Изобретение относится к канатному производству и может быть использовано при изготовлении пластически деформированных канатов.
Известен способ пластического обжатия каната путем протягивания его через две последовательно расположенные волоки (см. авт. св. СССР 369196, D 02 J 3/08).
Недостатком этого способа является низкое качество каната за счет высокой неравномерности деформации в поверхностном слое пряди из-за действия на нее больших сил контактного трения в очаге деформации. В результате этого центральные слои сечения повивочных проволок каната движутся несколько быстрее поверхностного слоя пряди, что приводит к большей неравномерности их деформации не только вдоль канала волоки, но и в радиальных направлениях. Кроме того, неравномерность деформации в поверхностном слое пряди увеличивается с увеличением угла волоки.
Наиболее близким аналогом к заявляемому объекту является способ изготовления проволочного каната, содержащий свивку элементов в канат, волочение каната и его последующую смотку. При этом обжатие каната осуществляют в неприводных валках в системе калибров "круг - стрельчатый квадрат - круг" (см. Никифоров Б. А. и др. Сб. "Стальные канаты", вып. 8. - Киев: Техника, 1971, с. 75-80).
Недостатком известного способа является низкое качество каната за счет высокой неравномерности деформации в поверхностном слое пряди. Это происходит в результате того, что в стрельчатом калибре максимальное обжатие пряди происходит по ее контактной поверхности в середине калибра, а на краевых участках калибра обжатие пряди практически отсутствует. Это приводит к тому, что в середине калибра за счет действия дополнительных продольных напряжений схема трехстороннего сжатия увеличивается, а на краевых участках калибра возникают продольные растягивающие напряжения, что и создает неравномерность деформации.
Технической задачей, на решение которой направлено изобретение, является повышение качества каната путем создания оптимальной равномерности деформации в поверхностном слое каната.
Поставленная задача решается тем, что в известном способе изготовления проволочного каната, включающем свивку элементов в канат, волочение каната и его последующую смотку, согласно изобретению перед волочением осуществляют прокатку каната в системе калибров "круг - круг" в несколько проходов до достижения величины, равной 0,7-0,9 заданной суммарной степени обжатия, причем в первом проходе величину обжатия каната определяют из соотношения
ε1 = (0,4-0,6)εсум,
где ε1 - обжатие в первой клети;
εсум - заданная суммарная степень обжатия,
а в каждом последующем проходе величину обжатия выбирают из условия
где εn - обжатие в n-й клети;
εсум - заданная суммарная степень обжатия;
ε1 - обжатие в первой клети;
n - количество клетей.
Известно осуществление прокатки перед волочением при изготовлении проволоки круглого сечения (см. Перлин И.Л. Теория волочения. - М.: Металлургиздат, 1957, с.8). В известном способе указанная последовательность выполнения операций способа предназначена для уменьшения площади сечения проволоки.
Известна также прокатка в системе калибров "круг - круг" в процессе редуцирования трубной заготовки для уменьшения диаметра последней (см. Коликов А.П. и др. Прокатка и прессование труб из тугоплавких металлов. - М.: Металлургия, 1979, с.232).
В заявляемом способе изготовления проволочного каната вышеуказанные отличительные признаки так же, как и в известных технических решениях, предназначены для уменьшения площади сечения элементов (прядей, проволок) путем их уплотнения.
Однако наравне с известным техническим свойством отличительные признаки в заявляемом способе проявляют новое техническое свойство, заключающееся в создании оптимальной равномерности деформации в поверхностном слое каната в процессе его пластического деформирования. Это обеспечивается тем, что подпирающее действие сил трения в очаге деформации распространяется по всему сечению пряди каната, исключая при этом возникновение зон затрудненной деформации, что и приводит к равномерному распределению деформации по сечению пряди каната. Одновременно с этим создаваемое противонатяжение каната перед волочением дополнительно увеличивает равномерность деформации в процессе волочения за счет уменьшения напряжения трения, которое достигается увеличением растягивающих и уменьшением сжимающих напряжений в очаге деформации. Кроме того, высокая равномерность деформации пряди каната при последующем волочении обеспечивается лучшим контактом ее поверхности с поверхностью деформирующего инструмента за счет увеличения площади их контакта, что способствует лучшему захвату смазки и снижению контактного трения в очаге деформации.
На основании вышеприведенного анализа известных источников информации можно сделать вывод, что для специалиста заявляемый способ изготовления проволочного каната не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентоспособности "изобретательский уровень".
Сущность изобретения поясняется чертежом, где приведена технологическая схема линии изготовления пластически обжатого проволочного каната.
Технологическая линия изготовления пластически обжатого проволочного каната состоит из канатовьющей машины 1, например, сигарного типа, прокатного блока 2, состоящего из нескольких последовательно установленных прокатных клетей с врезанными круглыми калибрами, монолитной волоки 3 и приемного барабана 4 канатовьющей машины 1.
Способ изготовления проволочного каната осуществляется следующим образом.
Предварительно на канатовьющей машине 1 осуществляют свивку элементов (проволок) в канат, который затем подают в прокатный блок 2. Прокатку каната в прокатном блоке 2 осуществляют в системе калибров "круг - круг" в несколько проходов до достижения величины, равной 0,7-0,9 заданной суммарной степени обжатия. Причем в первом проходе величину обжатия каната определяют из соотношения
ε1 = (0,4-0,6)εсум, (1)
где ε1 - обжатие в первой клети;
εсум - заданная суммарная степень обжатия;
а в каждом последующем проходе величину обжатия выбирают из условия
где εn - обжатие в n-й клети;
εсум - заданная суммарная степень обжатия;
ε1 - обжатие в первой клети;
n - количество клетей.
Заявляемые режимы обжатия каната в первом проходе позволяют уплотнить его структуру по сечению за счет ликвидации зазоров в поверхностном слое между повивочными проводками и образования на поверхности повивочных проволок площадки контактной деформации. При этом центральная проволока каната практически не деформируется, а уплотнение структуры сечения пряди каната путем уменьшения зазоров между повивочными проволоками приводит к изменению формы повивочных проволок, которые принимают форму трапеции. Таким образом, на выходе из первой клети канат принимает вид уплотненного каната с увеличенным коэффициентом заполнения сечения каната по сравнению с канатом-заготовкой и со следами пластической деформации на поверхности повивочных проволок. В результате этого площадь контакта поверхности каната с валками круглого калибра в последующих проходах увеличивается, а следовательно, увеличивается и равномерность деформации в поверхностном слое изготавливаемого каната. Таким образом, заявляемый способ позволяет уже в первом проходе за счет увеличения коэффициента заполнения приблизить изготавливаемый канат, состоящий из нескольких элементов, по свойствам к монометаллу, то есть к проволоке однородного сечения, что в последующих проходах, а также при волочении создает условия для дальнейшего увеличения равномерности деформации поверхностного слоя каната.
Во втором, а также последующих проходах заявляемые режимы обжатия каната, определяемые по заявляемой формуле (2), позволяют обеспечить постепенное равномерное уменьшение сечения каната с одновременным увеличением коэффициента заполнения и дополнительное увеличение площади контактной деформации на поверхности повивочных проволок. Это происходит в результате того, что деформация каната идет за счет ликвидации зазоров между центральной и повивочными проволоками, уменьшения площади сечения повивочных проволок и незначительного уменьшения площади сечения центральной проволоки. Таким образом, операция прокатки в системе калибров "круг - круг" позволяет получить высокую равномерность деформации в поверхностном слое пряди за счет благоприятного характера трения в очаге деформации, улучшенных условий контакта поверхности пряди каната с поверхностью деформирующего инструмента, увеличения площади контакта, а также полного соответствия формы сечения калибра форме деформируемой пряди.
Осуществлять прокатку до достижения величины, меньшей, чем 0,7 заданной суммарной степени обжатия, нецелесообразно, так как при этом не обеспечивается равномерность деформации в поверхностном слое каната из-за значительной величины обжатия пряди по ее контактной поверхности в середине калибра, что приводит к увеличению продольных напряжений, и незначительного обжатия пряди на краевых участках калибра, в результате чего на последних возникают продольные растягивающие напряжения. Осуществлять прокатку до достижения величины, большей, чем 0,9 заданной суммарной степени обжатия, также нецелесообразно из-за снижения качества поверхности пряди, так как волочение в данном случае используется в качестве отделочной операции.
Из прокатного блока 2 канат поступает на волочение в монолитную волоку 3, где он обжимается до конечного размера. При этом в процессе волочения за счет разности скорости каната на выходе из прокатного блока 2 и скорости волочения создается противонатяжение. Это позволяет дополнительно увеличить равномерность деформации в поверхностном слое каната за счет снижения контактного трения в очаге деформации. Затем готовый пластически обжатый канат сматывают в бухты на приемном барабане 4 канатовьющей машины 1.
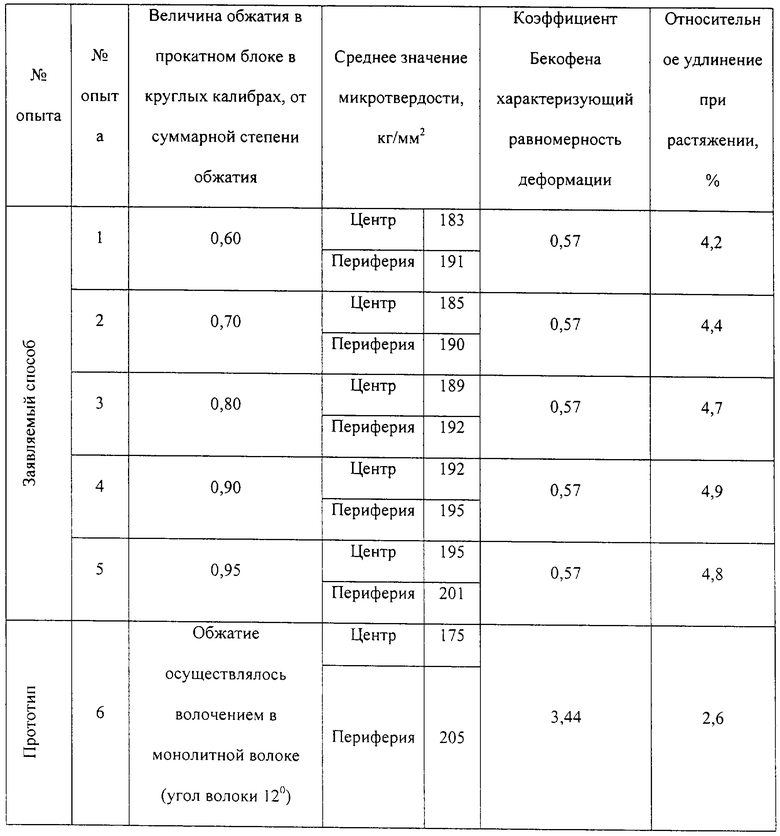
Для обоснования преимуществ заявляемого способа изготовления проволочного каната по сравнению с прототипом были проведены лабораторные испытания. В качестве каната-заготовки использовался канат из марки стали 70 конструкции 1+6 диаметром - 16,5 мм. Диаметр центральной проволоки - 5,6 мм, диаметр повивочной - 5,45 мм, коэффициент заполнения - 0,77. Режимы обжатия каната при прокатке в 3 прохода рассчитывали по заявляемым зависимостям. Конечные параметры каната: диаметр - 15,2 мм, коэффициент заполнения - 0,86.
Результаты испытаний приведены в таблице.
Результаты испытаний показали, что заявляемый способ изготовления проволочного каната по сравнению с прототипом позволяет повысить в 1,69-1,88 раза относительное удлинение каната при растяжении, что улучшает пластические свойства каната, а следовательно, и качество последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2003 |
|
RU2256755C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2543400C1 |
| Технологический инструмент для волочения витых проволочных изделий | 1988 |
|
SU1565927A1 |
| Канат стальной оцинкованный и способ изготовления стальной канатной оцинкованной проволоки для каната | 2021 |
|
RU2779958C1 |
Способ относится к канатному производству и может быть использован при изготовлении пластически деформированных канатов. Способ изготовления проволочного каната, включающий свивку элементов в канат, волочение каната и его последующую смотку, отличается тем, что перед волочением осуществляют прокатку каната в системе калибров "круг - круг" в несколько проходов до достижения величины, равной 0,7-0,9 заданной суммарной степени обжатия, причем в первом проходе величину обжатия каната определяют из соотношения
ε1 = (0,4÷0,6)εсум,
где ε1 - обжатие в первой клети; εсум - заданная суммарная степень обжатия, а в каждом последующем проходе величину обжатия выбирают из условия
где εn - обжатие в n-й клети; n - количество клетей. Данный способ отличается повышенным качеством изготовления каната. 1 ил., 1 табл.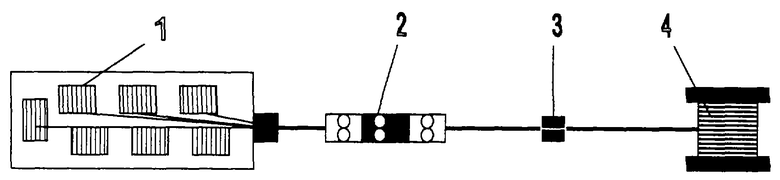
Способ изготовления проволочного каната, включающий свивку элементов в канат, волочение каната и его последующую смотку, отличающийся тем, что перед волочением осуществляют прокатку каната в системе калибров “круг-круг” в несколько проходов до достижения величины, равной 0,7÷0,9 заданной суммарной степени обжатия, причем в первом проходе величину обжатия каната определяют из соотношения

где ε1 - обжатие в первой клети;
εсум - заданная суммарная степень обжатия,
а в каждом последующем проходе величину обжатия выбирают из условия:

где εn - обжатие в n-й клети;
εсум - заданная суммарная степень обжатия;
ε1 - обжатие в первой клети;
n - количество клетей.
| НИКИФОРОВ Б.А | |||
| и др | |||
| Стальные канаты | |||
| - Киев: Техника, 1971, с.75-80 | |||
| СПОСОБ КАЛИБРОВКИ ПРОВОЛОЧНЫХ ВИТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1699181C |
| Устройство для обжатия прядей и канатов | 1972 |
|
SU492186A1 |
| СИСТЕМА ПОДРАМНИКА ДЛЯ ОБЪЕДИНЕНИЯ ЗАДАННОГО МОДУЛЯ КРЫШИ В КУЗОВЕ АВТОМОБИЛЯ | 2008 |
|
RU2467909C2 |

