1
Изобретение относится к устройствам для обработки металлов давлением, в частности к прессам, включающим в свою конструкцию элементы, позволяющие осуществлять контроль над процессом обработки.
Известен пресс с пневмосетью и электровыключателем аварийного останова, оснащенный, по меньшей мере, одним установленным в подвижной части пуансоном для пробивки отверстий и установленной в неподвижной части матрицей для пробивки отверстий с рабочими отверстиями, число которых равно числу пуансонов, и воздухоподводящими каналами, которые с одной стороны соединены с электровыключателем, а с другой - выведены наружу со стороны зеркгша матрицы. При непоступлении заготовки на рабочую позицию штампа, каналы, выведенные со стороны зеркгша матрицы, остаются открытыми, давление в пневмосети электровыключателя падает, что вызывает срабатывание электровыключателя на остановку пресса 13.
Недостатком этого пресса является то, что при поломке одного из пуансонов и при поступлении заготовки на позицию обработки, команды на отключение пресса не будет, так как воздухоподводящие каналы со стороны зеркала матрицы будут закрыты, что приведет к выдаче бракованных деталей - с непробитыми отверстиями.
Цель изобретения - предотвращение получения бракованных деталей, вызванного поломкой пуансонов.
Цель достигается тем, что в прес10се с пневмосетью и электровыключателем аварийного останова, оснащенном, по меньшей мере, одним установленным в подвижной части пуансоном для пробивки отверстия и установленной в
15 неподвижной части матрицей с рабочими отверстиями, число которых равно числу пуансонов, и воэдухоподводящими каналами, связанными с пневмосетью, содержащей пневмоэлектричес20кий преобразователь, и злектровыключателем, воздухоподводящие каналы выполнены сообщамдимися с рабочими отверстиями матрицы, а пневмосеть снабжена блоком элементов ИЛИ-И.
25
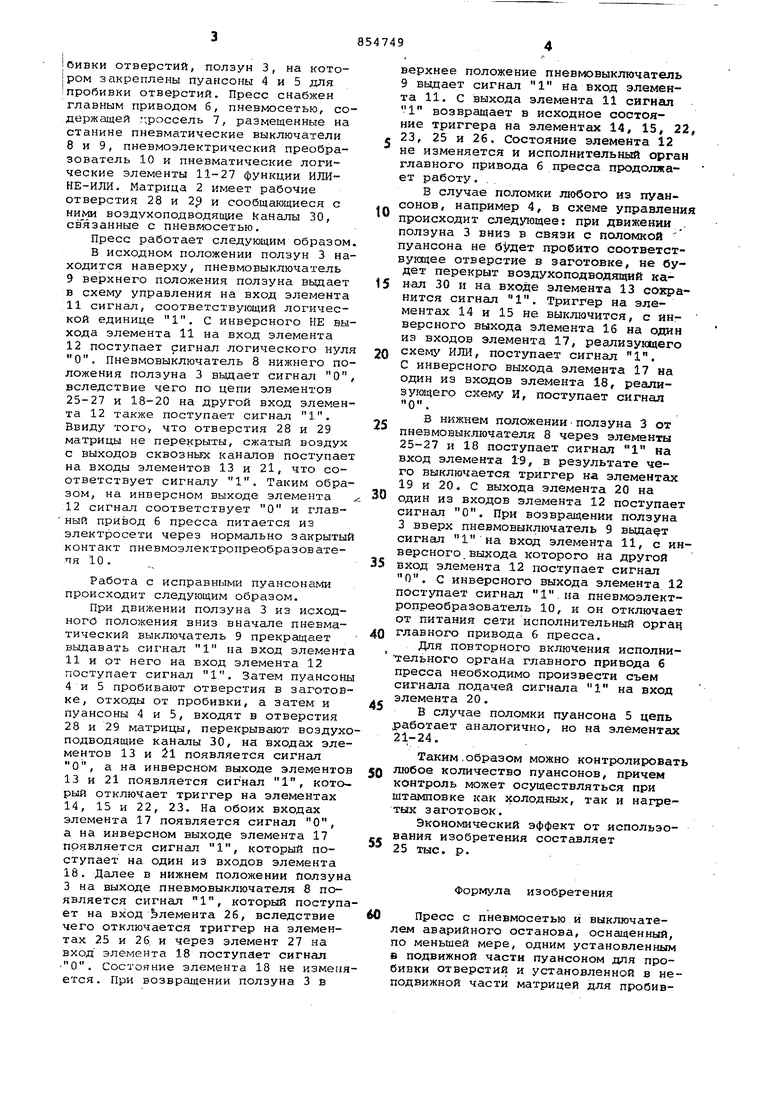
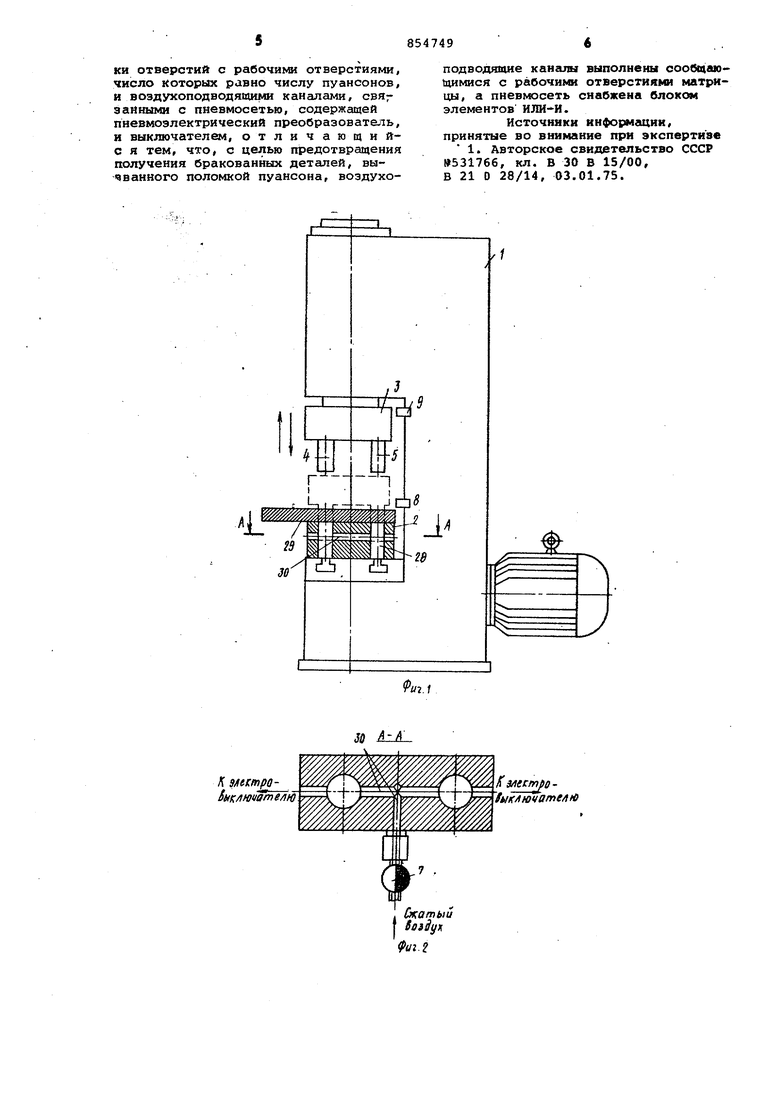
На фиг. 1 изображен пресс, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема пневмосети пресса.
Пресс содержит станину 1, на которой зг1креплена матрица 2 для просивки отверстий, ползун 3, на котоjpOM закреплены пуансоны 4 и 5 для пробивки отверстий. Пресс снабжен главным приводом 6, пневмосетью, содержащей г,россель 7, размещенные на станине пневматические выключатели 8и 9, пневмоэлектрический преобразователь 10 и пневматические логические элементы 11-27 функции ИЛИНЕ-ИЛИ. Матрица 2 имеет рабочие отверстия 28 и 2 и сообщающиеся с НИЛО1 воздухоподводящие Каналы 30, связанные с пневмосетью. Пресс работает следующим образом В исходном положении ползун 3 на ходится наверху, пневмовыключатель 9верхнего положения ползуна выдает в схему управления на вход элемента 11сигнал, соответствующий логической единице 1. С инверсного НЕ вы хода элемента 11 на вход элемента 12поступает сигнал логического нул О, Пневмовыключатель 8 нижнего по ложения ползуна 3 выдает сигнал О вследствие чего по цепи элементов 25-27 и 18-20 на другой вход элемен та 12 также поступает сигнал 1. Ввиду того что отверстия 28 и 29 матрицы не перекрыты, сжатый воздух С выходов сквозных каналов поступае на входы элементов 13 и 21, что соответствует сигналу 1. Таким обра зом, на инверсном выходе элемента 12сигнал соответствует О и главный привод 6 пресса питается из электросети через нормально закрыты контакт пневмоэлектропреобразователя 10. Работа с исправными пуансонгьми происходит следующим образом. При движении ползуна 3 из исходного положения вниз вначале пневматический выключатель 9 прекршдает выдавать сигнал 1 на вход элемент 11 и от него на вход элемента 12 поступает сигнал 1. Затем пуансон 4 и 5 пробивают отверстия в заготов ке, отходы от пробивки, а затем: и пуансоны 4 и 5, входят в отверстия 28 и 29 матрицы, перекрывают воздух подводящие каналы 30, на входах эле ментов 13 и 21 появляется сигнал О, а на инверсном выходе элементо 13и 21 появляется сигнал 1, кото рый отключает триггер на элементах 14, 15 и 22, 23. На обоих входах элемента 17 появляется сигнал О, а на инверсном выходе элемента 17 который попоявляется сигнал
ступает на один из входов элемента 18. Далее в нижнем положении ползуна 3 на выходе пневмовыключателя 8 покоторый поступаявляется сигнал
ет на вход Элемента 26, вследствие чего отключается триггер на элементах 25 и 26 и через элемент 27 на вход элемента 18 поступает сигнал . Состояние элемента 18 не изменяется. При возвращении ползуна 3 в
Формула изобретения
Пресс с пневмосетью и выключателем аварийного останова, оснащенный, по меньшей мере, одним установленным в подвижной части пуансоном для пробивки отверстий и установленной в неподвижной части матрицей для пробивверхнее положение пиевмовыключатепь 9 выдает сигнал 1 на вход элемена 11. С выхода элемента 11 сигнал 1 возвращает в исходное состояние триггера на элементах 14, 15, 22, 23, 25 и 26. Состояние элемента 12 не изменяется и исполнитвльньй орган главного привода 6 пресса продолжает работу. В случае поломки любого из пуансонов, например 4, в схеме управления происходит следующее: при движении . ползуна 3 вниз в связи с поломкой уансона не будет пробито соответствующее отверстие в заготовке, не будет перекрыт воздухоподводящий канал 30 и на входе элемента 13 сохранится сигнал 1. Триггер на элементах 14 и 15 не выключится, с инверсного выхода элемента 16 на один из входов элемента 17, реализующего схему ИЛИ, поступает сигнал 1. С инверсного выхода элемента 17 на один из входов элемента 18, реализую1 дего схему И, поступает сигнал О. в нижнем положенииползуна 3 от пневмовыключателя 8 через элементы 25-27 и 18 поступает сигнал 1 на вход элемента 19, в результате чего выключается триггер на элементах 19 и 20. С выхода элемента 20 на один из входов элемента 12 поступает сигнал О. При возвращении ползуна 3 вверх пневмовыключатель 9 выдает сигнал 1 на вход элемента 11, с инверсного, выхода которого на другой вход элемента 12 поступает сигнал О. С инверсного выхода элемента 12 поступает сигнал 1.на пневмоэлектропреобраЗователь 10, и он отключает от питания сети исполнительный орган главного привода 6 пресса. Для повторного включения исполнительного органа главного привода б пресса необходимо произвести съем сигнала подачей сигнала 1 на вход элемента 20. В случае поломки пуансона 5 цепь работает аналогично, но на элементах 21-24. Таким.образом можно контролировать любое количество пуансонов, причем контроль может осуществляться при штамповке как холодных, так и нагретых заготовок. Экономический эффект от использования изобретения составляет 25 тыс. р.
ки отверстий с рабочигш отверстиями, число которых равно числу пуансонов, и воздухоподводящими каналами, свя эанными с пневмосетью, содержащей пневмоэлектрический преобразователь, и выключателем, отличающийс я тем, что, с целью предотвраадения получения браковантах деталей, вычванного поломкой пуансона, воэдухоподводяпще каналш выполнены сообщаю1цимися с рабочими отверстиями матрицы, а пневмосеть снабжена блоком элементов ИЛИ-И.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №531766, кл. В 30 В 15/00, В 21 О 28/14, 03,01.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол пресса для чистовой вырубки | 1974 |
|
SU518378A1 |
| Штамп к прессу с пневмосетью и электровыключателем аварийного останова | 1975 |
|
SU531766A1 |
| ЭКСТРУЗИОННЫЙ ВЫДУВНОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235963A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
| ВСЕСОЮЗНАЯ IiiATaiTii0.T?XH[r;E^llf | 1972 |
|
SU323171A1 |
| УСТРОЙСТВО для СЧЕТА ИЗДЕЛИЙ НА КУЗНЕЧНО-ПРЕССОВОМ ОБОРУДОВАНИИ | 1967 |
|
SU193182A1 |
| Устройство дозирования корма при контрольном откорме свиней | 1982 |
|
SU1017238A1 |
| Устройство для контроля перфоратора | 1980 |
|
SU941940A1 |
| Линия для непрерывного изготовления обшивок панелей с перфорацией и поперечными периодически повторяющимися гофрами | 1987 |
|
SU1516365A1 |
| Устройство для холодного выдавливания изделий | 1987 |
|
SU1484398A1 |
К тктра- SttK/invarneflfS
