I
Изобретение относится к строительству, а именно технологий термообработки бетона и может быть использовано для тепловой обработки опор линий электропередач и им подобным полых железобетонных изделий.
По основному авт. св. № 643476 известен способ изготовления полых железобетонных изделий, включающий формование путем центрифугирования, выдержку в течение 1,5-3 ч, заполнечие полости изделий водой и прогрев в злектромагнитном поле тока промьшшенной частоты со скоростью 200°С/ч. Причем заполняют полость изделий водой подогретой до 608ocCiJ.
Недостатком известного способа является то, что в процессе тепловой обработки до и более во внутренней полости изделий, заполненной водой, возникают дянления до 3 МПа и более. Эти л.чн.миния обусловлены тепловым p.ii.iiinpMiKCM и ее прак-
тической несжимаемостью, они зависят от объема воды, водоцементного отношения бетонной смеси, воздухосодержания бетонной смеси, степени жесткости формы, т.е. ее способности деформироваться от возникающего давления j воздухосодержания бетонной смеси.
При возникновении давления 0,23,0 МПа средства, обеспечивающие герметичность и жесткость формы, перестают работать и вода свободно мигрирует через бетон. Это лвление отрицательно оказывается на качестве железобетонных изделий, уменьшает их прочность, водонепроницаемость, долговечность, морозостойкость.
Цель изобретения - повышение прочности и морозостойкости изделнй.
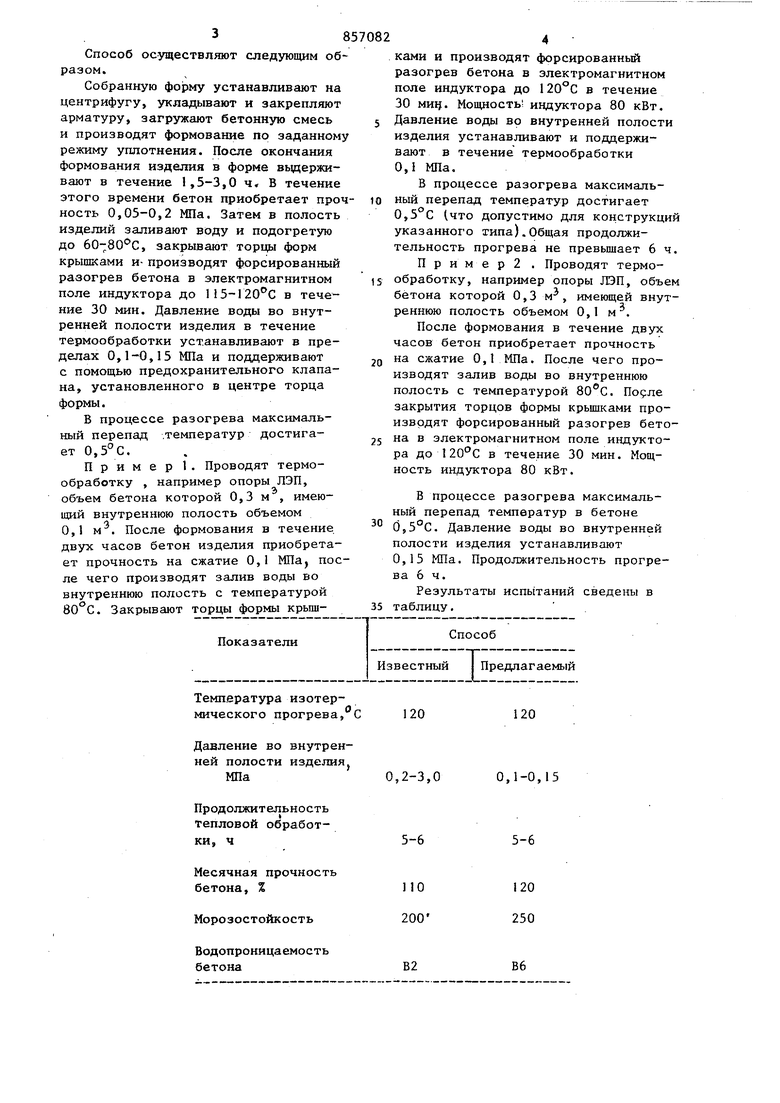
Поставленная цель достигается тем, что. согласно способу изготовления полых железобетонных изделий, прогрев осуществляют при давлении воды 0,10,15 МПа. 3 Способ осуществляют следующим об разом. Собранную фо1рму устанавливают на центрифугу, укладывают и закрепляют арматуру, загружают бетонную смесь и производят формование по заданном режиму уплотнения. После окончания формования изделия в форме вьщерживают в течение 1,5-3,0 ч, В течение этого времени бетон приобретает про ность 0,05-0,2 МПа. Затем в полость изделий заливают воду и подогретую до 60-80 С, закрывают торцы форм крышками и- производят форсированный разогрев бетона в электромагнитном поле индуктора до П5-Г20С в течение 30 мин. Давление воды во внутренней полости изделия в течение термообработки устанавливают в пределах 0,1-0,15 МПа и поддерживают с помощью предохранительного клапана, установленного в центре торца формы. В процессе разогрева максимальный перепад .температур достигает О, 5 С. Пример 1. Проводят термообработку , например опоры ЛЭП, объем бетона которой 0,3 м , имеющий внутреннюю полость объемом 0,1 м. После формования в течение, двух часов бетон изделия приобретает прочность на сжатие 0,1 МПа, пос ле чего производят залив воды во внутреннюю полость с температурой 80°С. Закрывают торцы формы крьпиками и производят форсированный разогрев бетона в электромагнитном поле индуктора до 120°С в течение 30 МИ1}. Мощность индуктора 80 кВт. Давление воды во внутренней полости изделия устанавливают и поддерживают в течение термообработки 0,i МПа. В процессе разогрева максимальный перепад температур достигает 0,5°С (что допустимо для конструкций указанного типа).Общая продолжительность прогрева не превышает 6 ч. П р и м е р 2 . Проводят термообработку, например опоры ЛЭП, объем бетона которой 0,3 м, имеющей внутреннюю полость объемом 0,1 м . После формования в течение двух часов бетон приобретает прочность на сжатие 0,1 МПа. После чего производят залив воды во внутреннюю полость с температурой 80®С. закрытия торцов формы крышками производят форсированный разогрев бетона в электромагнитном поле индуктора до в течение 30 мин. Мощность индуктора 80 кВт. В Процессе разогрева максимальный перепад температур в бетоне 0,5°С. Давление воды во внутренней полости изделия устанавливают 0,15 МПа. Продолжительность прогрева 6 ч. Результаты испытаний сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых железобетонных изделий | 1977 |
|
SU643476A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕАВТОКЛАВНОГО ЯЧЕИСТОГО ЗОЛОБЕТОНА | 2006 |
|
RU2303584C1 |
| Способ термообработки полых центрифугированных железобетонных изделий | 1979 |
|
SU863573A1 |
| Способ изготовления бетонных изде-лий | 1979 |
|
SU815708A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЯЖЕЛОГО БЕТОНА | 1991 |
|
RU2028996C1 |
| СПОСОБ НАНЕСЕНИЯ ТОНКОСЛОЙНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ОСНОВЕ ПОЛИМЕРНОЙ СЕРЫ НА ПОРИСТЫЕ СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2562636C2 |
| Способ тепловлажностной обработкибЕТОННыХ издЕлий | 1979 |
|
SU850632A1 |
| Способ изготовления бетонных изделий | 1980 |
|
SU885229A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2412138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И ИЗДЕЛИЙ | 2003 |
|
RU2256633C1 |
Температура изотермического прогрева,
Давление во внутренней полости изделияJ
МПа
Продолжительность тепловой обработки, ч
Месячная прочность
бетона, %
Морозостойкость
Водопроницаемость
бетонаВ2
120 0,1-0,15
5-6
120 250
В6
Как видно из таблицы, предлагаемый способ термообработки железобетонных изделий по сравнению с известными исключает необходимость организаций мероприятий, обеспечивающих высокую герметичность и жесткост формы с понижением давления воды во внутренней полости изделия до 0,1-0:15 МПа; уменьшает возможность миграции воды через лселезобетонное изделие, в результате чего структура бетона становится более плотной, уменьшается возможность возникновени направленных пор и капилляров размерами более 0,1-1 мкм в торцах изделия и местах стыковки половины формы, что увеличивает конечную прочность, долговечность и морозостойкость бетона.
Формула изобретения
Способ изготовления полых железобетонных изделий по авт. св. l 6A3476v отличающийся тем, что, с целью повышения прочиостй и морозостойкости издед1ий, прогрев осуществляют при давлении воды 0,10,15 МПа.
Источники информации, принятые во внимание при экспертизе.
