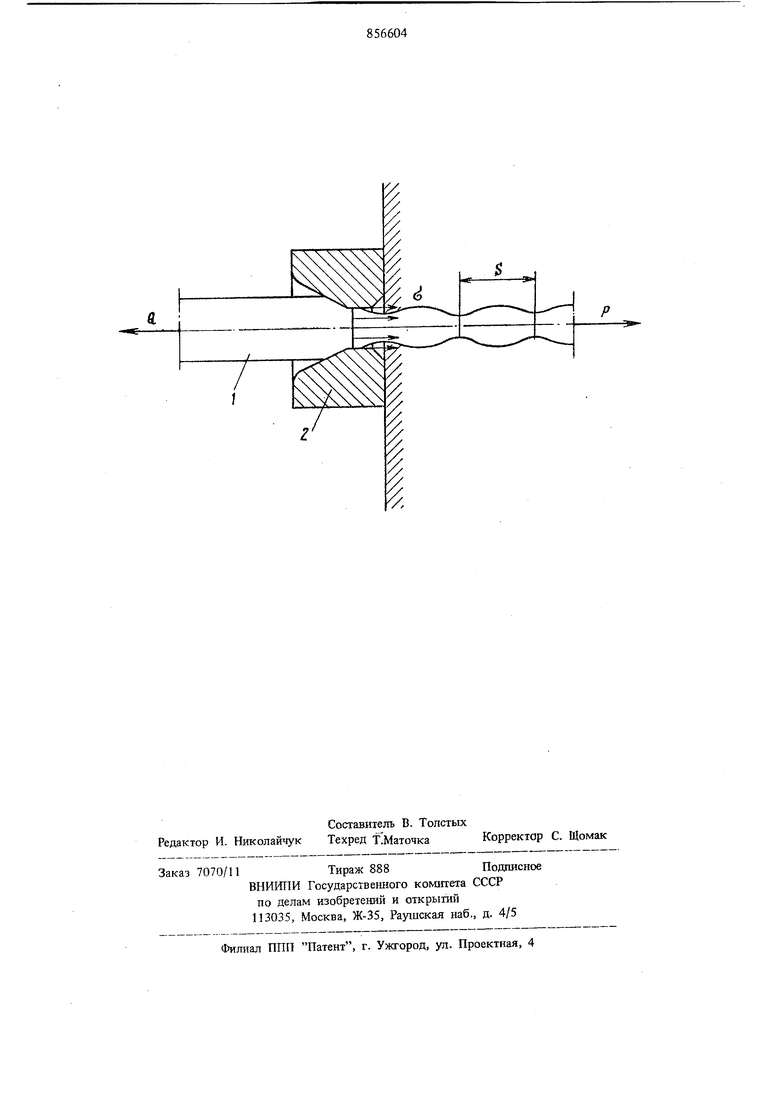
Изобретение относится к обработке металлов давлением, в частности к пр 1эводству профилей периодического сечения. Известен способ получеши полосы периодаческого сечения, включающий профилирование заготовки под действием растягивающих напря жений {1J. Недостатком известного способа является отсутствие вомтожности получения периодического профиля движущейся заготовки, а также слождакть технологии продесса, и недостаточная производительность. Цель изобретения - упрощение технологии и повышение производительности процесса. Поставленная цель достигается тем, «гго согласно способу получения полосы периодического сечения, включающему профилирование заготовки под действием растягивающих напряжений, профилирование заготовки осуществляют в процессе ее волочения через монолитную волоку, периодически повыщая силу волочения до образования на заготовке пластического сужения на выходе из волоки. кроме того, нериодическое повышение силы волочешя осуществляют, прикладывая к заго«овке пупьсярующее протявонатяжение, максимальную Bemmsty которого определяют согласно зависимости п , ДвР-Рйол «Алакс , предел текучести матертала заготовки на выходе из волоки; Ш1оща|о поперечного сечения заготовки в месте пластического сужеиия; сила волочения при отсутствии противоиатяжения; коэффициент противонатяження. На чертеже изображен npoi«ecc образования ластических сужений иа мготовке при ее воочешш. Заготовку 1 протягивают через мсжолитную олоку 2 силон Р, периодически изменяющейя во времени от ио1 в нального значения о максимального значения Р оксПри значении сш1ы волочения, равном (номинальное значение, необходимое для волочения металла), пластического сужения заготовки не происходит. Повышая силу Р сверх указанного номинального значения, можно достичь пластического течения металла на выходе из волоки. Пластическое сужение (шейка) зарождается в заготовке 1 всегда в одном и том же месте - в калибрующей части волоки 2, так как в калибрующей части металл заготовки находится в объемном напряженном состоянии а условие пластичности для металла, пребывающего в ЭТО} части, записывается в виде 1М 5д- |Й 1 где 5 продольное растягиваюпдее напряжение, равное на выходе из волоки напряжению волочения; радиальное оютмагощее напряжение;истинный предел текучести металла. Для металла, вышедшего из калибрующей части волоки, условие пластического течеячя следующее /5/ 5д Таким образом, пластическое тече1ше металла в казтибругощей части волоки происход) при более низких значениях продольного напря жения 6, и зарождение шейки на заготовке всегда происходит в калибрующей части на вы ходе из волоки. Перйодд5ческое повышение силы волочения до Ph.j,,(- осуществляют посредством прикладывания к задп.ему конпу заготовки пульсируютцего противонатяжегшя 9- I В этом случае напряжение волочеьшя составляетР Рногл З (1) Q- -. , f-F сила волочения с противонатяжением;сила волоче 01я при отсутствии протршонатяжения; коэффищтент прот1шонатяжения площадь поперечного сечения заготовки у выхода из волоки Q - сила противонатяжения. Из (1) вшдно, что пульсация проТ1шонатяжения вьгзьшает пульсацию напряжения 5 волочения. В момент, .когда напряжение волочеши достигает предела текучести 5 g , на заготовке у выхода из волоки образуется шейка. Приостановить образование щейки ОЖНО, ослабив противонатяжение Q. Таким бразом, циклически изменяя величину протионатяжения Q от Q О до Q MaKd о достичь периодического пластического сужеия сечения заготовки после выхода из волоки. Максимальное значение противонатяжения можно определить из формулы (1), приQ-gF-PHOM-b Осуществить предлагаемый способ можно ри волочении через две соосные волоки, из коорых первая по ходу волочения вибрирует доль оси, а вторая - неподвижная; пульсирующая сила первой волоки является прот энатяже1шем для второй, неподвижной -волоки. овышая амплитуду колебаний первой волоки, усиливают пульсацию противонатяжения до образования у выхода из второй волоки пластических сужений заготовки. Формула изобретения 1.Способ полз чения полосы периодического сечегшя, включающий профилирование заготовки под действием растягивающих напряжений, отличающийся тем, что, с целью упрощения технологии и повыщения производительности процесса, профилирование заготовки осуществляют в процессе ее волочения через монолитную волоку, периодически повыщая силу волочения до образования на заготовке пластического сужения на выходе из волоки. 2.Способ по п. I, о т л и ч а ю щ и йс я тем, что периодическое повышение силы волочения осуществляют, прикладьшая к заготовке пульсирующее противонатяжение, максимальную веливдну которого определяют согласно зависимости ggF-Puoi -I-b ffg - предел текучести материала заготовки на выходе из волоки; F - площадь поперечного сечения заготовки в месте пластического суже1шя; сила волочения при отсутствии противонатяжения; b - козффициент противопатяжения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 536874, кл. В 21 Н 8/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОЧНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2012 |
|
RU2502573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| Способ производства проволоки | 1984 |
|
SU1243859A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| ПРИВОД ВОЛОЧИЛЬНОГО СТАНА | 2007 |
|
RU2337772C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОУГЛЕРОДИСТОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2310534C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2006 |
|
RU2319559C1 |