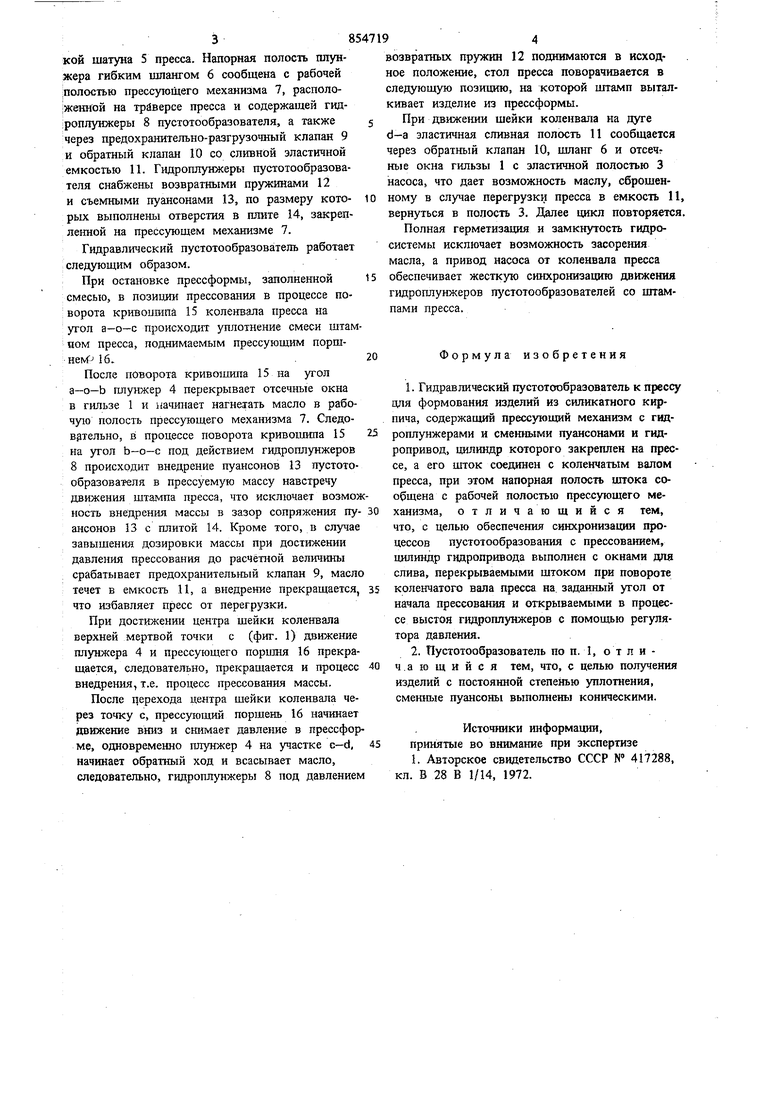
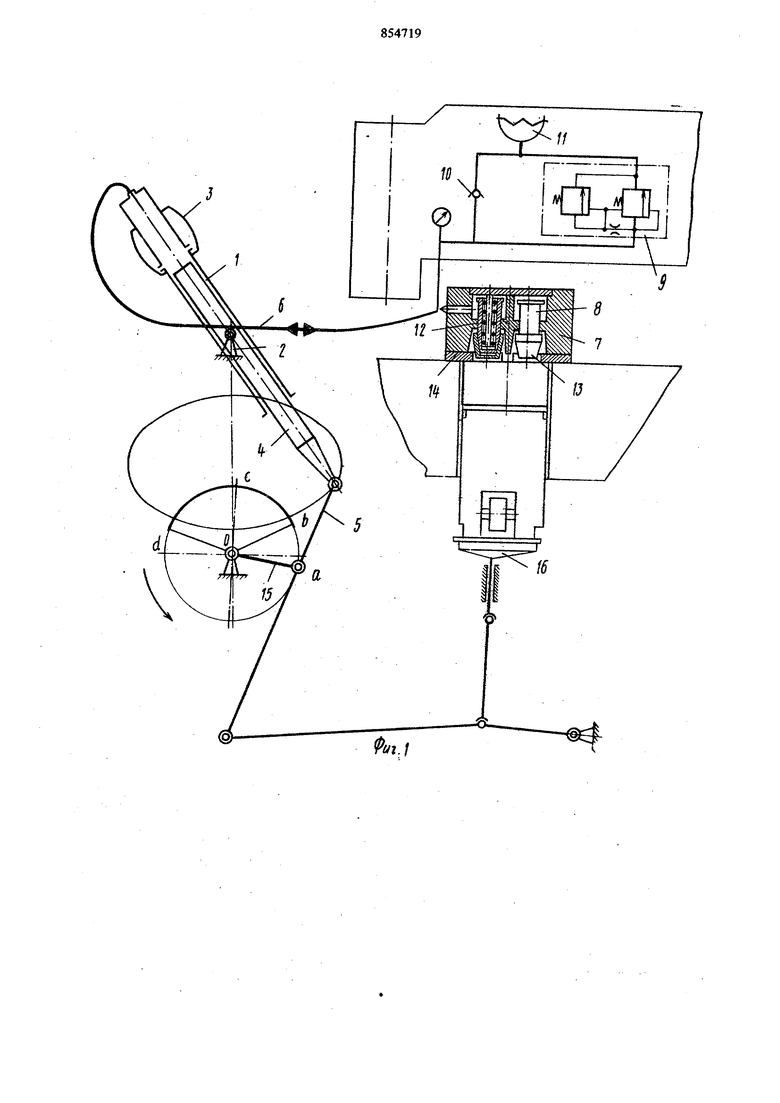
КОЙ шатуна 5 пресса. Напорная полость плунжера гибким шлангом 6 сообщена с рабочей полостью прессующего механизма 7, располо;Жеш10Й на траверсе пресса и содержащей гид;роплунжеры 8 пустотообразователя, а также через предохранительно-разгрузочный клапан 9 и обратный клапан 10 со сливной эластичной емкостью 11. Гвдроплуижеры пустотообразователя снабжены возвратнь ми пружинами 12 и съемными пуансонами 13, по размеру которых выполнены отверстия в плите 14, закрепленной на прессующем механизме 7. Гидравлический пустотообразователь работает следующим образом. При остановке прессформы, заполненной смесью, в позиции прессования в процессе поворота кривоишпа 15 коленвала пресса на угол а-о-с происходит уплотнение смеси штам пом пресса, поднимаемым прессующим поршHefvf- 16. После поворота кривошипа 15 на угол а-о-b плунжер 4 перекрывает отсечные окна в гильзе 1 и начинает нагнетать масло в рабочую полость пресс тощего механизма 7. Следов тельно, в процессе поворота кривошипа 15 на угол Ь-о-с под действием гидроплунжеров 8 происходит внедрение пуансонов 13 ;г1устотообразователя в прессуемую массу навстречу движения штампа пресса, что исключает возмож ность внедрения массы в зазор сопряжения пуаксонов 13 с плитой 14. Кроме того, в случае завышения дозировки массы при достижении давления прессования до расчётной величины срабатывает предохранительный клапан 9, масло течет в емкость 11, а внедрение прекращается, что избавляет пресс от перегрузки. При достижении центра шейки коленвала верхней мертвой точки с (фиг. 1) движение плунжера 4 и прессующего поришя 16 прекращается, следовательно, прекращается и процесс внедрения, т.е. процесс прессования массы. После перехода центра шейки коленвала через точку с, прессующий поршень 16 начинает движение вниз и снимает давле ше в прессфор ме, одновременно плунжер 4 на участке с-d, начинает обратный ход и всасывает масло, следовательно, гидроплу1г«еры 8 под давлением озвратных пружин 12 поднимаются в исходое положение, стол пресса поворачивается в ледующую позицию, на которой штамп выталивает изделие из прессформы. При движении шейки коленвала на дуге -a эластичная сливная полость 11 сообщается ерез обратный клапан 10, шланг 6 и отсеч кые окна гильзы 1 с зластичной полостью 3 насоса, что дает возможность маслу, сброшенному в случае перегрузки пресса в емкость 11, вернуться в полость 3. Далее цикл повторяется. Полная герметизация и замкнутость гидросистемы исключает возможность засорения масла, а привод насоса от коленвала пресса обеспечивает жесткую синхронизацию движения гидроплунжеров пустотообразователей со штампами пресса. Формула изобретения 1. Гидравлический пустотообразователь к прессу для формования изделий из силикатного кирпича, содержащий прессующий механизм с гидроплунжерами и сменными пуансонами и гидропривод, цилиндр которого закреплен на прессе, а его шток соедашен с коленчатым валом пресса, при этом напорная полость штока сообщена с рабочей полостью прессующего механизма, отличающийся тем, что, с целью обеспечения синхронизации процессов пустотообразования с прессованием, цилиндр гидропривода вьшолнен с окнами для слива, перекрываемыми штоком при повороте коленчатого вала пресса на. заданный угол от начала прессования и открываемыми в процессе выстоя гидроплунжеров с помощью регулятора давления. 2. Пустотообразователь по п. 1, о т л и ч.ающийся тем, что, с целью получения изделий с постоянной степенью уплотнения, смешш е пуансоны выполнены коническими. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 417288, кл. В 28 В 1/14, 1972.
/
11 /V N LjOM I j
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ДВИГАТЕЛЬ | 2008 |
|
RU2372489C1 |
| ДВУХТАКТНЫЙ ШТОКОМАЯТНИКОВЫЙ ДВИГАТЕЛЬ | 2006 |
|
RU2307945C1 |
| ПРЕСС С ЭКСЦЕНТРИКОВЫМ КРИВОШИПНЫМ ПРИВОДОМ БЛОКА ВЕРХНЕГО ПУАНСОНА И СПОСОБ ЕГО РАБОТЫ | 2000 |
|
RU2244627C2 |
| Пресс-форма для полусухого прессования кирпича | 1991 |
|
SU1794023A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| Способ полусухого прессования пустотелого кирпича и пресс для его осуществления | 1988 |
|
SU1715607A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
ЙЮ
Ф
