(54) УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU812505A1 |
| Поворотный стол для автоматической сборки деталей | 1979 |
|
SU772789A1 |
| Устройство для ориентирования и сборки деталей | 1977 |
|
SU632540A1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1255357A1 |
| УСТРОЙСТВО ВЗАИМНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ | 2002 |
|
RU2215633C2 |
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1168374A1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1144880A1 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
1
Изобретение относится к машиностроеиню, i преимущественно к станкостроеишо, может быть использовано при автоматизации производственных процессов, а именно сборочных операций.
По основному авт. св. М 8125О5 на- вестно устройство для ориентирования и сборки деталей с использованием аэродио намических сип вращающегося потока газов, содержащее приспособление шш создания вихревого потока газов, выполненное в виде втулки с соплами, направленными по касательной к ее внутреннему диаметру, причем приспособление для создания вихревого потока установлено в корпусе на упругих элементах с возможностью колебательного перемещения в плоскости, перпендикулярной направлению сборки, а приспособление д;ш создания вихревого потока имеет массу того же порядка, что и масса ориентируемой детали flj.
В связи с отсутствием физических методов контроля окончания процесса
ориентирования длительность, операции о{Н1ентирования устанавливается на основе статистических данных, что cimxaет производительность сборочных автоматов основанных на использовании вихревых методов ориентирования.
Цель изобретения - определение момента окончания процесса ориентирования.
Эта цель достигается тем, что устройство снабжено дополнительн тм соплом, смонтированным в корпусе перпендикулярно оси приспособления для создания вихревого потока газов, и пневмодатчиком, связанным с этим . .
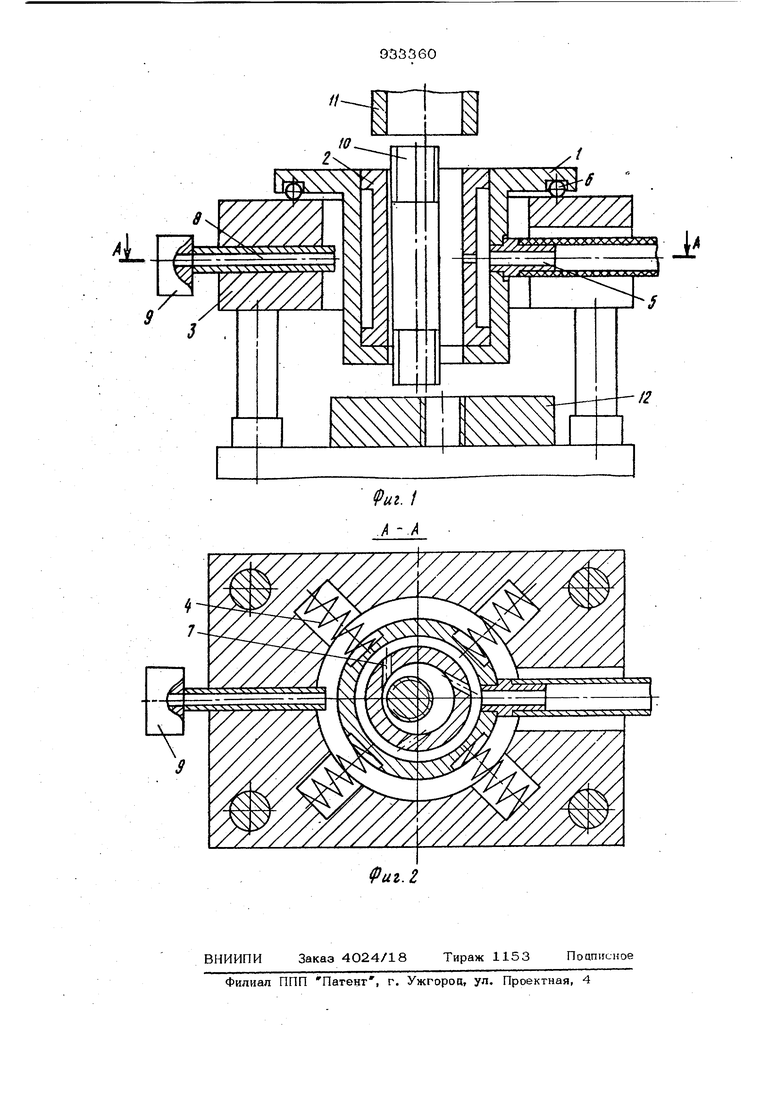
На фиг. 1 изображен общий вид устройства, в разрезе; на фиг. 2 - разрез А-А фиг. 1.
Устройство содержит приспособление для создания вихревого потока газов, выполненное в виде двух концентрических втулок - наружной 1 и внутренней 2 и установленное в корпусе 3 с помощью упругих элементов, например пружин 4.
Наружная втулка 1 приспсюобления для создания вихревого потока газов снабже на штуцером. 5 для подвода сжатого воздуха н шариками 6 для уменьшения сопротивления для ее перемещения. Втулка
2снабжена соплами 7, направленными по касательной к ее внутренней поверхности. В корпусе 3 смонтировано сопло 8, связанное с датчиком 9, контролирующим положение наружной поверхности (втулка 1) приспособления для создания
jвихревого потока газов. Ориентируемая деталь 10 подается из питателя 11 во втулку 2 приспособления, где под воздействием аэродинамического потока casep щает колебательные движения. При этом происходит ее ориентирование ртноситель«но базовой детали 12.
Одновременно приспособление для создания вихревого потока газов, состоящее из втулок 1 и 2, установленное в KOjaiyсе 3с помощью пружин 4, под воздействием реактивных сил и моментов колеблется относительно ориентируемых деталей 1О и 12..
После того, как произойдет ориентирование деталей 10 и 12, приспособление для созда1гая вихреглго потока газов (втулки 1 и 2), установленное в корпусе
3с помощью пружин 4, под воздействием реактивных сил и моментов будет соверлать относительно уже неподвижных деталей 10 и 12 колебания с увеличенной амплитудой. Увеличение амплитуды колебаний наружной поверхности, свидетепьствующее об окончании процесса
ориентирования, через сопло 8 фиксируется пневмодатчиком 9, который передает управляющий импульс дпя выпопнения следующего технологического перехода сборочного процесса.
Описанное устройство по сравнению с существующими имеет преимущества:
а)возможность определить окончание процесса ориентирования деталей;
б)возможность перейти от статистических методов установления длительности технологического процесса ориентировашся, при которых длительность перехода устанавливается по самой болыиой продолжительности ориентирования, к физическ 1у контролю процесса, что обеспечивает повьпиение производительности оборудования.
Формула изобрете ни я
Устройство для ориентирования и сборки деталей по авт. св. № 812505, отличающееся тем, что, с целью определения окончания процесса ориентирования, оно снабжено дополнительным соплом, смонтированным в корпусе перпендикулярно приспособлению для создания вихревого потока газов,- и пневмодатчиком, связанным с этим саппом.
Источники информации, принятые во внимаиие при экспертизе
1
Фиг.г
