Изобретение относится к производству строительных материалов, в частности к производству трехслойных панелей с утеплителем для ограждения
конструкций зданий и сооружений, и может быть использовано для изготовления металлических обшивок этих панелей как законченных элементов конструкций
панелей без их дополнительной механической обработки.
Целью изобретения является снижение массы механического оборудования, повышение качества обшивок и уменьшение трудоемкости fix изготовления в непрерывном процессе соосного наложения на исходную полосу поперечных гофров и перфорационных отверстий.
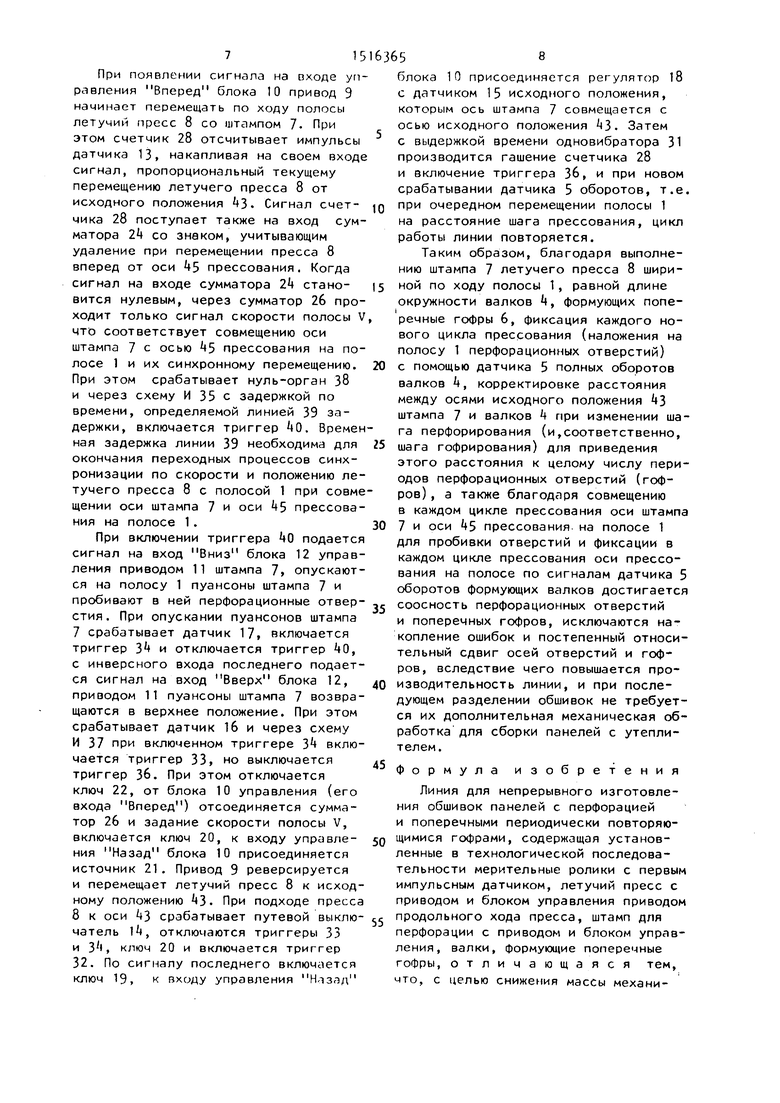
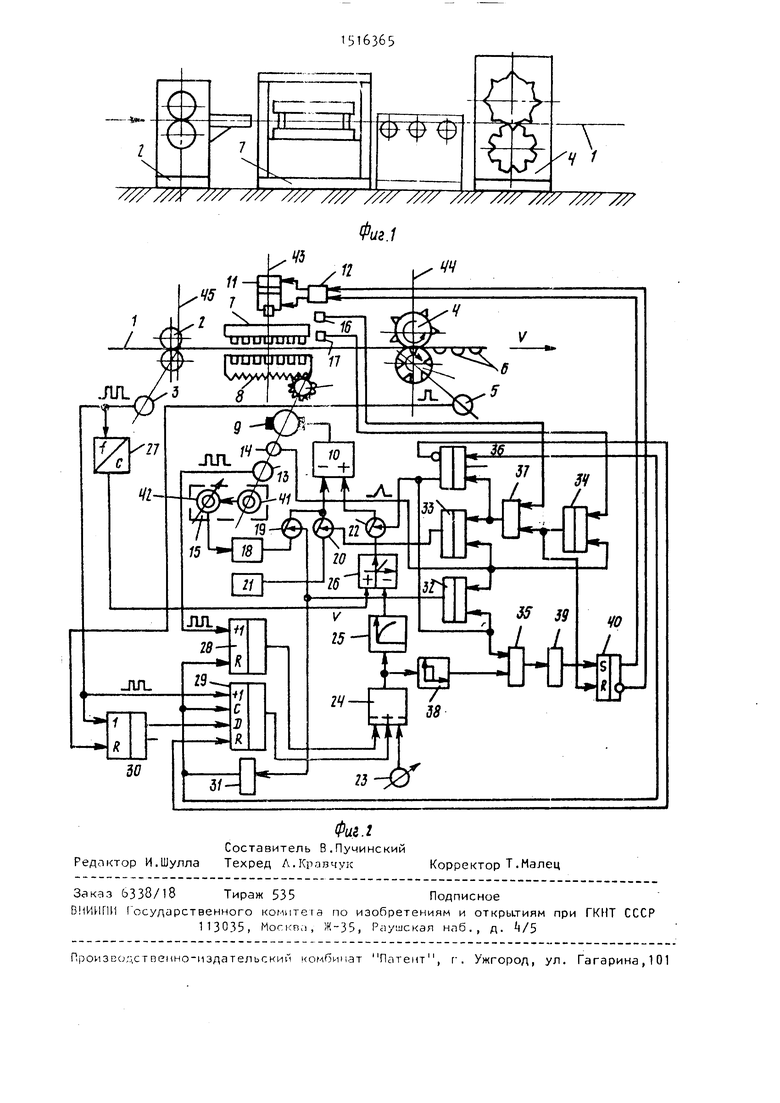
На фиг.1 приведена технологическая установка; на фиг.2 - функциональная схема предлагаемой линии.
Линия содержит исходную металлическую полосу 1, мерительные ролики 2, первый импульсный датчик 3, валки 4, датчик 5 оборотов, формующие в полосе 1 поперечные периодически повторяющиеся гофры 6, штамп 7 с матрицами и пуансонами, летучий пресс 8 с приводо 9 продольного хода с блоком 10 управления, привод 11 штампа 7 с блоком 12 управления, второй импульсный датчик 13,путевой выключатель , датчик 15 исходного положения, датчики контроля верхнего 1б и нижнего 17 положений штампа 7, регулятор 18 исходного положения, управляемые ключи 19 и 20, источник 21 постоянного сигнала Назад, управляемый ключ 22, задатчик 23 шага прессования, сумматор 2k, параболический преобразователь 25, сумматор 26 с однополярным выходом, преобразователь 27 частота-код, счетчики 28 - 30, одновибратор 31 с за- держкой, триггеры 32 - З , схему И 35, триггер 36, схему И 37, нуль- орган 38, линию 39 задержки, ,триггер 40, датчик 15 исходного положения состоит из последовательно соединен- ных сельсин-датчика 1 и сельсин- трансформатора 42. Исходное положение оси штампа 7 летучего пресса 8 обозначено числом +3) оси формующих валков Ц - числом , оси прессования на полосе 1 - числом 5, при этом к приводу 9 пристроены импульсный датчик 13, путевой выключатель 1 и датчик 15 исходного положения, который через регулятор 18 исходного положе- ния и управляемый ключ 19 подключен к входу Назад блока 10 управления. К этому же входу присоединен через управляемый ключ 20 источник 21 постоянного сигнала Назад. К входу Вперед блока 10 управления присоединены через управляемый ключ 22 последовательно соединенные задатчнк 23 шага прессования, сумматор 2А,
параболический преобразователь 23, сумматор 26 с однополярным выходом. К пторому входу последнего присоединен импульсный датчик 3 через преобразователь 27 частота-код. К второму и третьему входам сумматора 2 присоединены соответственно выходы счетчиков 28 и 29, счетные входы которых присоединены к импульсным датчикам 13 и 3 соответственно.
К информационному входу счетчика 29 присоединен выход счетчика 30. Вход гашения счетчика 30 присоединен к датчику 5 оборотов формующих валков , вход гашения счетчика 29 - к инверсному выходу триггера 36. Выход гашения счетчика 28 и управляющий вход счетчика 29 присоединены к одно- вибратору 31 с задержкой. Счетный вход счетчика 31 с задержкой вместе с входом управления ключа 19 присоединен к выходу триггера 32, выход пуска этого триггера вместе с входами гашения триггеров 33 и 3 присоединен к путевому выключателю 14. Вход гашения триггера 32 вместе с входом управления ключа 22 и первым входом схемы И 35 присоединен к выходу триггера 36 Вход пуска последнего присоединен также к выходу одновибратора 31 с задержкой, а вход гашения вместе с входом пуска триггера 33 к выходу схемы И 37. Выход триггера 33 присоединен к входу управления ключа 20. Второй вход схемы И 35 присоединен к выходу сумматора 24 через нуль-орган 38, а выход схемы И 35 присоединен через линию 39 задержки к входу пуска триггера 40. Вход гашения последнего вместе с первым входом схемы И 37 присоединен к выходу триггера 34. Второй вход схемы И 37 присоединен к датчику 16 верхнего положения пуансонов штампа 7 летучего пресса 8, а вход пуска триггера 34 - к датчику 17 нижнего положения пуансонов штампа 7. Прямой и инверсный выходы триггера 40 присоединены соответственно к входам управления Вниз и Вверх блока 12 управления приводом 11 штампа 7.
Линия работает следующим образом.
Исходное положение 43 летучего пресса 8 устанавливается при включенном ключе 19 присоединением к входу Назад блока 10 регулятора 18 с датчиком 15, ВВОДЯЩИМ сигнал обратной связи по положению летучего пресса 8, отличный от нуля при отклонении от
51
исходного положения 3. Для достижения соосности отверстий и гофров необходимым условием является выбор исходного положения оси штампа 7 летучего пресса 8 так, чтобы в расстояние между осями штампа 7 летучего пресса 8 в его исходном положении 4} и осью 4 формующих валков 4 укладывлось целое число периодов перфораци- онных отверстий (гофров).
Поэтому для возможности корректировки исходного положения пресса 8 относительно оси 4 формующих валков Ц при изменении шага перфорационных отверстий и, соответственно, поперечных гофров применяется сельсин-трансформатор 42 датчика 15 исходного положения. Поворотом сельсин-трансформатора Ц2 можно изменить положение сельсин-датчика 41 и, соответственно оси исходного положения 43, при котором выходной сигнал датчика 15 становится нулевым.
По мере продвижения полосы 1 со скоростью V вращающимися валками k, формующими поперечные гофры 6, при каждом полном обороте валков 4 срабатывает датчик 5 оборотов. По сигналу последнего производится гашение счет чика 30, после чего он начинает новы цикл отсчета импульсов датчика 3 мерительных роликов 2, характеризующих продвижение полосы 1. Цикл работы счетчика 30 соответствует циклу одного оборота формующих валков и одновременно циклу продвижения полосы 1 на один период прессования, т.е. на расстояние, соответствующее перемещению Очередной оси 43 прессования до исходного положения 43 оси штампа 7 летучего пресса 8. Циклическая работа счетчика 30 синхронно с циклом вращения формующих валов 4 позволяет исключить накопление ошибок в измерении перемещения полосы 1 из-за возможных проскальзываний мерительных роликов 2
В момент включения ключа 22 триггером 36 по сигналу одновибратора 31 информация (код числа), накопленная счетчиком 30, записывается в счетчик 29, У которого при этом снимается сигнал гашения и разрешается отсчет импульсов датчика 3. Благодаря этому счетчик 29 на своем выходе формирует код числа, текущее значение которого характеризует передвижение очередной оси 45 прессования до совмещения с нею в пространстве оси штампа 7 и
15
20
25
ЗО jj
35
40
0
5
производства операции прессования (перфорирования) полосы 1 прессом 8.
С увеличением кода числа на выходе счетчика 29 уменьшается код числа на выходе сумматора 2, так как коды чисел задатчика 23 шага прессования и счетчика 29 на выходе сумматора вычитаются. Уменьшение числа на выходе сумматора соответствует приближению оси 46 прессования на полосе 1 (оси поля отверстия от штампа 7 в полосе 1) к исходному положению 43 оси штампа 7 летучего пресса 8. Ширина штампа 7 по ходу полосы равна длине окружности валков 4, а также расстоянию между последовательно расположенными осями 43 прессования на полосе 1 или шагу прессования и задается за- датчиком 23. Положение каждой оси 43 прессования на полосе 1 относительно исходного положения 43 оси штампа 7 летучего пресса 8 фиксируется в каждом цикле сигналом датчика 3 оборотов, гасящим счетчик 30. Если в момент пробивки отверстий по ходу полосы 1 ось штампа 7 совпадает с очередной осью прессования 43 на полосе 1, то обеспечивается соосность перфорационных отверстий и поперечных гофров.
Пока сигнал на выходе сумматора 2Ц, скорректированный для оптимизации момента включения летучего пресса 8 параболическим преобразователем 23, превышает сигнал обратного знака преобразователя 27 частота-код, пропорциональный скорости V полосы 1 на входе сумматора 26 с однополярным выходом, выходной сигнал последнего нулевой. Когда очередная ось 3 прессования на Полосе 1 приблизится к оси код счетчика 29 увеличится настолько или так, что выходной сигнал сумматора и, соответственно, параболического преобразователя 25 станет меньше сигнала скорости V на входе сумматора 26, появляется сигнал на выходе последнего и входе Вперед блока 10 при включенном ключе 22. Последний включается триггером 36 с задержкой по времени, определяемой одновибрато- ром 31 после включения ключа 19, т.е. после устойчивого положения летучего пресса 8 в исходное положение 43. Одновременно с включением триггера 36 и ключа 22 выключается триггер 32 и ключ 19.
При появлении сигнала на оходе управления Вперед блока 10 привод 9 начинает перемещать по ходу полосы летучий пресс 8 со штампом 7. При этом счетчик 28 отсчитывает импульсы датчика 13, накапливая на своем входе сигнал, пропорциональный текущему перемещению летучего пресса 8 от исходного положения 3 Сигнал счет- чика 28 поступает также на вход сумматора 2 со знаком, учитывающим удаление при перемещении пресса 8 вперед от оси +5 прессования. Когда сигнал на входе сумматора 2k стано- вится нулевым, через сумматор 2б проходит только сигнал скорости полосы V что соответствует совмещению оси штампа 7 с осью 5 прессования на полосе 1 и их синхронному перемещению. При этом срабатывает нуль-орган 38 и через схему И 35 с задержкой по времени, определяемой линией 39 задержки, включается триггер lO. Временная задержка линии 39 необходима для окончания переходных процессов синхронизации по скорости и положению летучего пресса 8 с полосой 1 при совмещении оси штампа 7 и оси kS прессования на полосе 1.
При включении триггера подается сигнал на вход Вниз блока 12 управления приводом 11 штампа 7, опускаются на полосу 1 пуансоны штампа 7 и пробивают в ней перфорационные отверстия. При опускании пуансонов штампа 7 срабатывает датчик 17, включается триггер и отключается триггер 0, с инверсного входа последнего подает
ся сигнал на вход Вверх блока 12, приводом 11 пуансоны штампа 7 возвращаются в верхнее положение. При этом срабатывает датчик 16 и через схему И 37 при включенном триггере 3 включается триггер 33, но выключается триггер 36. При этом отключается ключ 22, от блока 10 управления (его входа Вперед) отсоединяется сумматор 26 и задание скорости полосы V, включается ключ 20, к входу управления Назад блока 10 присоединяется источник 21. Привод 9 реверсируется и перемещает летучий пресс В к исходному положению АЗ. При подходе пресса
0 5
0
5
0
5
блока 10 присоединяется регулятор 18 с датчиком 15 исходного положения, которым ось штампа 7 совмещается с осью исходного положения 3. Затем с выдержкой времени одновибратора 31 производится гашение счетчика 28 и включение триггера 36, и при новом срабатывании датчика 5 оборотов, т.е. при очередном перемещении полосы 1 на расстояние шага прессования, цикл работы линии повторяется.
Таким образом, благодаря выполнению штампа 7 летучего пресса 8 шириной по ходу полосы 1, равной длине
окружности валков 4, формующих попе- I,
речные гофры 6, фиксация каждого нового цикла прессования (наложения на полосу 1 перфорационных отверстий) с помощью датчика 5 полных оборотов валков А, корректировке расстояния между осями исходного положения 3 штампа 7 и валков при изменении шага перфорирования (и,соответственно, шага гофрирования) для приведения этого расстояния к целому числу периодов перфорационных отверстий (гофров) , а также благодаря совмещению в каждом цикле прессования оси штампа 7 и оси прессования на полосе 1 для пробивки отверстий и фиксации в каждом цикле прессования оси прессования на полосе по сигналам датчика 5 оборотов формующих валков достигается соосность перфорационных отверстий и поперечных гофров, исключаются накопление ошибок и постепенный относительный сдвиг осей отверстий и гофров, вследствие чего повышается производительность линии, и при последующем разделении обшивок не требуется их дополнительная механическая обработка для сборки панелей с утеплителем.
и 3
Формула изобретения
Линия для непрерывного изготовления обшивок панелей с перфорацией и поперечными периодически повторяю- Q щимися гофрами, содержащая установленные в технологической последовательности мерительные ролики с первым импульсным датчиком, летучий пресс с приводом и блоком управления приводом
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления линией для непрерывного изготовления обшивок панелей с перфорацией и поперечными, периодически повторяющимися гофрами | 1989 |
|
SU1646883A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Формовочный стан для производства гофрированных полос | 1988 |
|
SU1516174A1 |
| Система управления агрегатом производства трехслойных панелей | 1985 |
|
SU1398940A1 |
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Система управления валковой подачей | 1981 |
|
SU1044377A1 |
| Устройство для управления летучей пилой | 1985 |
|
SU1252079A1 |
Изобретение относится к производству строительных материалов, в частности к производству трехслойных панелей с утеплителем для ограждения конструкций зданий и сооружений, и может быть использовано для изготовления металлических обшивок этих панелей без их дополнительной механической обработки. Цель изобретения - снижение массы механического оборудования, повышение качества обшивок и уменьшение трудоемкости их изготовления в непрерывном процессе соосного наложения на исходную полосу поперечных гофров и перфорационных отверстий. Линия снабжена пристроенными к приводу продольного хода летучего пресса импульсным датчиком, датчиком исходного положения, путевым выключателем, пристроенным к валку, формующему гофры, датчиком оборотов, датчиками верхнего и нижнего положений штампа летучего пресса, счетчиками, управляемыми ключами, регулятором исходного положения, источником сигнала "Назад", задатчиком шага прессования, сумматорами, преобразователем "Частота-код", триггерами, схемами И, нуль-органом, линией задержки и одновибратором с задержкой. Благодаря такому выполнению линий, позволяющему фиксировать каждый новый цикл прессования, корректировать расстояния между осями исходного положения штампа и формующих валков при изменении шага перфорирования и шага гофрирования для приведения этого расстояния к целому числу периодов, достигается соосность перфорационных отверстий с поперечными гофрами. Исключается накопление ошибок и постепенный относительный сдвиг осей отверстий и гофров. Вследствие этого повышается производительность линии и при разделении обшивок не требуется их дополнительная механическая обработка. 2 ил.
8 к оси 3 срабатывает путевой выклю- 55продольного хода пресса, штамп для
чатель И, отключаются триггеры 33перфорации с приводом и блоком управи 3 t, ключ 20 и включается триггерления, валки, формующие поперечные
ключ 19, к входу управления Н-лзад что, с целью снижения массы механи 1516365
ческого оборудования, повышения качества обшивок и уменьшения трудоемкости их изготовления, линия содержит второй импульсный датчик, датчик ис- , ходного положения, путевой выключатель, датчик оборотов, датчики верхнего и нижнего положений штампа летучего пресса, первый, второй и третий счетчики, регулятор исходного положе- ю ния, первый, второй и третий управляющие ключи, источник постоянного сигнала Назад, задатчик шага прессования, сумматор, параболический преобразователь, сумматор с однопо- 15 лярным выходом, преобразователь частота-код, одновибратор с задержкой, первый, второй, третий, четвертый и пятый триггеры, нуль-орган, первую и вторую схему И, линию задержки, 20 причем второй импульсный датчик, датчик исходного положения, путевой выключатель пристроены совместно с приводом продольного хода летучего
10
и второму импульсным датчикам, к и формационному входу второго счетчи присоединен выход третьего счетчик сброс третьего счетчика присоедине к датчику оборотов формующих валко сбрбс второго счетчика подключен к инверсному выходу третьего триггера сброс первого счетчика и управляющи вход второго счетчика присоединены к одновибратору с задержкой, счетны вход третьего счетчика присоединен к первому импульсному датчику, вход одновибратора с задержкой вместе с входом управления первого ключа присоединен к выходу первого тригге ра, вход пуска которого вместе с вх дами сброса второго и четвертого тр геров присоединен к путевому выключ телю, вход сброса первого триггера вместе с входом управления третьего ключа и первым входом первой схемы присоединен к выходу третьего тригг ра, вход пуска которого присоединен
пресса, датчик оборотов пристроен сов- также к выходу одновибратора с задержкой, вход сброса вместе с входо пуска второго триггера подключен к выходу второй схемы И, выход второг триггера присоединен к входу управл
местно с формующим гофры валком,датчик исходного положения через регулятор исходного положения и первый управляемый ключ подключен к входу Назад блока управления приводом продольного хода летучего пресса, к этому же входу присоединен через второй управляемый ключ источник постоянного сигнала Назад, к входу Вперед блока управления присоединены через третий управляемый ключ последовательно соединенные задатчик шага прессования, сумматор, параболический преобразователь, сумматор с однополярным
выходом, к второму входу которого присоединен первый импульсный датчик через преобразователь частота-код, к второму и третьему входам сумматора присоединены соответственно выходы первого и второго счетчиков, счетные входы которых присоединены к первому
5
10
и второму импульсным датчикам, к информационному входу второго счетчика присоединен выход третьего счетчика, сброс третьего счетчика присоединен к датчику оборотов формующих валков, сбрбс второго счетчика подключен к инверсному выходу третьего триггера, сброс первого счетчика и управляющий вход второго счетчика присоединены к одновибратору с задержкой, счетный вход третьего счетчика присоединен к первому импульсному датчику, вход одновибратора с задержкой вместе с входом управления первого ключа присоединен к выходу первого триггера, вход пуска которого вместе с входами сброса второго и четвертого триггеров присоединен к путевому выключателю, вход сброса первого триггера вместе с входом управления третьего ключа и первым входом первой схемы И присоединен к выходу третьего триггера, вход пуска которого присоединен
также к выходу одновибратора с за5
держкой, вход сброса вместе с входом пуска второго триггера подключен к выходу второй схемы И, выход второго триггера присоединен к входу управле0 ния второго ключа, второй вход первой схемы И присоединен к выходу сумматора через нуль-орган, выход первой схемы И присоединен через линию задержки к входу пуска ПЯТОГО триггера, сброс которого вместе с первым входом второй схемы И присоединен к выходу четвертого триггера, второй вход схемы И присоединен к датчику верхнего положения пуансонов штампа летучего
0 пресса, вход пуска четвертого триггера присоединен к датчику нижнего положения пуансонов штампа, прямой .и инверсный выходы пятого триггера присоединены соответственно к входам
5 управления Вниз и Вверх блока управления приводом штампа.
-4.
р55
I
J
/7// ///X //// /////7/7 //// //// //// //// //// //// //// ///
Фаг.1
.Л
| Тришевский И.С | |||
| и др | |||
| Производство гнутых профилей | |||
| Оборудование и технология | |||
| - М.: Металлургия, 1982, с | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
| (S) ЛИНИЯ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ОБШИВОК ПАНЕЛЕЙ С ПЕРФОРАЦИЕЙ И ПОПЕРЕЧНЫМИ ПЕРИОДИЧЕСКИ ПОВТОРЯЮЩИМИСЯ ГОФРАМИ | |||
