(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки металлов давлением | 1977 |
|
SU747576A1 |
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU1009654A2 |
| Штамп для резки пруткового материала | 1978 |
|
SU727342A2 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1972 |
|
SU422546A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| Штамп для резки профильного материала | 1983 |
|
SU1100052A1 |
| Штамп для резки пруткового материала | 1977 |
|
SU634866A1 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано для резки заготовок из профилированного проката в заготовительном производстве машиностроительной промышленности.
По основному авт. св. № 747576 известен инструмент для обработки металлов давлением, преимущественно для резки, содержащий прямоугольную раму, одна сторона которой установлена с возможностью перемещения, размещенные внутрн нее вкладыши с поперечным сечением в виде прямоугольных треугольников с катетами, взаимодействующими между собой, и упругие элементы, пр.ичем вершины треугольников выполнены срезанными и взаимодействующими с упругими элементами 1.
Недостатками данной конструкции являются невысокое качество получаемых заготовок и больщое по величине усилие реза, что имеет место за счет того, что рез происходит по диагонали сечения заготовки.
Цель изобретения - повышение качества получаемых заготовок и снижение усилия реза.
Указанная цель достигается тем, что в инструменте для обработки металлов давлением, содержащем прямоугольную раму, одна сторона которой установлена с возможностью перемещения, размещенные
5 внутри нее вкладыши с поперечным сечением в виде прямоугольных треугольников с катетами, взаимодействующих между собой, и упругие элементы, причем вершины треугольников выполнены срезанными и взаимодействующими с упругими элементами,
10 катеты отрезных вкладышей смещены относительно катетов зажимных вкладышей на угол 3-5°.
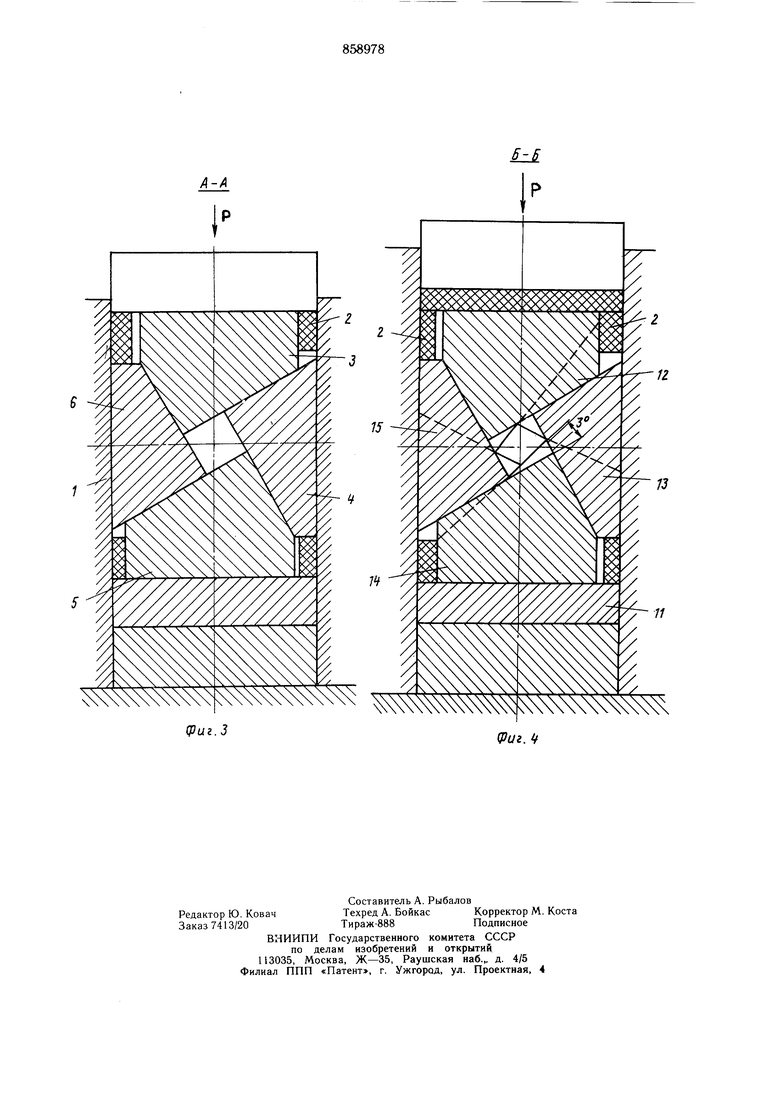
На фиг. 1 показан инструмент, общий вид, в разрезе; на фиг. 2 - щтамп, общий вид, в котором может быть установлен струмент; на фиг. 3 - сечение А-А на
фиг. 2; на фнг. 4 - сечение Б-Б на фиг. 2.
Инструмент содержит прямоугольную
раму 1 и размещенные в ее углах упругие
элементы 2 и внутри нее вкладыши 3-6
„ с поперечным сечением в виде прямоугольных треугольников. Сторона 7 рамы установлена с возможностью перемещения под действием ползуна пресса. 38 Треугольники взаимодействуют между собой катетами, а их гипотенузы контактируют с рамой. Вершины треугольников выполнены срезанными и взаимодействующими с упругими элементами 2. Значения углов Л и f между катетами и гипотенузой зажимных вкладышей приняты 30° и 60°, а между катетами и гипотенузой отрезных вкладышей, соответственно, 30-ЬЗ - 5° и 60-1+ 3 - 5°. Отсюда следует, что катеты отрезных вкладышей смещены относительно катетов зажнмных вкладышей на угол 3-5°. При этом усилие реза равно Щ F - площадь поперечного сечения отрезаемой заготовки; oi 3 - 5°- угол между катетами отрезных и зажимных вкладышей 6g .- временное сопротивленне разрыва. Угол J- в принятом пределе является углом самоторможения, что позволяет обеспечить качественный зажим заготовки в момент реза. Штамп, в котором установлен инструмент, содержит неподвижную 8 и подвижную 9 плиты, механизм дифференцнрованного зажима, зажимной и режущий узлы. Механизм дифференцированного зажима выполнен в виде пяты 10 с подпятником 11, сопряженных между собой по цилиндрической поверхности. Зажимной н режущий узлы выполнены в виде одинаковых инструментов (фиг. 3 и 4) с отрезными 3 - 6 и зажимными 12-15 вкладышами, образующими замкнутый контур отрезаемой заготовки 16. Между плитой 9 н зажимным вкладышем 12 установлен буфер 17 для возврата инструментов в исходное положение. Штамп работает следуюшим образом. Под действнем усилия пресса плита 9 перемещает отрезной вкладыш 3 и через буфер 17 зажимной вкладыш 12. Поскольку сила PI действует под углом в 30°, а PI - 60°, то отрезной вкладыш 3 перемещается 8 по наклонной плоскости вкладыша 6, тем самым перемещая по раме 1 вкладыш 4. Под действием вкладыша 4 по пяте 10 перемещается вкладыш 5, который в свою очередь через вкладыш 6 перемещает по плите 9 отрезной вкладыш 3, уменьшая образуемый вкладышами контур и зажимает заготовку 16. По мере возрастания усилия Р, оно становится равным усилию реза, вкладыш 3 через заготовку 16, вкладыш 5 и пяту 10 передает это усилие вкладышам 14 и 12, преодолевая сопротивление буфера 17 и поворачивает пяту 10 относительно ее осн. Происходит смещение вкладышей 4-6 относительно вкладышей 12- 15 и осуществляется рез проката По окончании реза буфер 17 возвращает вкладыши в исходное положение. Вкладыши 12 н 14 перемещаясь вниз, поворачивают пяту 10 в положение равновесия, а пята в свою очередь перемещает вкладыши 3 и 5. За счет налнчия упругих элементов 2 вкладыши перемещаются в раме 1, увеличивая образуемый ими контур и освобождают заготовку 16. Инструмент предлагаемой конструкции позволяет повысить качества получаемых заготовок и снизить усилие реза. Формула изобретения Инструмент для обработки металлов давлением по авт. св. № 747576, отличающийся тем, что, с целью повышения качества получаемых заготовок и снижения усилия реза, катеты отрезных вкладышей смещены относительно катетов зажнмных вкладышей на угол 3 - 5° Источники информацни, принятые во виимаиие при экспертизе 1. Авторское свидетельство СССР № 747576, кл. В 21 D 22/02; В 23 D 35/00: В 23 D 23/00; В 26 D 1/04, 1977.
(Риг./
I I
- I r
..
kл I r
A f
иг. 2 (риг.З Риг. 4
