1
Изобретение .относится к технологическому оборудованию автоматической сборки и сварки деталей и может быть использовано в приборостроении, эле- j ктротехнике, радиотехническом производстве.
Известно устройство ориентирования и сборки большого числа небольших полых деталей, содержащее основание Q с двумя размещенными на нем, функционирующими независимо друг от , вибрационными устройствами кассетирования и поверки соединителей и оболочки (виброплатформы, транспортные ., кассеты, устройство фиксаци деталей) . Устройство кассетирования представляет собой соосно закрепленные на виброплатформе ориентирующую и поверочную плиты, из которых производится 20 переустановка деталей в сборочную кассету посредством транспортной плиты l.
Описанное устройство не позволяет ориентировать, собирать и сваривать, 25 например, детали типа стержня с головкой и пластины.
Конструкция кассетирующего устройства исключает возможность использования накопителя стержнеобразных деталей , причем по окончании процесса ориентирования деталей обязательно удаление их из зоны загрузки и разборка поверочной и ориентирующей плит, что ведет к ограничению производительности. Кроме того, кассетирующие устройства не обеспечивают необходимого для сборки положения стержнеобразных деталей,поэтому их базирование осуществляется с помощью двух вспомогательных операций - переустановки в транспортную плиту и в сборочную кассету,что ведет к уменьшению производительности.
конструкция кассетирующих устройств и их взаимное расположение исключают возможность кассетирования и сборки деталей на одной позиции, что требует применения дополнительного сборочного оборудования. Это ведет к увеличению единиц технологического оборудования и снижает производителиность труда при групповой сборке.
Производительное заполнение кассет в данном устройстве возможно только при большой амплитуде колебаний вибратора, что ведет к увеличению уровня шума и ухудшению условий труда.
Известно устройство для сборки и контактной сварки деталей, содержащее бункеры, механизм загрузки и .ориентации деталей, машину для контактной многоточечной сварки и транспортные кассеты-электроды, установленные с возможностью перемещения от позиции загру:зки и ориентации к позиции сварки 2.
Недостатком известного устройства является невысокая производительность труда, так как в нем отсутствует автоматический набор деталей в кассеты-электроды и их ориентация. .
Целью изобретения является увеличение производительности процесса.
Эта цель достигается тем, что механизм загрузки и ориентации выполнен в виде виброплатформы с фиксаторами для последовательного закрепления друг за другом двух кассет-электродов и накопителя, смонтированного с возможностью вертикального перемещения и колебаний в направлении,перпендикулярном направлению колебаний виброплатформы, при этом кассетыэлектроды установлены с возможностью поочередного перемещения под накопитель.
При этом накопитель выполнен в виде двухъярусного вибролотка с вертикальными каналами для деталей,приводной рамки, смонтированной между ярусами вибролотка, и закрепленных н нижней и верхней поверхностях рамки пластинчатых отсекателей, периодически перекрывающих вертикальные каналы, причем на верхнем ярусе вибролотка выполнены продольные пазы и поперечные наклонные пазы, соединяющие продольные с вертикальными каналами.
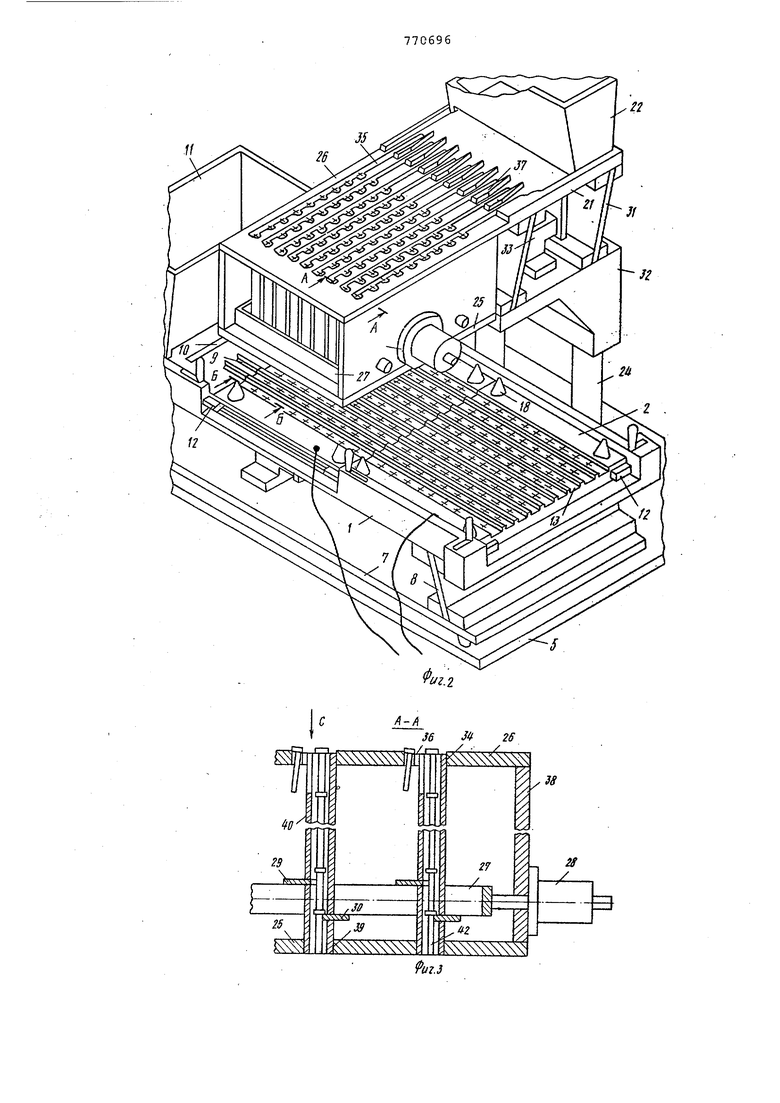
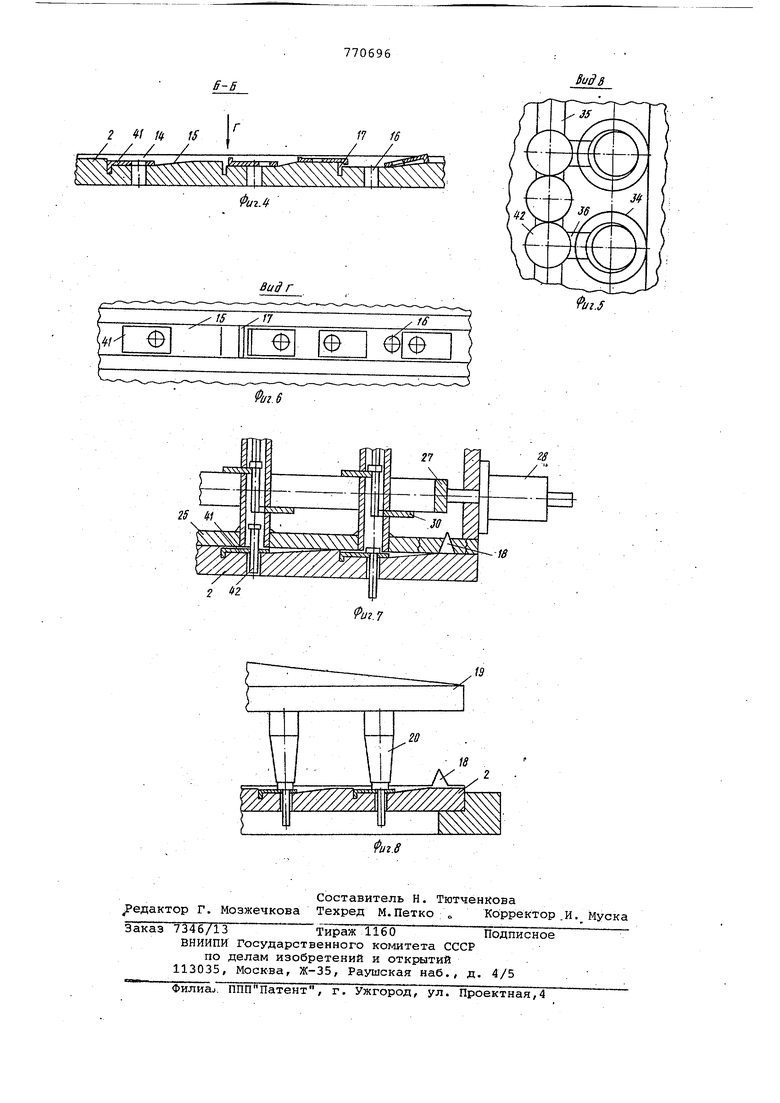
На фиг. 1 изображено устройство для сборки и контактной сварки деталей,общий вид; на фиг. 2 показаны конструкция и взаимное расположение накопителя стержнеобразных деталей и виброплатформы с установленными на ней транспортными кассетами-электродами, в аксонометрической проекции; на фиг,, 3 - разрез А-А на фиг.2; на фиг. 4 - разрез Б-Б на фиг. 2;на фиг. 5 - вид В на фиг. 3; на фиг. 6вид Г на фиг. 5} на фиг. 7 показаны состыкованные накопитель и транспортная кассета в момент сборки;на фиг.8транспортная кассета машины для многоточечной сварки в момент сварки собранных деталей.
Устройство для сборки и контактно сварки группы деталей содержит виброплатформу 1, транспортную кассетуэлектрбд. 2, машину 3 для многоточечной контактной сварки, накопитель 4. Стол 5 виброплатформы 1 жестко соединен со столом 6 машины 3. Основание 7 виброплатформы 1, расположенное на столе 5, ct. единено .с ней пружинами 8.
На виброплатформе 1 выполнены распределитель 9 потока деталей, отсекатель 10, бункер 11 и фиксаторы 12 транспортной кассеты-электрода 2. В направляющих 13 (см.фиг.2,4 , 6)транспортной кассеты-электрода 2 выполнены гнезда 14, имеющие наклонную плоскость 15, сквозное отверстие 16 и шлиц 17. На транспортной кассетеэлектроде 2 закреплены конические пальцы 18. Электрододержатель 19 сварочной машины 3 снабжен стержневыми электродами 20.
Расположенный над транспортной кассетой 2 накопитель 4 включает в себя двухъярусный виброблок 21 с бункером 22, привод 23 вертикального перемещения и направляющие 24. Между нижним ярусом 25 и верхним ярусом 26 виброблока 21 расположена рамка 27 с приводом 28. На верхней поверхности рамки 27 выполнены пластинчатые отсекатели 29,а на ее нижней поверхнос;ти - пластинчатые отсекатели 30. Верхний ярус 26 виброблока 21 соединен пружинами 31 с основанием 32 вибратора 33 и выполнен с каналами 34, горизонтальными продольными пазами 35, наклонными поперечньми пазами 36 и разделителями потока 37. Нижний ярус 25 и верхний ярус 26 жестко соединены друг с другом пластинами 38. Каналы 34 верхнего яруса 26 и каналь 39 нижнего яруса соединены трубчатыми вертикальными каналами 40, В качестве примера показана сборка пластинчатых де талей. 41 и стержнеобразных деталей 42.
Устройство работает следующим образом.
Собираемые детали(см.фиг.1,2)засыпаются в бункер 11 виброплатформы 1 и в бункер 22 накопителя 4. Включаются вибраторы виброплатформы 1 и накопителя 4. Стержнеобразные детали 42(см.фиг.2,3,5) из бункера 22 под действием вибрации движутся по поверхности верхнего яруса 26 накопителя 4 и с помощью разделителей потока 37 направляются в горизонтальные продольные пазы 35 верхнего яруса 26, где принимают однозначное положение в пространстве. В процессе движения Стержнеобразные детали 42 входят в наклонные поперечные пазы 36, и детали попадают в вертикальные каналы 40происходит заполнение каналов 40 накопителя 4.
Пластинчатые детали(см.фиг.2,4,6) под действием вибрации из бункера 11 по виброплатформе 1 с помощью распределителей 9 потока попадают в направляющие- 13 транспортной кассеты-электрода 2. В процессе движения правильно ориентированные детали 41 своими выступами попадают в шлиц 17 гнезда 14 транспортной кассеты-электрода 2. и остаются в этом гнезде. Остальные (неправильно ориентированные)детали
41 проходят по направляющим 13 двух транспортных кассет-электродов 2 и собираются в емкости(на фигурах не показана). При полном заполнении гнезд 14 транспортной кассеты-электрода 2 включается отсекатель 10 и вс детали 41, не попавшие в гнезда 14, под действием направленной вибрации удаляются с верхней поверхности транспортной кассеты-электрода 2. После этого включается привод 23, опускающий накопитель 4 стержнеобразных деталей 42 до соприкосновения(см. фиг.7)нижнего яруса 25 и верхней плоскости транспортной кассеты-электрода 2, причем конические пальцы 18 транспортной кассеты-электрода 2 входят в соответствующие отверстия нижнего яруса 25 накопителя 4, что обеспечивает точность соединения.
Включающийся после этого привод 28 переводит рамку 27 в крайнее правое положение. При этом пластинчатые отсекатели 30 освобождают нижние стержнеобразные детали 42, а пластинчатые отсекатели 29 задерживают остальные детали 42 от перемещения вниз. Нижние стержнеобразные детали 42, опустившиеся на поверхность транспортной кассеты-электрода 2, под действием двух вибраторов, вибрирующие во взаимно перпендикулярных направлениях, совершают сложное поисковое движение, способствующее быстрому западанию в отверстие пластинчатых деталей 41. Происходит одновременная сборка всех узлов.
После сборки накопитель 4 отводится в первоначальное положение, транспортная кассета удаляется со сборочной позиции, а на ее место перемещается частично заполненная транспортная кассета-электрод 2, располагавшаяся на виброплатформе 1, на место которой, в свою очередь, устанавливается освободившаяся после сварки третья транспортная кассета 2. Процесс кассетирования продолжается. За время следующего цикла кассетирования и сборки транспортная кассета-электрод 2 с собранными узлами переходит(см. фиг.8) на операцию контактной сварки. При этом транспортная кассетаэлектрод 2 устанавливается s направляющих стола сварочной машины 3,включается ток, электрододержатель 19 с размещенными на нем электродами 20 опускается - происходит процесс групповой контактной сварки собранных узлов.
Одновременное удаление собранных узлов из транспортной кассеты-электрода 2 может производиться вручную (переворачиванием кассет) или автоматически с применением дополнительных устройств.
Использование изобретения позволит совместить на одном оборудовании несколько операций(ориентирование, сборку, сварку и выгрузку)над большой группой деталей одновременно,что сокращает производственные площади и значительно повышает производительность труда.
Формула изобретения
5
1.Устройство для сборки и контактной сварки деталей,содержащее бункеры,, механизм загрузки и ориентации деталей, машину для конт 1ктной многоточечной сварки И транспортные кассеты0электроды, установленные с возможностью перемещения от позиции загрузки и ориентации к позиции сварки, отличающееся тем, что, с целью увеличения производительности, механизм загрузки и ориентации выпол5нен в виде виброплатформы, с фиксаторами для последовательного закрепле-г ния друг за другом двух кассет-электродов и накопителя, смонтированного с возможностью вертикального переме0щения и колебаний в- направлении,перпендикулярном направленикэ колебаний виброплатформы, при этом кассеты-электроды установлены с возможностью поочерёдного перемещения под накопи- .
5 тель.
2.Устройство по п.1, отличающееся тем, что, накопитель выполнен в виде.двухъярусноговибролотка с вертикальными каналами для деталей, приводной рамки, смонтиро0ванной между ярусами вибролотка, и
.закрепленных на нижней и верхней поверхностях рамки пластинчатых отсекателей, периодически перекрывающих вертикальные каналы.
5
3.Устройство по пп. 1 и 2, отличающееся тем, что на верхнем ярусе вибрюлотка выполнены продольные пазы и поперечные наклон ые пазы, соединяющие продольные пазы с
0 вертикальными каналами.
Источники информации, принятые во внимание при экспертизе
1.Патент ClflA № 3578189.
5 кл. 214-152, 1971.
2.Патент ОНА 3393287, КЛ. 219-79, 1968(прототип).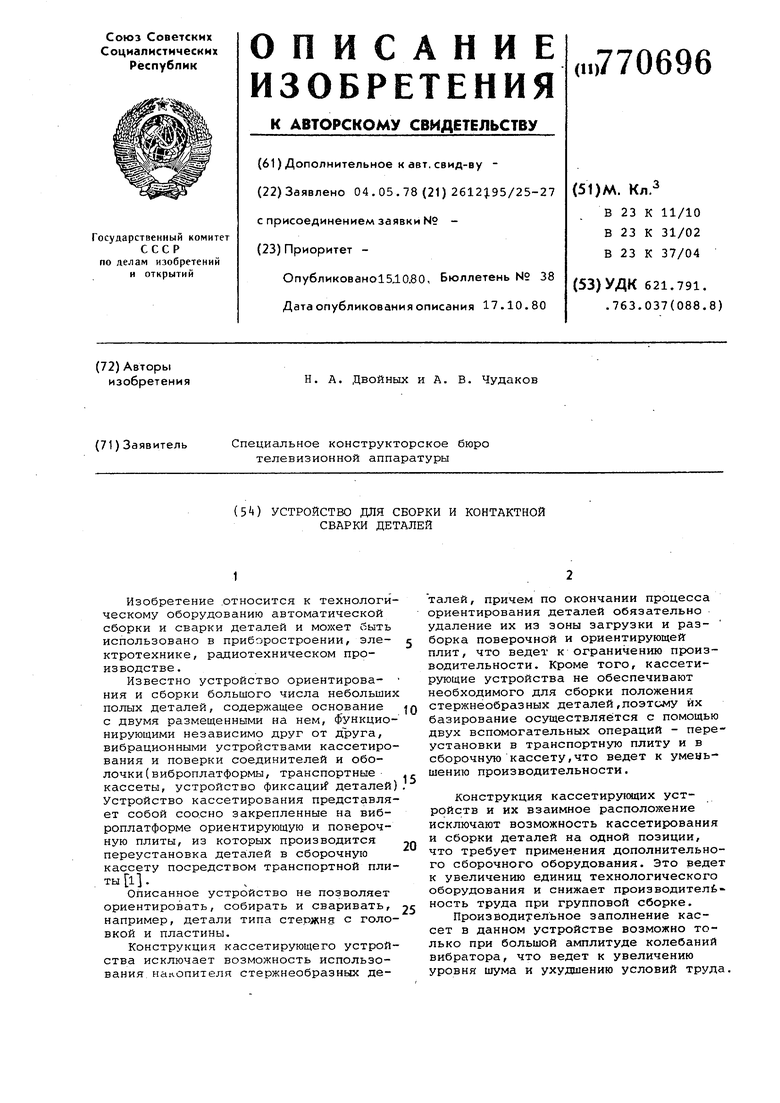
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кассетирования деталей | 1983 |
|
SU1186455A1 |
| Устройство для групповой укладки изделий в тару или кассету | 1990 |
|
SU1752658A1 |
| Устройство для укладки изделий в ячеистую тару или кассету | 1990 |
|
SU1745618A1 |
| Устройство для ориентации и кассетирования плоских деталей с отверствием | 1975 |
|
SU513773A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для разделения потока деталей | 1976 |
|
SU636069A1 |
| Вакуумное захватное устройство | 1980 |
|
SU925836A1 |
| Бункер для накопления и выдачи стержнеобразных изделий | 1982 |
|
SU1121187A1 |
| Способ очистки кварцевого сырья и устройство для его осуществления | 1982 |
|
SU1077638A1 |
| Устройство для укладки стержнеобразных предметов | 1980 |
|
SU921972A1 |
36 J
26
В-Б
Ы8
fS /
ФигЛ
ВиЗ Г
17 16
25 4/
