(54) ЛЕГИРУЮЩЕЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Покрытие литейных форм и стержней для поверхностного легирования отливок | 1980 |
|
SU939155A1 |
| Легирующее покрытие для литейных форм и стержней | 1986 |
|
SU1407653A1 |
| Смесь для поверхностного легирования отливок | 1983 |
|
SU1126367A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЛЕГИРОВАННОГО ЧУГУНА | 2009 |
|
RU2395366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ЗАГОТОВКИ ИЗ БЕЛОГО ИЗНОСОСТОЙКОГО ЧУГУНА ДЛЯ БЫСТРОИЗНАШИВАЕМОЙ ДЕТАЛИ | 1996 |
|
RU2113495C1 |
| Состав для поверхностного легирования отливок | 1987 |
|
SU1437128A1 |
| Способ легирования поверхности отливок из железоуглеродистых сплавов боридами хрома | 2020 |
|
RU2735384C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛЮЩИХ ШАРОВ ИЗ БЕЛОГО ЛЕГИРОВАННОГО ЧУГУНА | 1999 |
|
RU2169787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| Способ легирования поверхности отливок из железоуглеродистых сплавов | 2015 |
|
RU2612476C1 |
1
Изобретение относится к литейному производству, в частности к составам легирующих покрытий для литейных фсьрм и стержней, и может быть ис пользовано в металлургической, машиностроительной, оборонной, тракторной промышленностях при получении износоустойчивых поверхностей отливок.
Известно, что для упрочнения рабочих поверхностей на глубину не более 0,5 мм применяют химико-термическую обработку деталей .
Кроме того, известно, что упрочнение поверхности литых деталей мо- . жет быть осуществлено непосредственно в литейной форме за счет легирования поверхностного слоя отливки при взаимодействии металла со специашьным покрытием, состоящим из легирующего компонента, связующего и флюса, нанесенным на поверхность литейной формы или стержня 2 .
Недостатками известных покрытий дпя легирования являются малая глубина легированного слоя, его низкая износостойкость из-за образования на поверхности отливки дефектов в виде крупных газовых раковин (отДулин).
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является покрытие 3 литейных форм и стержней для поверхностного легирования отливок, содержащее железо, хром, углерод (углеродистый феррохром) и связующее (на основе жидкого стекла) при следующем соот,j нощении ингредиентов, вес.%:
Железо29
Хром60
Углерод8
Связующее3
Однако это покрытие не нашло широкого применения в литейном производстве из-за образования на поверхности отливок дефектов, возникающих в результате реакции остаточного кислорода в заливаемом металле со свободным углеродом, всегда присутствующем в избытке в феррохроме и, следовательно, низкой износостойкости.
Цель изобретения - повьшение износостойкости литых деталей из железо углеродистых сплавов.
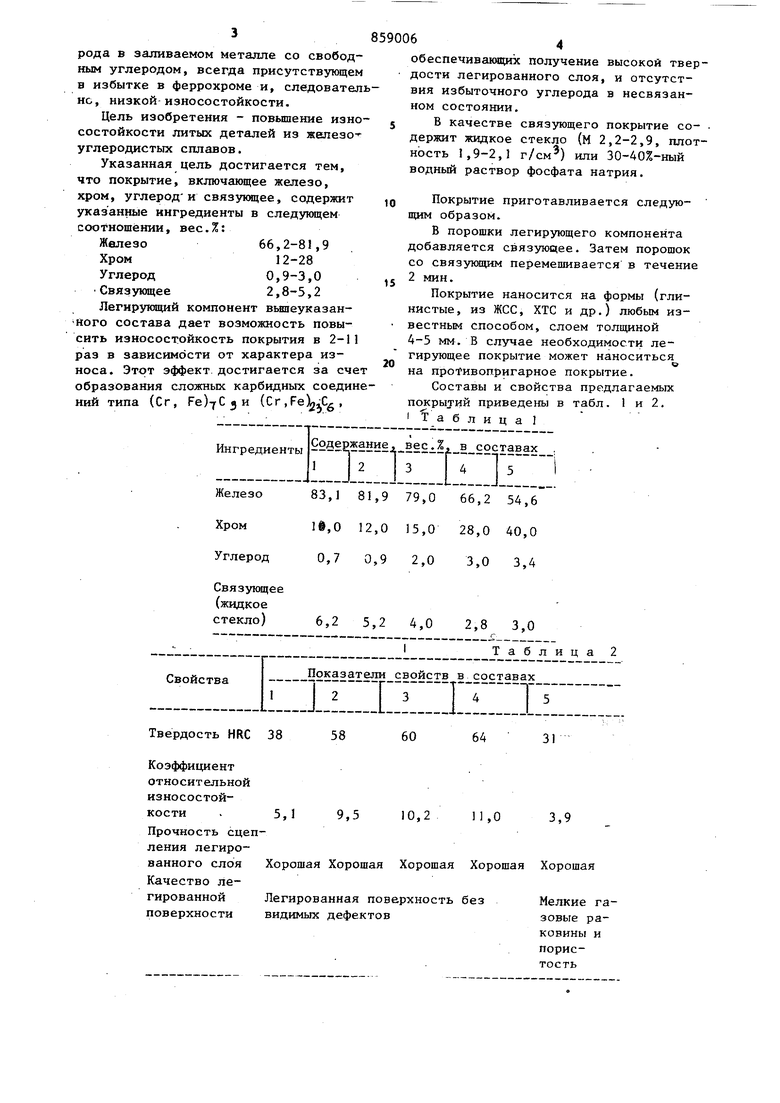
Указанная цель достигается тем, что покрытие, включающее железо, хром, углероди связующее, содержит указанные ингредиенты в следунмцем соотношении, вес.%:
Железо66,2-81,9
Хром12-28
Углерод0,9-3,0
Связующее2,8-5,2
Легирукяций компонент вьнпеуказанного состава дает возможность повысить износостойкость покрытия в 2-11 раз в зависимости от характера износа. Этот эффект достигается за счет образования сложных карбидных соединений типа (Сг, Fe)-jCjK (Cr.,
Твердость HRC 38
58 Козффициент относительной износостойкости . 5,1 9,5 10,2 Прочность сцепления легированного слоя Хорошая Хорошая Хорошая Качество легированной Легированная поверхность поверхности видимых дефектов
обеспечивающих получение высокой твердости легированного слоя, и отсутствия избыточного углерода в несвязанном состоянии,
В качестве связующего покрытие содержит жидкое стекло (М 2,2-2,9, плотность 1,9-2,1 г/см) или 30-40%-ный водный раствор фосфата натрия.
Покрытие приготавливается следующим образом.
В порошки легирующего компонента добавляется связуюцее. Затем порошок со связукядим перемешивается в течение 2 мин.
Покрытие наносится на формы (глинистые, из ЖСС, ХТС и др.) любым известным способом, слоем толщиной 4-5 мм. В случае необходимости легирующее покрытие может наноситься на противопригарное покрытие.
Составы и свойства предлагаемых покрытий приведены в табл. 1 и 2, Т а б л и ц а 1
64
60
31 11,0 3,9 Хорошая Хорошая ез Мелкие газовые раковины и пористость
Из табл. 1 видно, что содержание легирующих составляющих должно находиться в пределах, вес.%: железа 81,9-66,2; хрома J2-28; углерода 0,9-3,0 (составы 2, 3 и 4). Уменьшение или увеличение их содержания за указанные пределы требует изменения других составляющих покрытия, что нарушает его технологические свойства.
Применение связующего в количестве более 5,2 вес.% затрудняет нанесение покрытия вследствие низкой вязкоти композиции и появления в легированном слое силикатных включений. Снижение количества связующего ниже 2,8 вес.% не обеспечивает формуемости композиции и пропитки покрытия расплавленным металлом.
Оптимальное содержание в наполнителе хрома находится в пределах 12-28 вес.%. При этих содержаниях обеспечиваются наиболее высокие показатели твердости (58-64 HRC), а следовательно, и износостойкость. Коэффициент относительной износостойкости для легированного слоя изменяется в пределах 9,5-И. Повьпиение содержания хрома выше 28 вес.% снижает коэффициент износостойкости, на легированных поверхностях появляются газовые раковины (отдулины). Снижение содержания хрома ниже 12 вес.% также вызывает падение твердости и износостойкости, вследствие уменьшения количества карбидной фазы, хотя литая поверхность получается хорошая. Со- держание углерода должно находиться в пределах 0,9-3,0 вес.%. Верхний предел обусловлен необходимостью получения достаточного количества сложных соединений типа (Сг, Fe)-yCj и
(Сг, FeL-C,, обеспечивающих получени
;ZJ о высокой твердости легированного слоя
Повьш1ение содержания углерода более 3,0 вес.% ведет к падению твердости вследствие выделения свободного углерода. Содержание углерода менее 0,9 вес.% приводит к резкому падению твердост -из-за недостатка углерода необходимого для образования сложных карбидов.
Наполнитель или легирукщая составлякнцая покрытия используется в виде порошка фракций 0,1-0,63 мм. Такой зерновой обеспечивает получение на поверхности-отливки легированного слоя до 10 мм, прочно сцепленного с основным металлом отливки.
Применение предлагаемого покрытия позволяет повысить износостойкость литых деталей из железоуглеродистых сплавов (сталь или чугун) в 2-10 раз в зависимости от характера износа(ударноабразивный и гидроабразивный износ или газоабразивный, износ).
20
Формула изобретения
Легирующее покрытие для литейных форм и стержней, включающее железо, хром, углерод и связующее, отличающееся тем, что, с целью повышения износостойкости литых деталей из железоуглеродистых сплавов, покрытие содержит указанные ингредиенты в следующем соотношении, вес.%: Железо66,2-81,9
Хром12-28
Углерод0,9-3,0
Связукнцее2,9-5,2
Источники информации, принятые во внимание при экспертизе
