(54) СПОСОБ ОБРАБОТКИ УГОЛКОВЫХ ОТРАЖАТЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления уголкового отражателя | 1987 |
|
SU1465854A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1520467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДЛЯ ВЫСОКОВОЛЬТНЫХ ОПТИЧЕСКИХ ИЗМЕРИТЕЛЬНЫХ ТРАНСФОРМАТОРОВ НАПРЯЖЕНИЯ | 2020 |
|
RU2748973C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ изготовления оптических призменных световозвращателей | 1990 |
|
SU1795403A1 |
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 1971 |
|
SU304537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОПОЛИРОВАННЫХ ПЛАСТИН ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345442C2 |
| Способ изготовления основы информационного диска | 1988 |
|
SU1656590A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ НЕСКОЛЬКИХ ОГРАНЕННЫХ ДРАГОЦЕННЫХ КАМНЕЙ ИЗ СИНТЕТИЧЕСКОГО КАРБИДА КРЕМНИЯ - МУАССАНИТА | 2010 |
|
RU2434083C1 |
1
Изобретение относится к абразивной обработке и может быть использовано в приборостроении при изготовлении высокоточных уголковых отражателей.
Известен способ обработки уголковых отражателей, при котором заготовки закрепляют на блокировочном приспособлении, после чего шлифуют полируют f1.
Недостаками данного способа являются сложность, трудоемкость процесса изготовления деталей и ограничение по точности обработки, так как способ основан на копировании контактного приспособления в виде уголкового отражателя.
Цель изобретения - повьшение точности и производительности обработки.
Поставленная цель достигается тем, что в качестве блокировочного npfccnoсобления берут куб со срезами, и в местах среза углов куба закрепляют заготовки, после чего проводят грубую алмазную шлифовку кх граней по ..методу копирования углового расположения граней блокировочного куба, а на операциях чистовой шлифовки и полировки ведут индивидуальную обработку, заготовок каждого сблокированного куба в отдельности и контролируют угловое
расположение обрабатываемой поверхности заготовок относительно предыдущих обработанных поверхностей заготовок, закрепленных на кубе.
Кроме того, в процессе чистовой 11тифо°вки и полировки производят направленное нагружение блокировочного приспособления, устанавливая грузы в отверстиях куба по осям, перпендику- .
to лярным его граням.
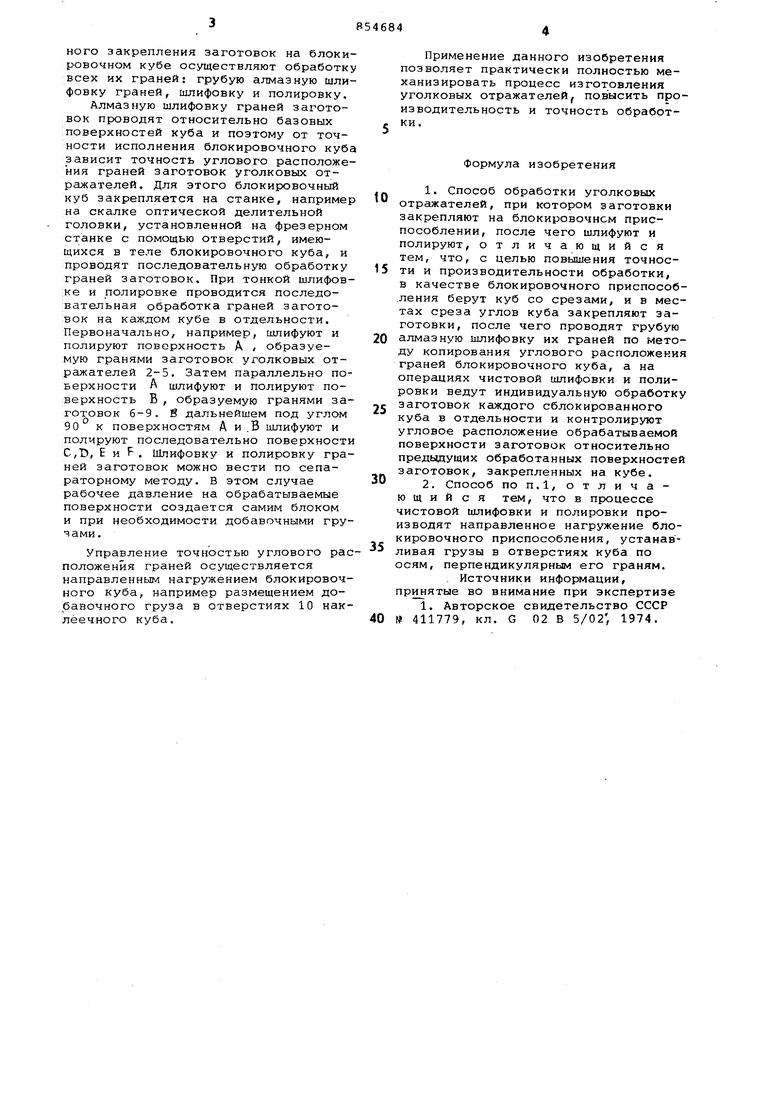
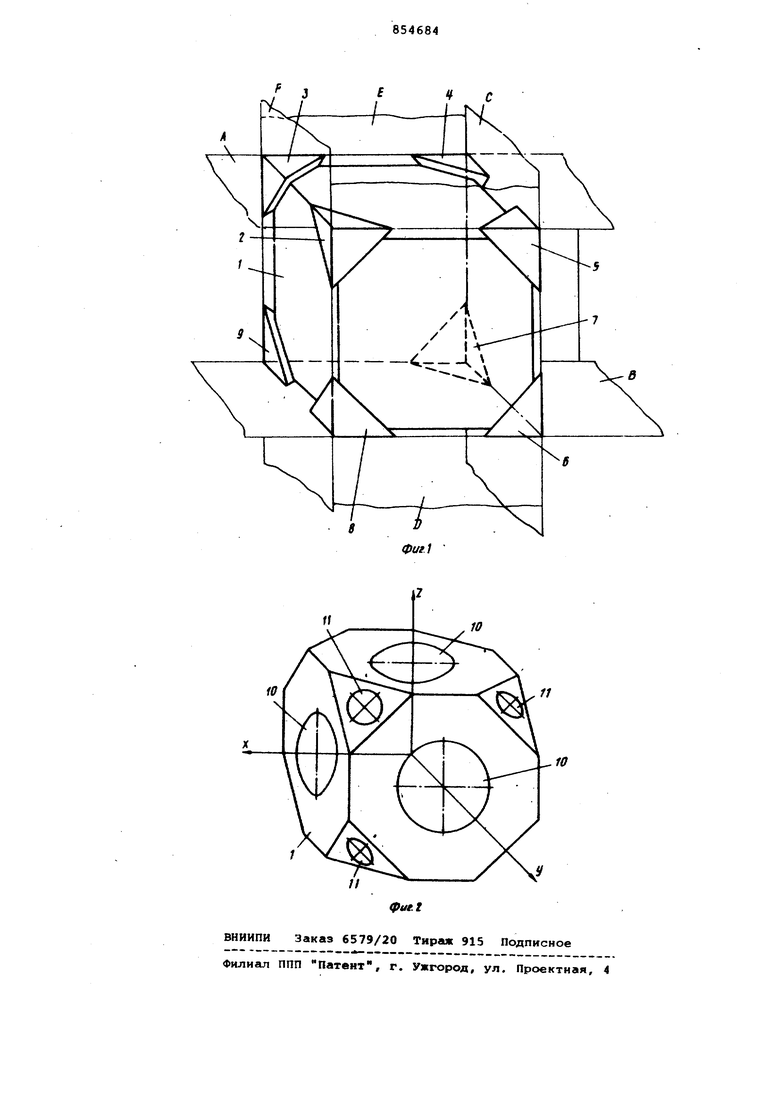
На фиг.1 представлена схема реализации способа, на фиг,2 - блокировочное приспособление.
Предлагаемый способ реализуется с 15 помощью блокировочного приспособления 1, выполненного в виде куба со срезанными углами, в местах среза которого, предварительно обработанных гипотенузной поверхностью, закрепле20ны восемь заготовок уголковых отражателей ;2-9. По осям X,y,Z куба перпендикулярно граням куба выполнены три отверстия 10, необходимые для закрепления приспособления в процессе обработки и контроля, а ни посадочных площадках - отверстия 11 для повьошения точности блокировки заготовок.
Обработка ведется по методу технологического комплекса, т.е. с одного закрепления заготовок на блокировочном кубе осуществляют обработку всех их граней: грубую алмазную шлифовку граней, шлифовку и полировку. Алмазную шлифовку граней заготовок проводят относительно базовых поверхностей куба и поэтому от точности исполнения блокировочного куба зависит точность углового расположения граней заготовок уголковых отражателей. Для этого блокировочный куб закрепляется на станке, например на скалке оптической делительной головки, установленной на фрезерном станке с помощью отверстий, имеющихся в теле блокировочного куба, и проводят последовательную обработку граней заготовок. При тонкой шлифов;ке и полировке проводится последовательная обработка граней заготовок на каждом кубе в отдельности. Первоначально, например, шлифуют и полируют поверхность А / образуемую гранями заготовок уголковых отражателей 2-5. Затем параллельно поверхности А шлифуют и полируют поверхность Б , образуемую гранями заготовок 6-9. S дальнейшем под углом 90° к поверхностям А и ,В шлифуют и полируют последовательно поверхности С,Г, Е и F. Шлифовку и полировку граней заготовок можно вести по сепараторному методу. В этом случае рабочее давление на обрабатываемые поверхности создается самим блоком и при необходимости добавочными гру чами. Управление точностью углового рас положения граней осуществляется направленным нагружением блокировочного куба, например размещением добавочного груза в отверстиях 10 нак лёечного куба. Применение данного изобретения позволяет практически полностью механизировать процесс изготовления уголковых отражателей, повысить производительность и точность обработки. Формула изобретения 1. Способ обработки уголковых отражателей, при котором заготовки закрепляют на блокировочном приспособлении, после чего шлифуют и полируют, отличающийся тем, что, с целью повышения точности и производительности обработки, в качестве блокировочного приспособ.ления берут куб со срезами, и в местах среза углов куба закрепляют заготовки, после чего проводят грубую алмазную шлифовку их граней по методу копирования углового расположения граней блокировочного куба, а на операциях чистовой шлифовки и полировки ведут индивидуальную обработку заготовок каждого сблокированного куба в отдельности и контролируют угловое расположение обрабатываемой поверхности заготовок относительно предьщущих обработанных поверхностей заготовок, закрепленных на кубе. 2. Способ по п.1, отличающий с я тем, что в процессе чистовой шлифовки и полировки производят направленное нагружение блокировочного приспособления, устанавливая грузы в отверстиях куба по осям, перпендикулярным его граням. . Источники информации, при2}ятые во внимание при экспертизе 1. Авторское свидетельство СССР № 411779, кл. G 02 В 5/02, 1974.
