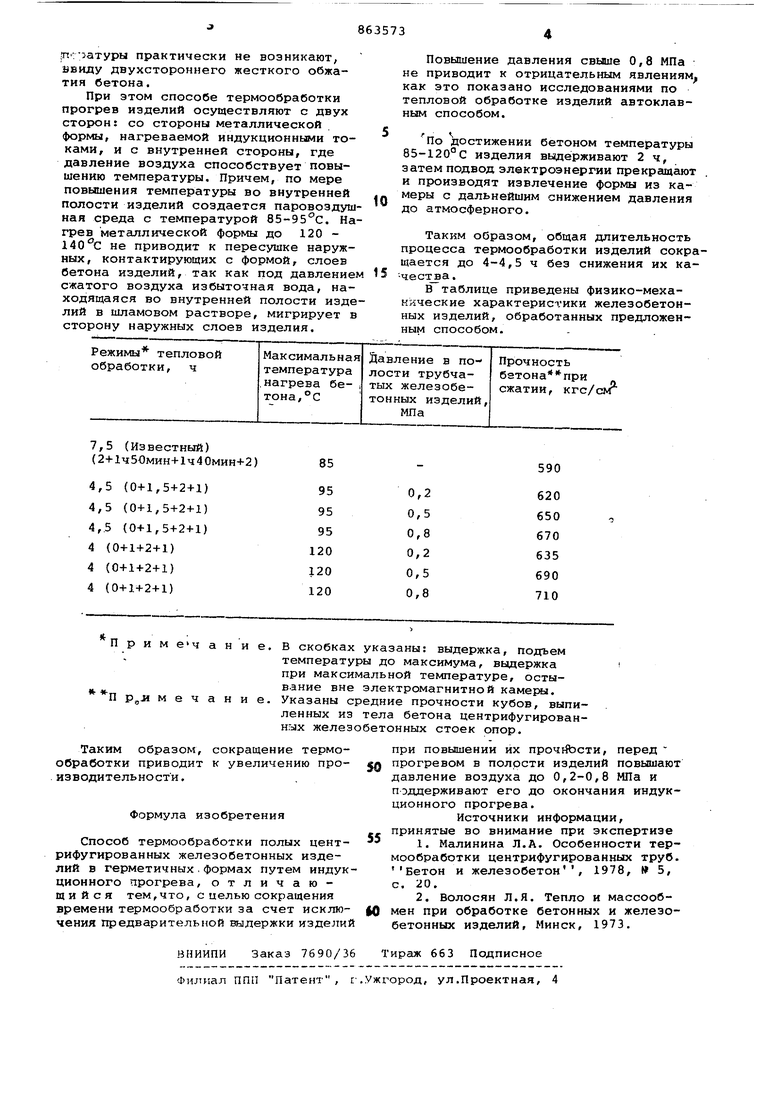
Изобретение относится к изготовле нию трубчатых железобетонных изделий а именно к способам тепловой обработ ки в электромагнитных камерах индукционного прогрева. Известен способ термообработки центрифугированных трубчатых железобетонных изделий в герметичных форма включающий подачу пара во внутреннюю полость труб nocyie центрифугирования с температурой 85-95°С под давлением 0,01-0,05 МПа Ц . Однако по этому способу прогрев изделий осуществляется только с одно внутренней стороны. Это приводит к увеличению длительности процесса, протекающего 7-8 ч. Наиболее близким к предлагаемому по технической сущности является способ термообработки полых центрифугированных железобетонных изделий в герметичных металлических формах путем индукционного прогрева в элект ромагнитных камерах. Длительность термообработки составляет 6,57,5 ч 2 . Недостатком известного способа яв ляется необходимость выдерживания свежеотформованного изделия перед лрогревом в течение 2-3 ч. Цель изобретения - сокращение времени термообработки за счет исключения предварительной выдержки изделий при повьанении их прочности. Цель достигается тем, что согласно способу термообработки полых центрифугированных железобетонных изде- ЛИЙ в герметичных формах путем индукционного прогрева, перед прогревом в полости изделий повышают давление воздуха до 0,2-0,8 МПа и поддерживают его до окончания индукционного прогрева. В полость свежеотформованного изделия в герметичной форме из цеховой или заводской магистрали подают сжатый воздух под давлением от 0,2 до 0,8 МПа. При этом создается равномерное во всех направлениях давление на стенки свежеотформованного бетона изделия. Происходит его жесткое двухстороннее обжатие. Это дает возможность сразу после окончания центрифугирования и подачи сжатого воздуха подавать форму с изделием в электромагнитную камеру индукционного прогрева и интенсивно в течение 11,5 ч поднимать температуру до 8512.0С. Деструктивные явления в бетоне при такой скорости подъема тем(псзатуры практически не возникают, ввилУ двухстороннего жесткого обжатия бетона. При этом способе термообработки прогрев изделий осуществляют с двух сторюн: со стороны металлической формы, нагреваемой индукционными токами, и с внутренней стороны, где давление воздуха способствует повышению температуры. Причем, по мере повышения температуры во внутренней полости изделий создается паровоздуш ная среда с температурой 85-95°С. На грев металлической формы до 120 140с не приводит к пересушке наружных, контактирующих с формой, слоев бетона изделий, так как под давление сжатого воздуха избыточная вода, находящаяся во внутренней полости изд лий в шламовом растворе, мигрирует сторону наружных слоев изделия. Повышение давления свыше 0,8 МПа не приводит к отрицательным явлениям как это показано исследованиями по тепловой обработке изделий автоклавным способом. По достижении бетоном температуры 85-120°С изделия выдерживают 2 ч, затем подвод электроэнергии прекращают и производят извлечение формы из камеры с дальнейшим снижением давления до атмосферного. Таким образом, общая длительность процесса термообработки изделий сокращается до 4-4,5 ч без снижения их ка-чест а. В таблице приведены физико-мехакические характеристики железобетонных изделий, обработанных предложенным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловлажностной обработкибЕТОННыХ издЕлий | 1979 |
|
SU850632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| Способ изготовления полых железобетонных изделий | 1979 |
|
SU857082A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2288843C1 |
| Способ тепловлажностной обработки центрифугированного трубчатого изделия из бетонной смеси | 1980 |
|
SU937164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ изготовления бетонных изде-лий | 1979 |
|
SU815708A1 |
| Способ тепловой обработки изделий из тяжелого бетона | 1988 |
|
SU1699984A1 |
| Способ изготовления полых железобетонных изделий | 1977 |
|
SU643476A1 |
| Способ тепловой обработки бетонных и железобетонных изделий | 1982 |
|
SU1199749A1 |
7,5 (Известный)
