(54) СПОСОБ ФОРМОИЗМЕНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОЛЫХ СВАРНЫХ ЗАГОТОВОК
1
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано при раздаче сварных трубчатых заготовок.
Наиболее близким по технической сущности к предлагаемому является способ формоизменения сварных полых цилиндрических 5 оболочек путем раздачи .
Однако из-за снижения температуры в зоне шва уменьшается пластичность материала и по этой причине может произойти разрушение заготовки в данной зоне. Кроме j того, продувка сжатого воздуха через полость в пуансоне сопровождается повышенным расходом электроэнергии, используемой для нагрева пуансона, и требует дополнительных затрат на сжатый воздух, все это увеличивает себестоимость деталей.
Цель изобретения - повышение качества получаемых деталей и снижение себестоимости их изготовления.
Указанная цель достигается тем, что в способе формоизменения цилиндрических полых сварных заготовок раздачей, перёд 20 раздачей заготовку осаживают в направлении, перпендикулярном ее оси, располагая
сварной шов на боковой криволинейной части заготовки, затем полученную заготовку устанавливают на криволинейных вставках и снаружи на сварной шов и околошовную зону воздействуют усилием подпора, производя одновременно раздачу заготовки путем поворота вставок одна относительно другой с последуюш,им удалением вставок, после чего производят калибровку полученной детали.
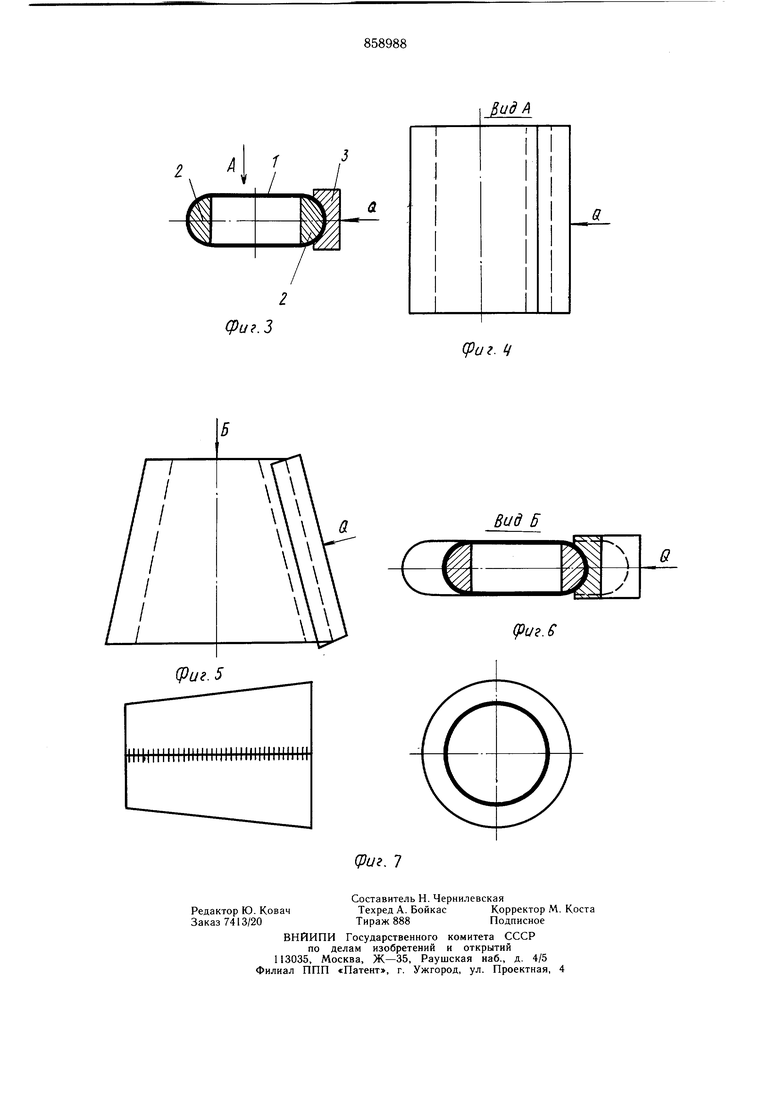
На фиг. 1 показана сварная трубчатая заготовка; на фиг. 2 - осаженная в поперечном направлении заготовка; на фиг. 3 - заготовка с вставками и прижимом; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - деформированная с помощью вставок заготовка; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - заготовка после удаления вставок, прижима и калибровки.
Способ раздачи сварных заготовок выполняется в следующей последовательности.
Сварная трубчатая заготовка 1 осаживается в поперечном направлении, например, с помощью пресса. При сжатии сварной шов должен располагаться на боковой криволинейной части заготовки. Затем заготовка одевается на внутренние вставки 2, форма и размеры которых соответствуют форме и размерам внутренней поверхности боковых криволинейных участков заготовки. Снаружи сварной шов и околошовная зона заготовки прижимаются жестким прижимом 3 с усилием Q к внутренней вставке. После этого производится раздача заготовки за счет поворота вставок друг относительно друга. Раздача ведется до получения заданной чертежом длины периметра. Силы трения, возникаюшие под прижимом, блокируют опасное сечение заготовки, предотвраш,ая локализацию деформаций. Раздача может вестись с нагревом заготовки одним из известных способов. После раздачи вставки 2 и прижим 3 удаляются, заготовка в случае необходимости калибруется жестким пуансоном, давлением жидкости или иным известным способом.
Предлагаемый способ раздачи сварных заготовок опробован на трубах из АМгбМ диаметром 100 X 1,5. Осаживание трубы в поперечном направлении производится до получения радиуса внутренней поверхности боковых криволинейных участков равного 15 мм. Затяжка прижима производится болтами, при этом используются тарированные ключи. Затяжка ведется до получения давления на поверхности заготовки равного 1 кгс/см. Раздача производится с нагревом заготовки до 400°С. После раздачи заготовка калибруется без нагрева коническим пуансоном. При раздаче по предлагаемому способу получены коэффициенты раздачи Кр 0,45-0,50 вместо обычных Кр 0,55-0,60. Применение предлагаемого способа раздачи дает возможность увеличить возможности формоизменения, улучшая качества деталей, снизить себестоимость деталей за счет уменьшения расхода электроэнергии и сжатого воздуха, а также за счет применения более простой технологической оснастки.
Формула изобретения
Способ формоизменения цилиндрических полых сварных заготовок путем их раздачи, отличающийся тем, что, с целью повышения качества получаемых деталей и снижения себестоимости их изготовления, перед раздачей заготовку осаживают в направлении, перпендикулярном ее продольной оси, располагая сварной шов на боковой криволинейной части заготовки, затем полученную заготовку устанавливают на криволинейных вставках и снаружи на сварной шов и околошовную зону воздействуют усилием подпора, производя одновременно раздачу заготовки путем поворота вставок одна относительно другой с последующим удалением вставок, после чего производят калибровку полученной детали.
Источники информации, принятые во внимание при экспертизе
Q 1. Авторское свидетельство СССР
№ 490539, кл. В 21 D 41/02, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Устройство для раздачи трубчатых заготовок | 1983 |
|
SU1143497A1 |
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| Штамп для формообразования полых тел из сварных заготовок | 1979 |
|
SU854517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| Устройство для раздачи тонкостенных конических заготовок | 1982 |
|
SU1044387A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА СВАРНОЙ ТРУБЫ | 1994 |
|
RU2104113C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
(Риг. 2
и
фиг.З
(риг.
