I
Изобретение относится к обработк Металлов давлением и может быть использовано в цехах, производящих проволоку, прутки и трубы из черных и цветных металлов.
Цель изобретения - повышение производительности процесса в-олочения путем повышения интенсивности колебаний инструмента.
На фиг. 1 приведен пример осуществления способа при волочении через одну волоку; на фиг. 2 - пример волочения через волоки, вибрирующие синхронно.
Согласно предлагаемому способу- заготовка Г Чфиг. 1) подвергается предварительному профилированию, на- прртмер, путем пропускания через ролики 2, которые имеют на своей поверхности выступы или впадины, расположенные по окружности роликов с шаром S. Пропущенная через ролики заготовка 1 имеет периодически изменяющееся по длине поперечное сечение При протягивании такой заготовки через волоку 3, установленную на упругой опоре .4, волока приходит в колебательное движение. Колебания волоки 3 возникает в результате пульсации силы волочения, обусловленной изменением по длине поперечного сечения протягиваемой заготовки 1. Ампдитуда, а cлeдoвaтeлыio, интенсив1
ность колебаний волоки, зависит от разницы поперечного сечения заготовки в местах выпуклостей и впадин, а
частота н колебаний определяется ша- гом S и скоростью Vp поступления заготовки в волоку .
После обжатия заготовки 1 в воло(ке 3;выпуклости и вцадины профиля исчезают, заготовка 1 получает постоянное по длине сечение. Применение профилирования заготовки при волочении через одну волоку, установленную на упругой опоре, позволяет достичь снижения силы волочения на величину 15-25%, что создает предпосылки для
повьтения вытяжки металла за проход. I
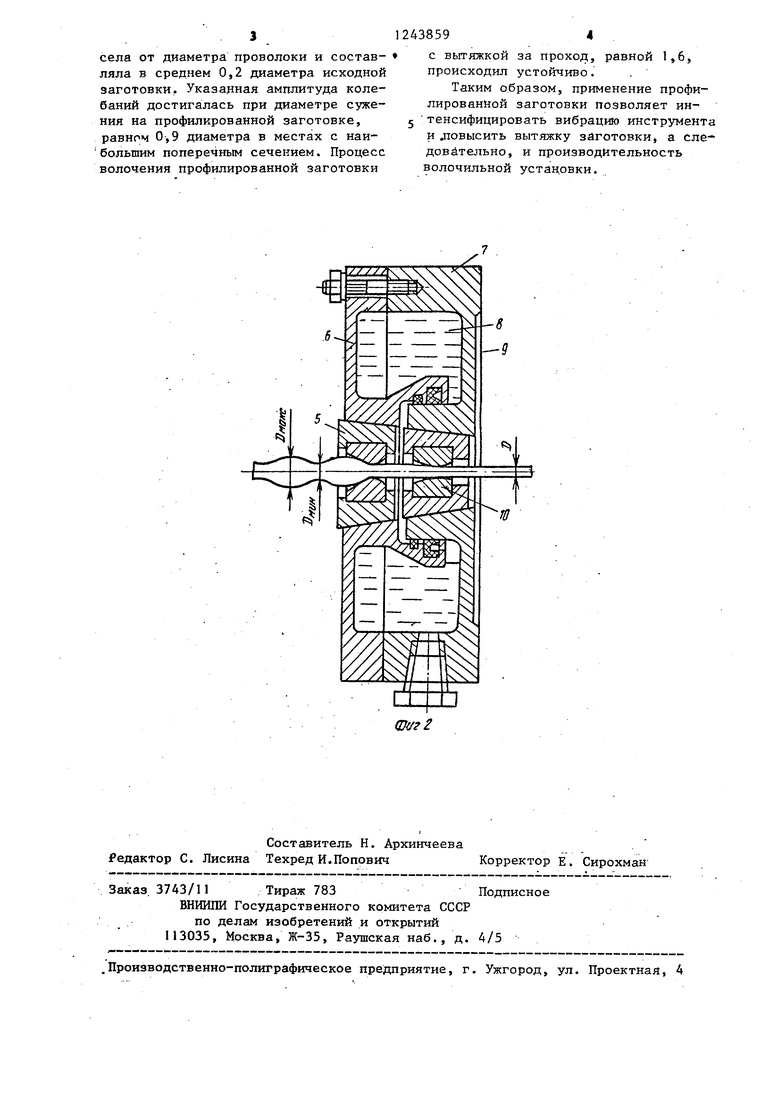
Еще бодьщая вытяжка может быть достигнута при волочении заготовки череё.две соосные волоки, установленные на кинематически связанных между собой упругих опорах. При волочении согласно такому способу (фиг. 2) заготовка, подвергнутая профилированию поступает в первую по ходу волочения волоку 5, которая установлена на упi
. ,
,
10
5
20
438592
ругой мембране 6, закрепленной на торце замкнутого резервуара 7, за- : полненного жидкостью 8. На противоположном конце резервуара 7 установлена на упругой мембране 9 вторая по ходу волочения волока 10.
При протягивании профилированной заготовки через первую волоку 5 сила Еюлочения в ней колеблется от минимального значения, соответствующего сужению поперечного сечения заготовки с диаметром , до максимального значения, соответствующего мак- симальному диаметру- Сд, . Под действием пульсирующей силы волочения йо- лока 5 приходит в колебательное движение и ее колебания через жидкость 8 . пере .даются второй волоке 10, которая, такг-гм образом, колеблется синхронно с первой волокой. В момент, когда нагрузка от силы волочения на первую волоку возр астает, давление в резервуаре вследствие,прогиба мембраны 6 .повышается и это приводит к возраста- 25 нию прогиба мембраны 9 второй волоки 10, которая, двигаясь в направлении волочения, обгоняет заготовку и на короткий промежуток времени разгружается от силы волочения, В следующий момент времени сила в волоке 5 падает, мембрана 6, на которой установлена эта волока, выпрямляется, давление в резервуаре 7 уменьшается и это приводит к движению мембраны 9 вместе с установленной на ней волокой 10 навстречу заготовке. Волока 10 начинает деформировать заготовку, в то время как первая волок а 5 частично разгружается.
Для получения достаточно интенсивных колебаний волочильного инстру- мента необходимо, чтобы диаметр Б„„ профилированной заготовки в местах сужения был не более 0,9 диаметра
30
35
40
D
Мысе
заготовки в местах с наибольшим поперечным сечением.
П р и м ,е р. В качестве заготовки применяли проволоку из молибдена в. диапазоне диаметров 0,5 - 4,5 мм.
50 Профилированную заготовку волочитш через устройство, представляющее со- бой замкнутый резервуар, заполненный .-машинным маслом, на упругих торцах которого установлены последовательно
55 две Е10ЛОКИ уменьшающегося диаметра. Процесс волочения профилированной заготовки происходил в условиях колебаний волок, амплитуда которых зависела от диаметра проволоки и составляла в среднем 0,2 диаметра исходной заготовки. Указанная амплитуда колебаний достигалась при диаметре сужения на профилированной заготовке, равном 0,9 диаметра в местах с наи- большим поперечным сечением. Процесс волочения профилированной заготовки
с вытяжкой за проход, равной 1,6, происходил устойчиво.
Таким образом, применение профи- лированйой заготовки позволяет ин- тенсифицировать вибрацию инструмента и дювысить вытяжку заготовки, а еле- довйтельно, и производительность волочильной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Способ получения полосы периодического сечения | 1979 |
|
SU856604A1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Волочильный стан | 1979 |
|
SU806193A2 |
| Способ волочения проволочного электрода и устройство для его осуществления | 1986 |
|
SU1444013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОЧНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2012 |
|
RU2502573C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Волочильный стан | 1978 |
|
SU747553A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |

| УСТРОЙСТВО для ВОЛОЧЕНИЯ с ПРИМЕНЕНИЕМ ВИБРОКОЛЕБАНИЙ | 0 |
|
SU164009A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для волочения металла с продольными колебаниями инструмента | 1975 |
|
SU549195A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
