(54) СПОСОВ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ ПРИ СВОРКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентирования деталей при сборке | 1979 |
|
SU854672A2 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Устройство для ориентирования и сборки деталей | 1977 |
|
SU632540A1 |
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| Устройство для ориентирования и сборки деталей | 1980 |
|
SU933360A2 |
| Способ ориентирования деталей при сборке | 1977 |
|
SU618245A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ТИПА "ВАЛ-ВТУЛКА" | 2008 |
|
RU2381095C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ ПРИ СБОРКЕ | 1996 |
|
RU2108217C1 |
| Устройство для ориентирования плоских деталей | 1986 |
|
SU1382547A1 |
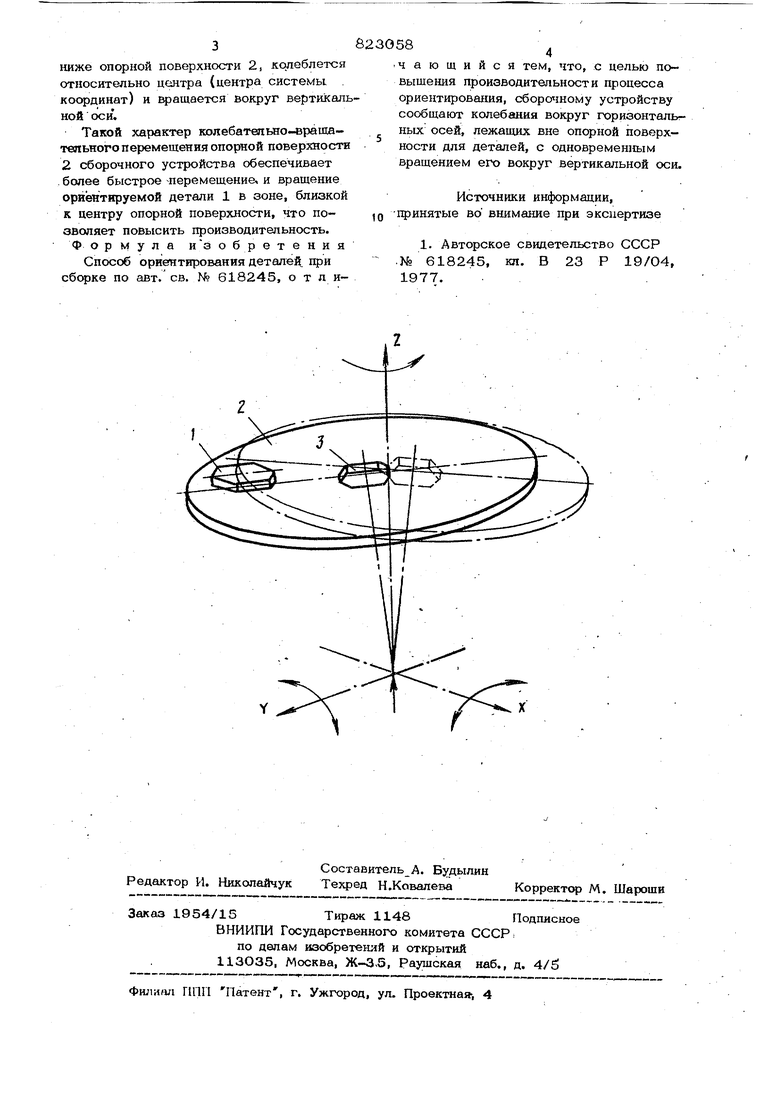
Изобретение относитсяк машиностро ению и может быть использовано при автоматизации производственньгх щэоцессов, например сборочных. По основному авт. . св. № 618245 известен способ ориентирования деталей при сборке, при котором детали свободно располагают на опорной поверхности сборочного устройства, которому сообщают колебания вокруг кос динатнь1х осей, в том числе и горизонтальных, с частотой, непрерывно измен$иощейся от низкой до ультразвуковой и со сдвигом по фазе ij. Недостатком известного способа является снижение скорости перемещения детали по опорной поверхности сборочного устройства в зоне, близкой к центру устройства, вследствие уменьшения ампли туды колебаний, что снижает производительность процесса ориентирования. Цель изобретения - повышение про- нзводительности процесса орионтщзования. Поставленная цель достигается тем, что сборочному устройству сообщают колебания вокруг горизонтальных осей, лежащих вне опорной поверхности для деталей, с одновременным вращением его вокруг вертикальной оси. На чертеже изображено устройство,реализующее предлагаемый способ. СЗриентируемая деталь 1 свободно расположена на опорной поверхности 2 сборочного устройства, имеюцего центральное гнездо 3, соответствующее профилю ориентируемой детали. Сборочному устройству сообщакзт колебательные движения со сдвигом по фазе вокруг горизонтальных осей У и V , расположенных вне опорной поверхности 2, например ниже этой поверхности. Одновременно опорной пс ерхНости 2 сообщают вращение вокруг вертикальной оси 2 . При этом ориентируемая деталь 1 перемещается по пространствен ной кривой к центру опорной поверхности 2. Одновременно контур гнеада 3, вследствие расположения-осей колебаний
ниже опорной поверхности 2, колеблется относительно цонтра (центра системы . координат) и вращается вокруг вертикальной оси.
Такой характер колебатепьно-врашатепьного перемещения опорной поверхности 2 сборочного устройства обеспечивает . более быстрое -перемещение, и вращение ориентируемой детали 1 в зоне, близкой к центру опорной поверхности, что позволяет повысить производительность. Формула из обретения
Способ ориентирования деталей, при сборке по авт. св. N 618245, о т л и чающийся тем, что, с целью повышения производительности процесса ориентирования, сборочному устройству сообщают колебания вокруг горизонтальгных осей, лежащих вне опорной поверхности для деталей, с одновременным вращением его вокруг вертикальной оси.
Источники информации, -принятые во внимание при экспертизе
