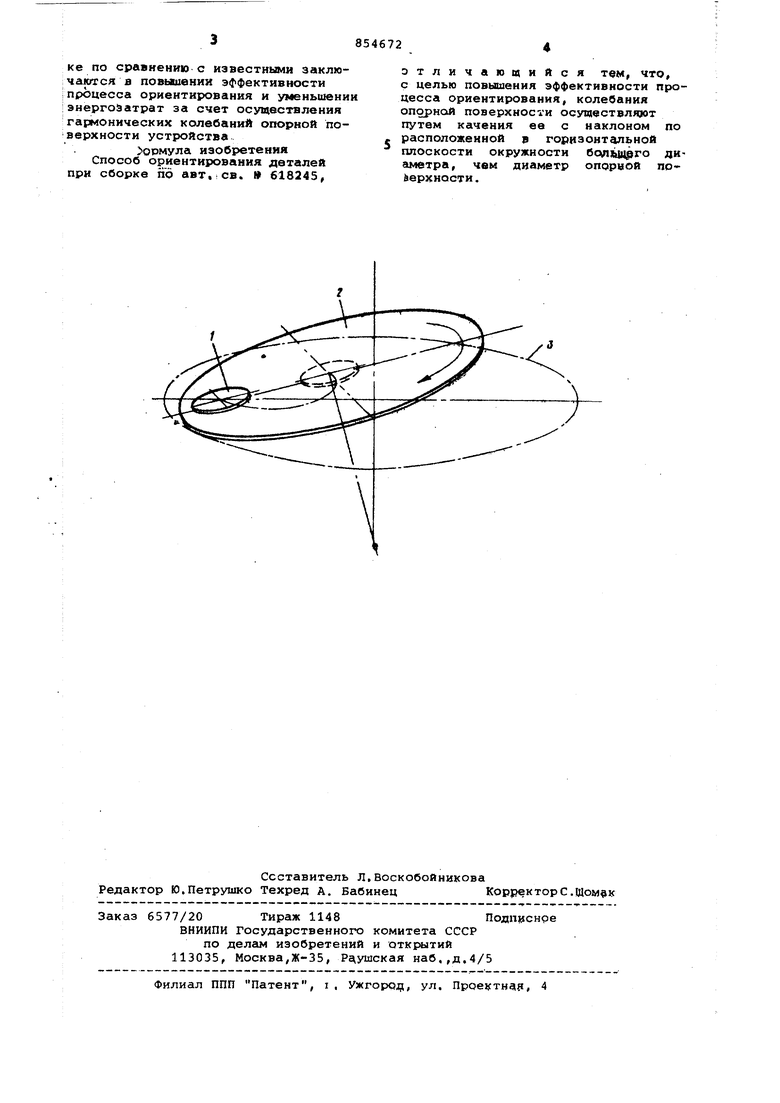
Изобретение относится к машиностро ению, преимущественно станкостроению, и может быть использовано при автоматизации производственных процессов, например, сборочных. По основному авт. св. 618245 известен способ ориентирования деталей при сборке, при котором детал свободно располагают на опорной поверхности сборочного устройства и сообщают последнему колебательные движения вокруг координатных осей с частотой, непрерывно изменяющейся о низкой до ультразвуковой, и со сдви гом по фазе, причем детали на опор.ной поверхности располагают на разных расстояниях от ее центра. Однако указанный способ недостаточно эффективен, так как не обеспе чивается гармонический характер колебаний опорной поверхности, что ведет к повышенным энергозатратам. Цель изобретения - повышение эффективности процесса ориентирован Для достижения указанной цели коле бания опорной поверхности сборочного устройства осуществляют путем качения ее с наклоном по расположенной в горизонтальной плоскости окружности бол шего диаметра, чем диаметр опорной поверхности. На чертеже изображена схема, поясняющая предлагаемый способ. Ориентируемая деталь 1 свободно расположена на дисковой опорной поверхности 2сборочного устройства, катящейся с наклоном по горизонтально расположенной окружности 3 большего диаметра, чем диаметр о.юрного диска. При качении с наклоном по окружности 3 опорная поверхность 2 совершает пространственные -гармонические колебания. При этом горизонтальная проекция траектории любой периферийной точки опорной поверхности 2 представляет собой укороченную гипоциклоиду. Под воздействием этих колебаний и вращения опорной поверхности вокруг своего центра ориентируемая деталь 1 стремится занять ориентированное положение в центре опорной поверхности, перемещаясь от,периферий к ее центру по траектории, горизонтальная проекция которой представляет собой логарифмическую спираль. Преимущества предлагаемоIK способа ориентирования деталей при сборке по сравнению с известными заключаются а повьшении эффективности i процесса ориеитирования и уменьшении iэнергозатрат за счет осуществления гармонических колебаний опорной поверхности устройства
Формула изобретения Способ ориентирования деталей при сборке по авт.I св. 618245,
отличающийся тем, что, с целью повышения эффективности процесса ориентирования, колебания опорнсхй поверхности осуществляют путем качения ее с наклоном по расположенной в горизонтальной
плоскости окружности большего Д}И
аметра, чем диаметр опорной по| ерхности.
