(54) СТОЛ ПРЕССА ДЛЯ ЧИСТОВОЙ ВЫРУБКИ
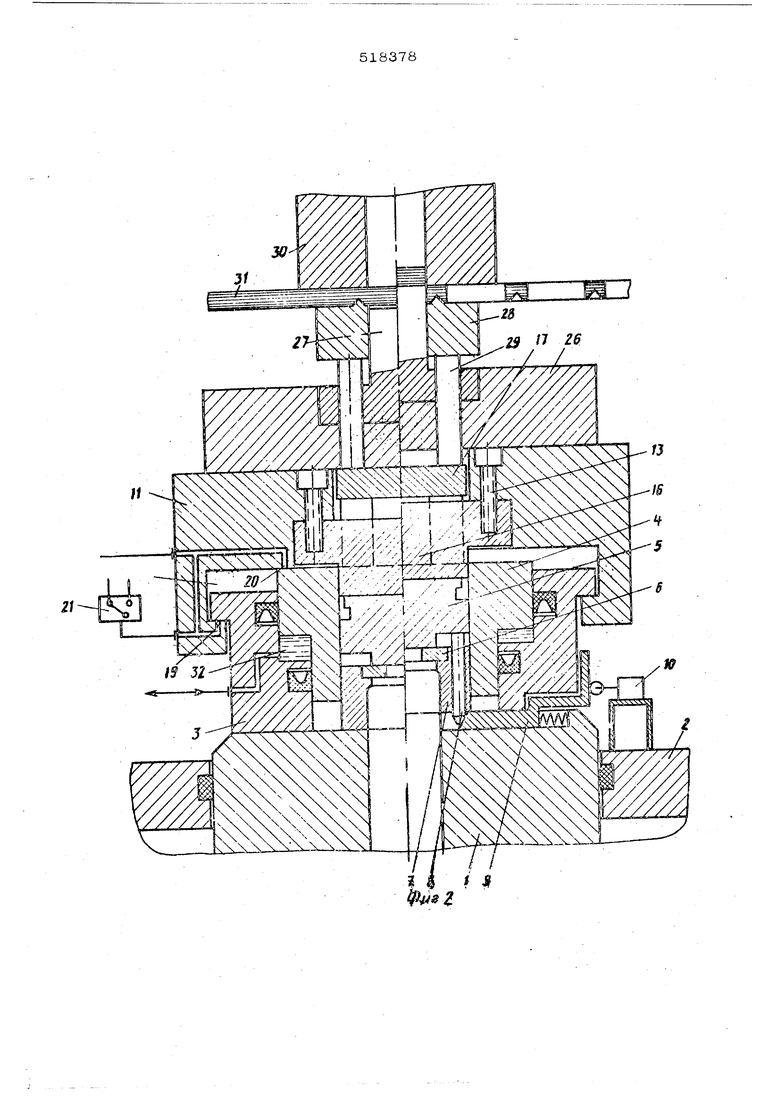
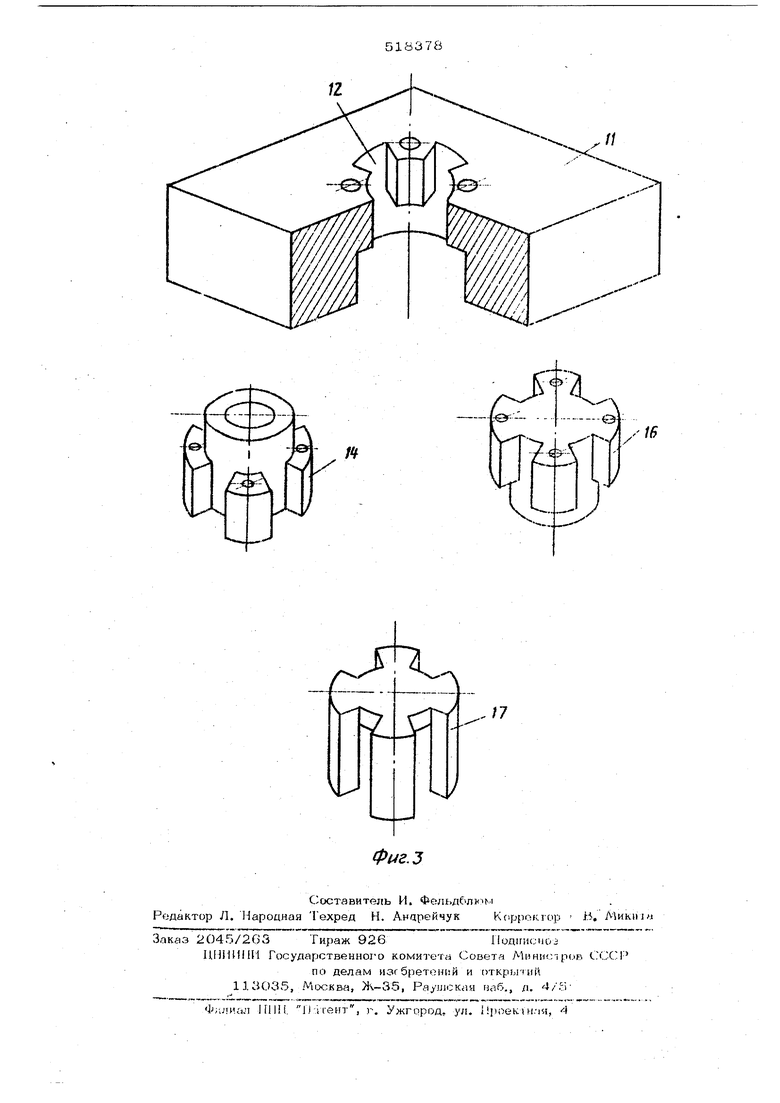
полнен в виде четырех стоек и через пазы фасонного отверстия 12 опирается на верхний торец плунжера 4,
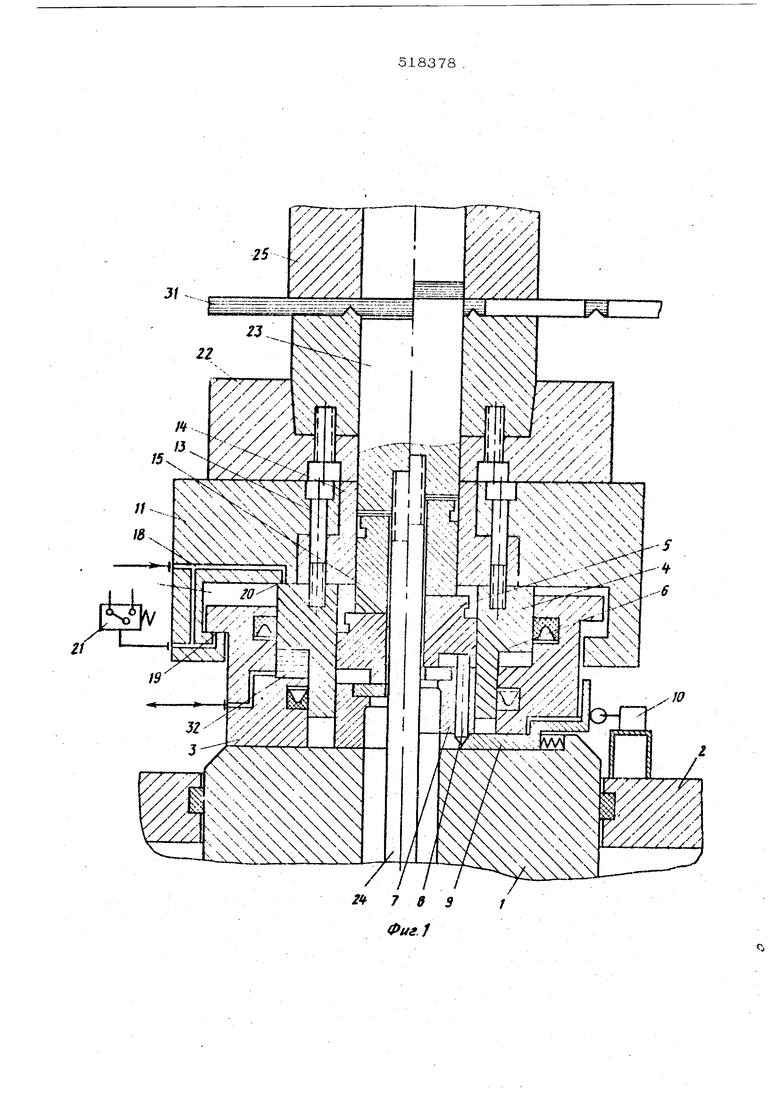
В подштамповой плите 11 имеется соединенный с пневмосетью канал 18, свободный выход воздуха из которого через отверстия 19 и 20 а исходном положениизакры .буртом цилиндра 3 и торцом плунжера 4. Давление воздуха Б к.-ашще контролируется пневмоэлектрическим преобразователем 21. При работе с подвижным пуансоном (пуансон перемешается относительно нижней плиты штампа). На подштамповую плиту 11 устанавливается нижняя часть штампа 22, а на проставку 15 пуансон 23, который крепится к ползуну шпильками 24, Матрица 25 крепится к верхней части штампа.
При работе с неподвижным пуансоном (пуансон не гэремешается относительно нижней плиты штампа) на подштамповую плиту 11 устанавливается нижняя часть штампа 26 с закрепленным на ней пуансоном 27.
Для передачи усилия от прижимного .сольца 28 используются штыри 29, .проходящие сквозь нижнюю часть штампа 26 и опирающиеся на проставку 17. Матрица 30 кренится к верхней части штамка.
Стол работает следующим образом.
При штамповке с подвижным пуансоном перед началом вырубки (ползун не доходит до своего верхнего положения на толщину штампуемого материала 31) выходы 19 и 2О воздухопроводяшего канала закрыты,, а с помощью пневмоэлектрического преобразователя 21 фиксируется наличие давления воздуха в канале, -что дает команду на совершение рабочШо хода пресса.
В процессе вырубки нижняя плита 22 штампа, подштамповая плита 11 и плунжер .4 остаются неподвижными. Происходит перемещение ползуна 1 и связанных с ним деталей 3,7,6,5,15 и пуансона 23 относительно плиты 22, чем обеспечивается вырука материала.
В начале процесса вырубки вследствие перемещения цилиндра 3- вместе с ползуном 1 вверх относительно плиты 11 открывается выход 19 канала 18, даапения воздуха в цепи пневмоалектрического преобразователя 21 сбрасывается.
В процессе рабочего хода масло из цолости ..32 сбрасывается в гидросистему пресса, а усилие вырубки при этом на пуансон 23 передается через срезную шайбу 6 предохранителя, разрушение которой фикси- . руется конечным выключателем 10, что вы зывает остановку пресса.
При обратном ходе ползуна масло из гидросистемы пресса поступает в полость 32, происходит съем материала 31 с пуансона 23.
При наличийи в зоне штампа неудаленных деталей или отхода произойдет преждевременное (при недоходе ползуна до верхнего положения на величину двух толщин материала) открытие выхода 19 и c6jpoc давления воздуха, что фиксируется пневмоэлек-.трическим преобразователем и вызывает аварийный останов пресса, предохраняя тем самым штамп от поломки, При штамповке с неподвижным пуансоном усилие вырубки передается от ползуна 1 через детали 5, 6 и 7 предохранителя, на 1шмной фланец 16 на подштамповую плиту 11 и нижнюю плиту штампа 26 с пуансоном 27, а сброс давления воздуха из полости пневмоэлектрического преобразователя осуществляется через выход 2О, что при наличии посторонних предметов в зоне штампа вызовет преждевремегный сброс давления и останов пресса.
Формула изобретения
Стол пресса для чистовой вырубки, содер.жлщий установленное на ползуне пресса
гидравлическое предохранительное устройство от перегрузки штампа, подштамповую плиту, закрепленную на плунжере предохранительного устройства, а также предохранительное устройство от порегрузки пресса,
смонтированное в центральном отверстии плунжера, отли чающийся тем, что, с целью расширения технологических возможностей пресса, он снабжен двумя комплектами сменных деталей с крепежными элементами замкового типа, а в ггоди1тамповой плите выполнено фасонное отверстие замкового типа, при этом один из комплектов размещен между подштампог ой плитой и предохранительным устройством от перегрузки штамп, а другой - между подштамповой плитой и предохранительным устройством от перегрузки пресса.
fff
Л
-е
х/(
/
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс для чистовой вырубки | 1980 |
|
SU899372A1 |
| Вибрационный пресс | 1978 |
|
SU795966A1 |
| Гидравлическое нагружающее устройство для испытания прессов | 1976 |
|
SU664076A1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Пресс для холодного выдавливания | 1963 |
|
SU212064A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
П:
17
