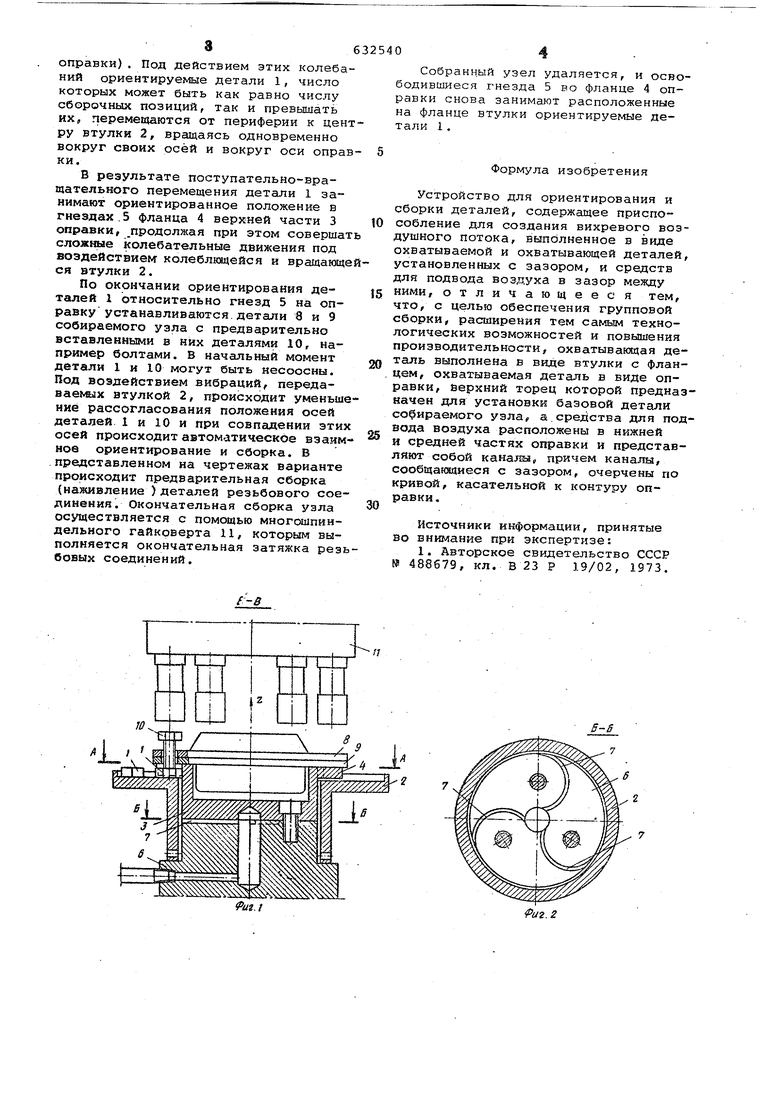
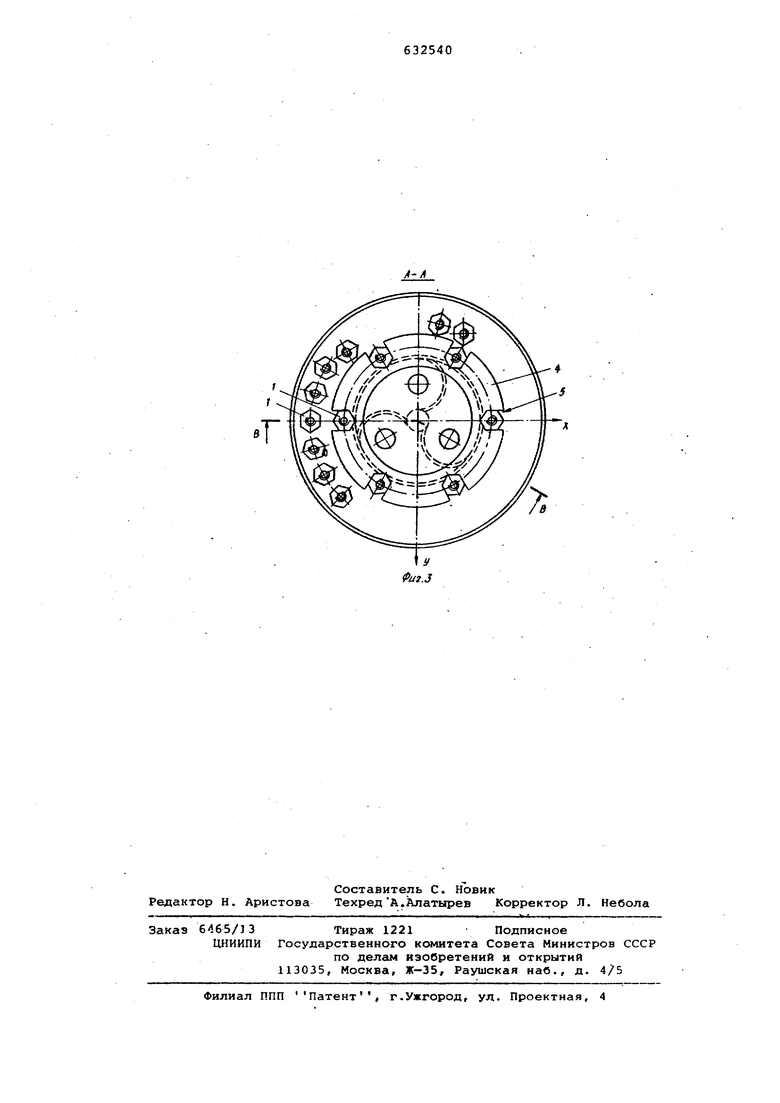
Изобретение относится к области машиностроения, преимущественно ста костроения, и-может быть использова при автоматизации сборочных операци Известны устройства для ориентир вания и сборки деталей, содержащие приспособление для создания вихрево го воздушного потока, выполненное в виде охватываемой и охватывающей деталей, установленных с зазором, и средств для подвода воздуха в зазор Известное устройство не обеспечивает групповой сборки, например, базовой детали с несколькими крепежными, что сужает технологические возможности устройства и повышает производительность . Цель изобретения - обеспечение групповой сборки, расширение тем самым технологических возможностей и повышение производительности. Для этого охватывакяцая деталь приспособления для создания воздушного потока выполнена в виде втулки с фланцем, охватываемая деталь.- в виде оправки, верхний торец которой предназначен для установки базовой детали собираемого узла, а средства .для подвода воздуха расположены в йижней и средней частях оправки и представляют собой кана.пы, причем каналы, сообщающиеся с зазором, очерчены по кривой, касательной к контуру оправки. На фиг. 1 изображено устройство для ориентирования и сборки деталей; на фиг. 2 - разрез Б-Б на фиг. 1; на фиг. 3 - то же устройство, вид . сверху. Ориентируемые крепежные детали 1, например гайки, свободно расположены на втулке 2, имеющей фланец, которая надета с зазором на оправку, состоящую из двух частей: верхней части 3, именвдей расположенный над поверхностью втулки 2 фланец 4 с гнездами 5 по форме ориентируемых дета.г1ей, и нижней части 6, имегсщей каНсшы 7, выполненные по кривой, например по дуге окружности или спирали Архимеда, через которые сжатый воздух или какой-либо другой газ подается касательно к внутренней поверхности-втулки 2. Под действием вихревого потока газов втулка 2 совершает колебательные движения вокруг координатных осей X и У со сдвигом по фазе и одновременно ; вращается вокруг оси Z (оси
оправки). Под действием этих колебаний ориентируемые детали 1, число которых может быть как равно числу сборочных позиций, Так и превьдшать их, перемещаются от периферии к центру втулки 2, вращаясь одновременно вокруг своих осей и вокруг оси оправки,
В результате поступательно-вращательного перемещения детали 1 занимают ориентированное положение в гнездах.5 Фланца 4 верхней части 3 оправки, продолжая при этом совершать сложные колебательные движения под воздействием колеблющейся и вращанедейся втулки 2.
По окончании ориентирования деталей 1 относительно гнезд 5 на оправку устанавливаются детали 8 и 9 собираемого узла с предварительно вставленными в них деталями 10, например болтами. В начальный момент детали 1 и 10 могут быть несоосны. Под воздействием вибраций, передаваеких втулкой 2, происходит уменьшение рассогласования положения осей деталей 1 и 10 и при совпадении этих осей происходит автоматическое взаимное ориентирование и сборка. В представленном на чертежах варианте происходит предварительная сборка (наживление ) деталей резьбового соединения. Окончательная сборка узла осуществляется с помощью многошпиидельного гайковерта 11, которым выполняется окончательная затяжка резьв овых с оед и не н ий.
Собранный узел удаляется, и освободившиеся гнезда 5 во фланце 4 оправки снова занимают расположенные на фланце втулки ориентируемые детали 1.
Формула изобретения
Устройство для ориентирования и сборки деталей, содержащее приспособление для создания вихревого воздушного потока, выполненное в виде охватываемой и охватывающей деталей, установленных с зазором, и средств для подвода воздуха в зазор между ними, отличающеес я тем, что, с целью обеспечения групповой сборки, расширения тем самым технологических возможностей и повышения производительности, охватывающая деталь выполнена в виде втулки с фланцем, охватываемая деталь в виде оправки, верхний торец которой предназначен для установки базовой детали собираемого узла, а средства для подвода воздуха расположены в нижней и средней частях оправки и представляют собой каналья, причем каналы, сообщаквдиеся с зазором, очерчены по кривой, касательной к контуру оправки.
Источники информации, принятые
во внимание при экспертизе:
1. Авторское свидетельство СССР № 488679, кл. В 23 Р 19/02, 1973.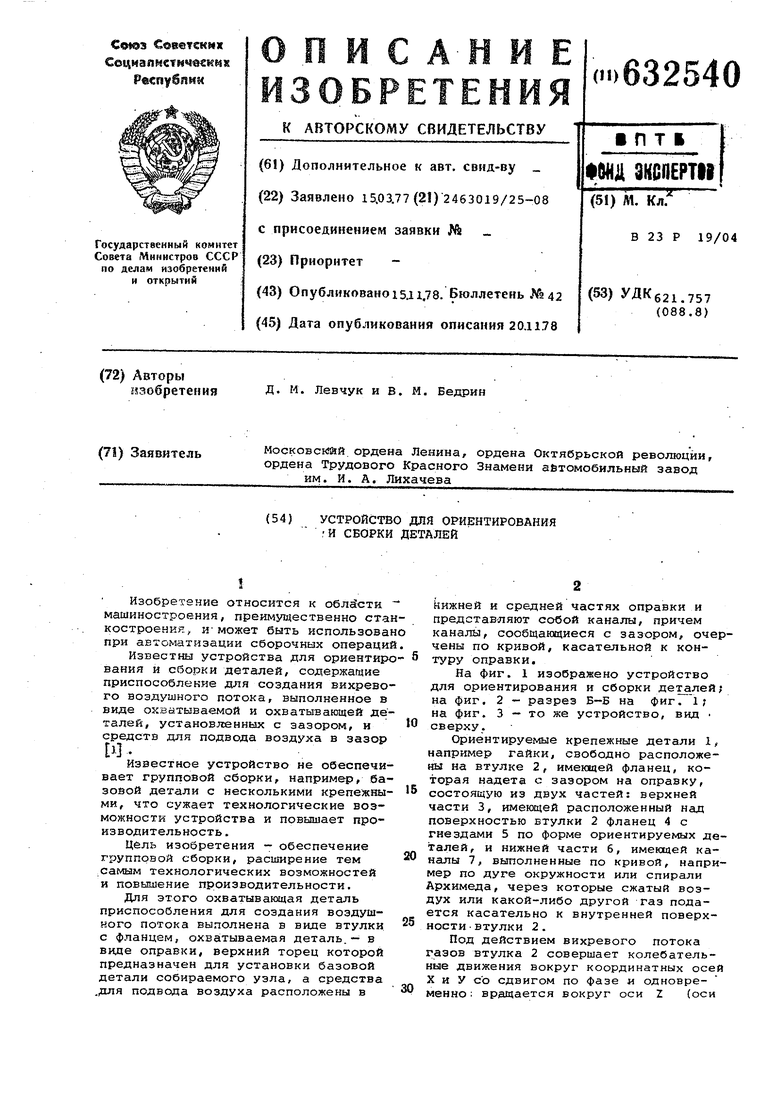
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU812505A1 |
| Устройство для ориентирования и сборки деталей | 1980 |
|
SU933360A2 |
| Поворотный стол для автоматической сборки деталей | 1979 |
|
SU772789A1 |
| Устройство для сборки комплекта деталей | 1978 |
|
SU854671A2 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
| УСТРОЙСТВО ВЗАИМНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ | 2002 |
|
RU2215633C2 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
S-S
У;
