1 .Изобретение относится к ультразву ковой сварке материалов и может найти применение в металлообрабатывающей промышленности, сварочном и штампово-инструментальном производствах, например, .при ультразвуковой сварке или калибровке изделий со сложной конфигурацией. Известно устройство для ультразву ковой сварки, содержащее инструмент состоящий из пустотелого стержня с размещенной в нем легкоплавкой встав кой, расплавляющейся при определенной амплитуде колебаний иЦ. Конструкция инструмента позволяет самоотключать колебания при выходе амплитуды за допустимые пределы что очень важно при точных технологических процессах, однако это устройство требует времени на охлс. дение и обладает недостаточно высокой производительностью и имеет стр го определенный порог амплитуды колебаний, при которой плавится встав ка т.е. имеет узкие технологически возможности. Известно также устройство для ультразвуковой сварки, содержащее п образователь ультразвуковых колебан .волновод с закрепленным в нем инструментом, и демпфирующий элемент Известное устройство позволяет отключать колебания при сварке с большими перемещениями инструмента относительно втулкой. Эти перемещения инструмента должны быть соизмеримы с четвертью длины волны. Для ультразвуковой обработки на широко распространенных частотах 22-66 кГц четверть длины волны составляет 50-15 мм, а получить такие перемещения не всегда представляется возможным. Так, при сварке в микроэлектронике проволочки диаметром 30- мкв с подложкой деформации при сварке составляет 15 мкв.Поэтому такое перемещение не вызывает сгдаюотключения колебаний, что свидетельствует об . ограниченности применения известного устройства. .Цель изобретения - повышение качества сварки микроэлементов. Поставленная цель достигается тем, что в устройстве для ультразвуковой сварки выполнен демпфирующий элемент в виде регулируемого упора, жестко закрепленйого в узловой зоне колеба НИИ инструмента с возможностью контактирования с поверхностью волновода в момент резкого увеличения амплитуды колебаний в конце сварки.
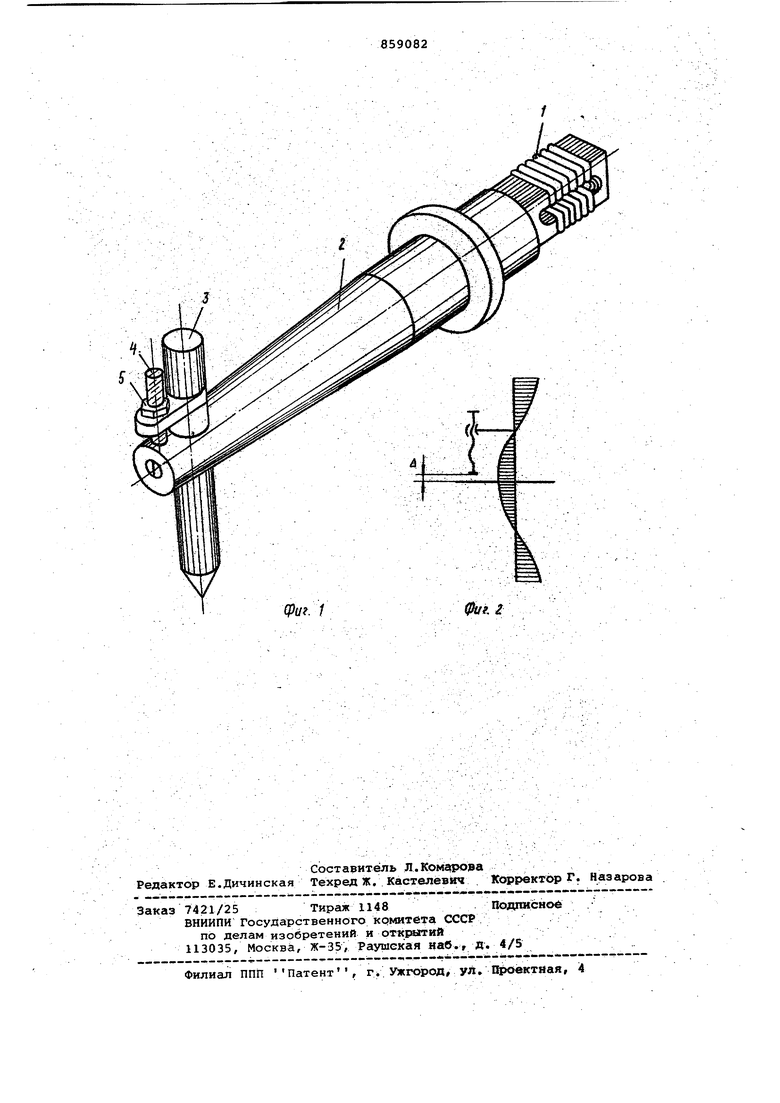
На фиг. 1 изображено устройство для ультразвуковой сварки; на фиг. 2эпюра смещения при распространении колебаний в инструменте и схема установки демпфирующего элемента с зазором Д , равным разности амплитуды колббаний инструмента в начале и в конце процесса рварки.
Устройствосодержит преобразовател 1 ультразвуковых колебаний, волновод 2, инструмент 3 и регулируемый упор, выполненный в виде микровйнта 4с контрг.айкой 5, установленный в узловой зоне колебаний инструмента 3 с возможностью контактиров.ания с вол,новодом 2.
Устройство работает Следующим образом. . .
В момент резкого увеличения амплитуды колебаний инструмента 3, при сварке требуется мгновенное -отключение ультразвуковых колебаний. Для этого регулировочный винт 4 устанавливают и закрепляют в узловой, зоне инструмента 3 на. расстоянии л (фиг.2) от поверхности волновода, .равном разности амплитуды колебаний инструмента в начале и конце сварки.- Поскольку винт установлен в узловой зрне, то в ней нет колебаний смещения, что предохраня5т инструмент от выкручивания и увеличивает надежность фиксированной установки. Изменение амплитуды колебаний для разных технологиче ских процессов, а также марок и размеров обрабатываелфлх материалов требуе.т Изменения зазора д . При амплитуде ко лебаняй, большей чем зазор Д , резонансный режим расстраивается за счет жесткого замыкания системы инструмент -волновод и присоединения в полупериоде колебаний дополнительной массы, а во второй полупериод. - изза отсутствия этой м.ассы.
В cn.sr4ae применения мощных инструментов, в узловой зоне на инструмент.
можно накручивать втулку, крторая обеспечит касание с поверхностью волновода по кольцевой зоне и приведет к гашению резонансного режима работы системы, т.е. резко уменьшит и отключит колебания, вводимые в обрабатываемую зону.
Предлагаемое устройство позволяет независимо от величины перемещения инструмента при обработке изделий производить самортключение колебаний, например при микросварке, если их величина превосходит установленный уровень, кроме того, имеет более широкий диапазон возможностей является универсальным для обработки крупных и мелких изделий. При сварке например проволоки диаметром 30 мкм, произойдет самоотключение колебаний при перемещении инструмента на 15 мкм и мейьшем, так как устройство реагирует на изменения амплитуды колебаний.
Формула изобретения
Устройство для ультразвуковой Ьварки, содержащее преобразователь ультразвуковых колебаний, волновод с закрепленным в нем инструментом, и демпфирующий элемент, от л и ч а ющ е е с я тем/ что, с целью повышения качества сварки микроэлементов, демпфирующий элемент выполнен в виде регулируемого упора, жестко закреленного в узловой .зоне колебаний инструмента с возможногст.ью контактирования с поверхностью волновода в момент резкого увеличения амплитуды колебаний в конце сварки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельст90 СССР
№ 459295, кл. В 23 К 20/10, 11.11.75
2.Авторское свидетельство СССР
№ 591286, кл, В 23 К 20/10, 21.06.76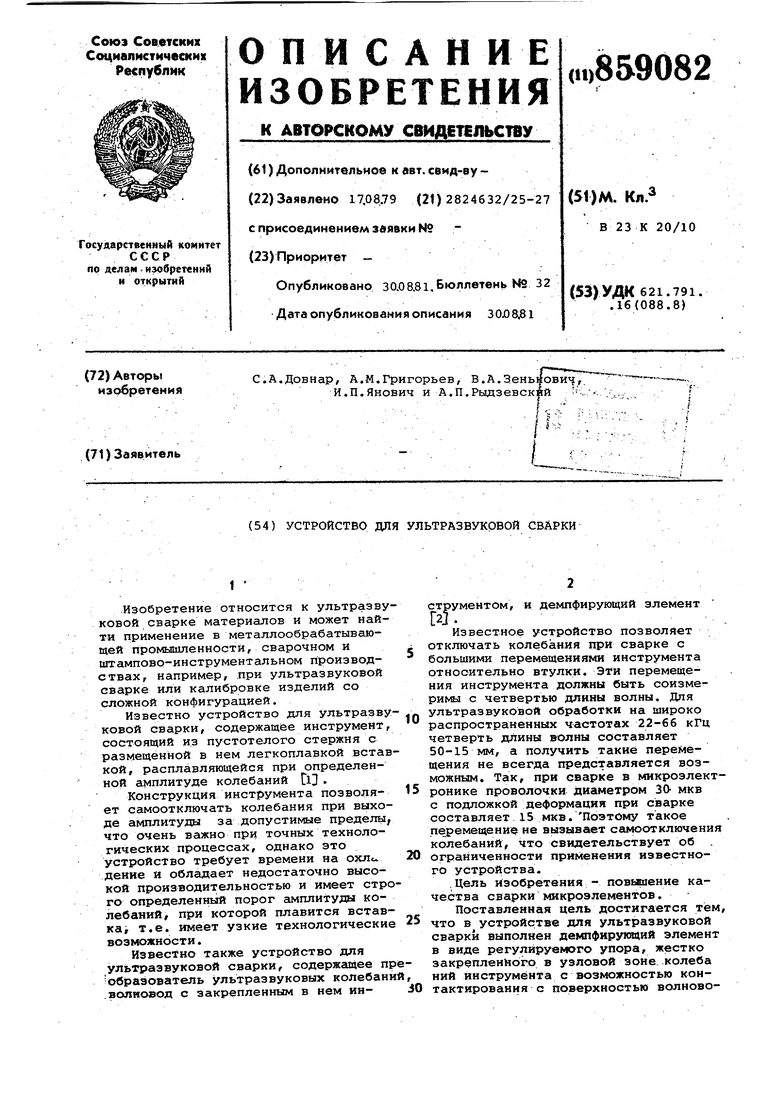
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковойСВАРКи | 1978 |
|
SU844186A2 |
| Способ возбуждения изгибных колебаний в инструменте | 1973 |
|
SU460897A1 |
| Способ регулирования процесса ультразвуковой сварки | 1989 |
|
SU1655724A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841863A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Инструмент для ультразвуковой обработки | 1982 |
|
SU1016117A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU812474A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1706807A1 |