Изобретение касается обработки металлов давлением и относится к прессам эксцентриковым с поворотным столом.
Цель изобретения - повышение надеж- , ности работы путем автоматического управления работой пресса и манипуляторов.
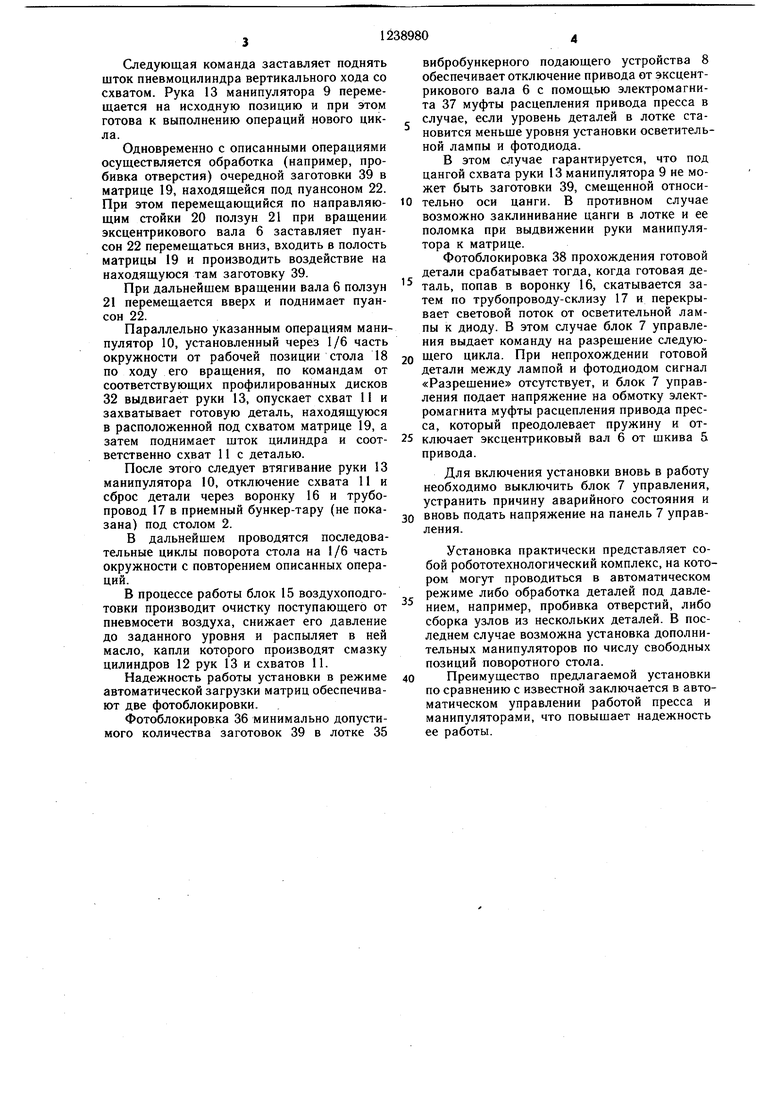
На фиг. 1 показана установка общий вид (в изометрии); на фиг. 2 - пресс, вид сбоку.
Установка содержит станину 1 (фиг. 1), установленную на плите стола 2, под которой смонтирован электродвигатель 3, связанный ременной передачей 4 со шкивом 5, связанным, в свою очередь, с помощью муфты (не показана) -расцепления с эксцентриковым, валом 6. На боковой стенке стола 2 находится блок 7 электрического управления.
На плите стола 2 смонтированы вибробункер 8, пневматические манипуляторы 9 и 10 с пневмоцанговыми схватами 11, установленными на штоках пневмоцилинд- ров 12 горизонтального перемещения рук 13 манипуляторов 9 и 10, связанных с пневмо- панелью 14, имеющей электромагнитные воздухораспределители.
Под плитой стола 2 установлен блок 15 воздухоподготовки. Под рукой 13 манипулятора 10 установлена воронка 16 с трубопроводом-склизом 17 для приема готовых деталей (не показаны) и транспортирования их в приемный бункер (не показан) под плитой стола 2.
На станине 1 установлены поворотный стол 18 с размещенными на нем шестью матрицами 19, стойка 20 с ползуном 21, на котором закреплен пуансон 22, и эксцентриковым валом 6, с которым связан через коническую зубчатую пару 23 вертикальный вал 24, передающий движение через цилиндрическую зубчатую пару 25 профилированному диску 26, имеющему ролик 27 воздействующий при повороте диска 26 на подпружиненный фиксатор 28, входящий в гнездо на делительном диске 29 стола 18, рычаг 30 с укрепленным на его конце роликом 31.
На валу 24 размещены составные профилированные диски 32, фиксируемые в заданном положении один относительно другого винтами 33. С дисками 32 контактируют ролики толкателей смонтированного на основании пресса, блока выключателей 34, электрически связанных через блок 7 управления с электромагнитными воздухораспределителями пневмопанели 14.
Вибробункер 8 (фиг. 1) имеет установленную на лотке 35 фотоблокировку 36, содержащую осветительную лампу и фотодиод, (не показаны), связанные через блок 7 управления с электромагнитом 37 подпружиненной муфты расцепления привода пресса.
На воронке 16, принимающей готовые детали, смонтирована фотоблокировка 38, также содержащая осветительную лампу и фотодиод (не показаны), связанные через панель 7 управления с электромагнитом 37 муфты расцепления привода пресса. Установка работает следующим образом. Заготовки 39 засыпают в чащу вибробункера 8.
К блоку 15 воздухоподготовки подают (не показана) воздух от пневмосети. С помощью блока 7 управления подключают
О электрическое питание и включают в работу вибробункер 8, который подает заготовки 39 в ориентированном положении через лоток 35 под схват 11 манипулятора 9.
Включают вращение электродвигателя 3.
5 Через ременную передачу 4, шкив 5 и муфту расцепления он вращает эксцентриковый вал 6, который через коническую пару 23, вал 24 и цилиндрическую пару 25 передает вращение профилированному диску 26. с роликом 27. Последний поднимает
0 подпружиненный фиксатор 28, после чего рычаг 30 с укрепленным на его конце роликом 31 поворачивает делительный диск 29 на 1/6 часть окружности.
С началом вращения вала 24 установленные на нем с помощью винтов 33 профилированные диски 32 воздействуют на толкатели электрических выключателей 34, которые соответственно включают или выключают связанные с ними через блок 7 управления электромагнитные воздухораспредеQ лители пневмопанели 14.
Подается питание на электромагнит воздухораспределителя управления ходом вниз пневмоцилиндра (не показан) вертикального хода манипулятора 9. Его шток перемещает цангу схвата 11 вниз и вводит ее
внутрь заготовки 39. После этого включается воздухораспределитель подачи воздуха в пневмоцилиндр схвата П. В результате чего шток перемещается и разжимает цангу, которая захватывает заготовку 39 по ее внутренней цилиндрической поверхности.
При дальнейшем вращении вала 24 следующий диск 32 заставляет сработать воздухораспределитель, подающий воздух в пневмоцилиндр вертикального хода на подъем. Взятая схватом заготовка 39 извлег кается из лотка 35 вверх. На ее место поступает следующая заготовка 39.
Следующий по циклу работы диск 32 включает воздухораспределитель подачи воздуха к пневмоцилиндру 12 горизонтального хода руки 13 манипулятора 9. Заготовка 39 перемещается к матрице 19, расположенной напротив манипулятора 9 на позиции его разгрузки.
Затем, аналогично описанному, подается команда на движение щтока цилиндра вертикального хода манипулятора 9 вниз. Заго5 товка 39 опускается в матрицу 19.
Команда от следующего диска 32 заставляет цанговый схват освободить заготовку 39.
Следующая команда заставляет поднять шток пневмоцилнндра вертикального хода со схватом. Рука 13 манипулятора 9 перемещается на исходную позицию и при этом готова к выполнению операций нового цикла.
Одновременно с описанными операциями осуществляется обработка (например, пробивка отверстия) очередной заготовки 39 в матрице 19, находящейся под пуансоном 22. При этом перемещающийся по направляющим стойки 20 ползун 21 при вращении эксцентрикового вала 6 заставляет пуансон 22 перемещаться вниз, входить в полость матрицы 19 и производить воздействие на находящуюся там заготовку 39.
При дальнейщем вращении вала б ползун 21 перемещается вверх и поднимает пуансон 22.
Параллельно указанным операциям манипулятор 10, установленный через 1/6 часть окружности от рабочей позиции стола 18 по ходу его вращения, по командам от соответствующих профилированных дисков 32 выдвигает руки 13, опускает схват 11 и захватывает готовую деталь, находящуюся в расположенной под схватом матрице 19, а затем поднимает шток цилиндра и соответственно схват 11 с деталью.
После этого следует втягивание руки 13 манипулятора 10, отключение схвата 11 и сброс детали через воронку 16 и трубопровод 17 в приемный бункер-тару (не показана) под столом 2.
В дальнейщем проводятся последовательные циклы поворота стола на 1/6 часть окружности с повторением описанных операций.
В процессе работы блок 15 воздухоподготовки производит очистку поступающего от пневмосети воздуха, снижает его давление до заданного уровня и распыляет в ней масло, капли которого производят смазку цилиндров 12 рук 13 и схватов 11.
Надежность работы установки в режиме автоматической загрузки матриц обеспечивают две фотоблокировки.
Фотоблокировка 36 минимально допустимого количества заготовок 39 в лотке 35
вибробункерного подающего устройства 8 обеспечивает отключение привода от эксцентрикового вала 6 с помощью электромагнита 37 муфты расцепления привода пресса в случае, если уровень деталей в лотке становится меньще уровня установки осветительной лампы и фотодиода.
В этом случае гарантируется, что под цангой схвата руки 13 манипулятора 9 не может быть заготовки 39, смещенной относи0 тельно оси цанги. В противном случае возможно заклинивание цанги в лотке и ее поломка при выдвижении руки манипулятора к матрице.
Фотоблокировка 38 прохождения готовой детали срабатывает тогда, когда готовая де таль, попав в воронку 16, скатывается затем по трубопроводу-склизу 17 и перекрывает световой поток от осветительной лампы к диоду. В этом случае блок 7 управления выдает команду на разрещение следую0 щего цикла. При непрохождении готовой детали между лампой и фотодиодом сигнал «Разрещение отсутствует, и блок 7 управления подает напряжение на обмотку электромагнита муфты расцепления привода пресса, который преодолевает пружину и от5 ключает эксцентриковый вал 6 от шкива 5 привода.
Для включения установки вновь в работу необходимо выключить блок 7 управления, устранить причину аварийного состояния и 0 вновь подать напряжение на панель 7 управления.
Установка практически представляет собой робототехнологический комплекс, на котором могут проводиться в автоматическом режиме либо обработка деталей под давлением, например, пробивка отверстий, либо сборка узлов из нескольких деталей. В последнем случае возможна установка дополнительных манипуляторов по числу свободных позиций поворотного стола. Преимущество предлагаемой установки по сравнению с известной заключается в автоматическом управлении работой пресса и манипуляторами, что повышает надежность ее работы.
22--if
18
rti
/ 29
28 27 26 30 3/ Z5 Фиг. 2
34
32
33
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Стенд для навинчивания круглой гайки на цилиндрический вентиль велокамеры пневматических шин | 1985 |
|
SU1298096A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Устройство для управления робототизированным комплексом | 1985 |
|
SU1278203A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для контроля,сортировки и подбора пар радиоэлементов | 1986 |
|
SU1466035A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| Робототехнический комплекс для изготовления деталей из листовых заготовок | 1987 |
|
SU1600894A1 |

| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
