(54) УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1980 |
|
SU941074A2 |
| Устройство для сварки давлением | 1982 |
|
SU1090517A2 |
| Устройство для сварки давлением | 1981 |
|
SU965667A1 |
| Устройство для сварки давлением | 1979 |
|
SU889335A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Устройство для сварки давлением | 1985 |
|
SU1284762A1 |
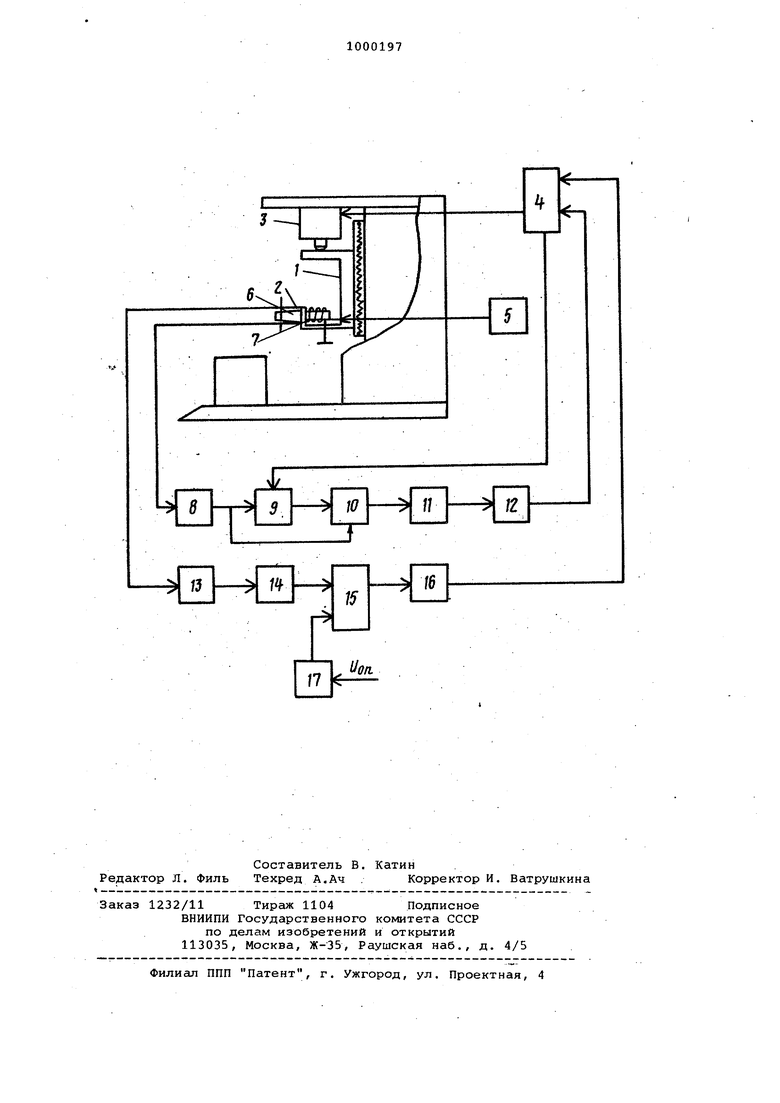
Изобретение относится к микроэлектронике, а именно к оборудовани для сборки полупроводниковых приборов и интегральных микросхем. Известно устройство для сварки давлением, содержащее сварочный трансформатор, неподвижную и подвиж ную станины, привод оплавления и пр вод осадки, конечный выключатель и командный датчик, установленный на рабочем органе привода оссщки и подающий сигнал на выключение сварочного трансформатора fl Недостаток этого устройства - ни кая точность дозирования длительнос ти осадки под током. Известно также устройство для сварки давлением, содержащее свароч ный трансформатор, неподвижную и подвижную плиты, привод оплавления и осадки и командный датчик, связан ный со счетчиком импульсов осадки и подающий сигнал на отключение сва рочного трансформатора, причем ко.-, мандный датчик выполнен в виде пьез электрического датчика ускорения, у тановленного на подвижной плите машины f 2 . OcJHOBHUM недостатком указанного устройства является низкая надежность определения момента контактирования свариваемых деталей, так как; пьезоэлектрический датчик ускорения реагирует на случайные перемещения сварочной головки, удары и вибргодии сварочной установки. Наиболее близшм к предлагаемому является устройство, содержащее сварочную головку с механизмом вертикальных перемещений и датчиком давления, шаговый привод с блоком управления, генератор ультразвукового тест-импульса, соединенный с ультразвуковым преобразователем, и последовательно соединенные индуктивный датчик, выполненный в виде дополнительной oбмoтJки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя, амплитудный детектор, пиковый детектор, вычитатель, вторым входом соединенный с входом пикового детектора и выходом амплитудного детектора, детектор обнаружения превышения нуля потенциала к формирователь, выходом соединенный с входом блока .управления шаговым приводом. Принцип работы указанного устройства основан на определении момента контактирования соединяемых деталей с последующим заданием скорое-. ти деформирования привариваемого проводника 3. Недостатком известного устройств является отсутствие блокировки сварочной установки в случае, когда ус ройство определения момента контакт рования свариваемых деталей не сраб гивает, при этом после контакта сое |ди«яемых деталей шаговый привод деформирует свариваемые детали до их полного разрушения, что приводит к ходу.прибора из строя и поломке мех низма вертикальных перемещений. Поэ тому известное .устройство обладает низкой надежностью. . Цель изобретения - повышение надежности работы. .. . :. Поставленная цель достигается тем, что в устройство, содержащее сварочную головку с механизмом вертикальных перемещений и датчиком дав ления, шаговый привод с блоком управления, генератор ультразвукового тест-импульса, соединенный с ультразвуковым преобразователем,.а также последовательно соединенные индуктивный датчик, выполненный в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразву кового преобразователя, амплитудный детектор, пиковый детектор,.вторым входом соединенный с дополнительным выходом блока управления шаговым при водом, вычитатель, вторым входом соединенный с выходом амплитудного детектора и входом пикового детектора детектор обнаружения превышения нуля потенциала и формирователь, выходом соединенный с входом блока управления шаговым приводом введены делитель напряжения с опорным напряжением на входе, а также последовательно соединенные, усилитель, фильтр высоких частот, компаратор, вторым входом соединенный с выходом делителя напряжения, и второй формирователь, причем выход второго формирователя .соединен с дополнительным входом ;блока управления шаговым приводом, а вход усилителя - с датчиком давления. На чертеже приведена структурная схема устройства. Устройство для сварки давлением состоит из. механизма вертикальных перемещений сварочной головки 1, ,датчика 2 давления, например тензо ;датчика, закрепленного на сварочной головке, шагового привода 3 с блоком 4 управления шаговым приводом, генератор 5 ультразвукового тест-импульса, подключенного к ультразвуковому преобразователю б, последовательно соединенных индкутивного датчика 7, выполненного в виде допол нительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя 6, амплитудного де- i тектора 8, пикового детектора 9, вторым входом соединенного с дополнительным выходом блока 4 управления шаговым приводом, вычитателя 10, вторым входом соединенного с выходом амплитудного детектора 8 и входом пикового детектора 9, детектора 11 обнаружения превышения нуля потенциала и формирователя 12, выходом соединенного с входом блока 4 управления шаговым приводом, последователь|НО соединенных усилителя 13, фильтра 14 высоких частот, компаратора 15, jBTOporo формирователя 16, выходом подключенного к дополнительному входу блока 4 управления шаговым приводом, причем вход усилителя 13 подключен к датчику 2 давления, а также делителя 17 напряжения. Устройство работает следующим образом. Для регистрации момента контактирования св.ариваемых детгшей генератор 5 тест-импульса с момента запуска шагового привода 3 на опускание механизма вертикальных перемещений сварочной головки 1 начинает вырабатывать сигнал с частотой 6070 кГц и мощностью 0,02.-0,5 Вт, который подается на обмотку возбуждения ультразвукового преобразователя 6. При этом сварочный инструмент испытывает вибрации с амплитуд дои холостого хода, которые фиксируются индуктивным датчиком 7, выполненным в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя 6. Амплитудный детектор 8 выделяет огибающую от сигнала датчика 7, который служит для определения момента контактирования свариваемых деталей. Сигнал с выхода амплитудного детектора 8 подается на вход пикового детектора 9, где происходит запоминание амплитуды холостого хода преобразователя 6, далее сигнал передается на вход вычитателя 10. Вычитатель 10. осуществляет операцию вычитания сигнала с выхода пикового детектора 9 от сигнала с входа пикового детектора 9. Таким образом, в режиме холостого хода сигнал на выходе вычитателя 10 отсутствует. В момент контактирования свариваемых деталей амплитуда колебаний сварочного инструмента падает вследствие возрастания эквивалента механической нагрузки на ультразвуковой преобразователь б, а на выходевычитателя 10 появляется сигнал, равный разнице входного и выходного напряжений пикового детектора 9, который фокусируется детектором 11 обнаружения превышения нуля потенциала и через фор мирователь 12 формирует управлякнций ;сигнал на блок 4 управления шаговым приводом, одновременно сигналом с дополнительного выхода по :леднего происходит сброс пикового детектора Блок 4 управления шаговым приводом после определения момента контак тирования отрабатывает определенное количество импульсов на шаговый привод 3, которымизадается оптимальная деформация привариваемого проводника и скорость перемещения сварочного инструмента при сварке. В случае, если момент контактирования свариваегфах деталей не установ лен, сигнал пропорционален изгибной нагрузке на сварочную головку 1. Получённый сигнал усиливается усилителем 13 и поступает на вход фильтра 14 высоких частот, где срезается выЬокочастотная помеха, вносимая работой шагового привода 3. Преобразоваи ный таким образом сигнал подается на вход компаратора 15, на второй вход которого приходит опорное напряжение с делителя 17 напряжения, равное КОН, где К - коэффициент усиления усилителя 13, (f - чувствительность датчика 2 давления; N допустимая нагрузка на сварочную го.ловку, задаваемая при наладке установки. в момент равнества сигналов на обоих входах компаратора 15 последний срабатывает и через формирователь 16 блокирует шаговый привод 3, после чего устраняется неисправность работы устройства определе момента контактирования свариваемых деталей, которая в первую очередь заключается в неправильной установке в рабочее положение пикового детектора 9 и вычитателя 10, а также установке порога срабатывания детек.тора 11 .обнаружения превышения нуля потенциала и отсутствии на входе амплитудного детектора 8 тест-импульса Таким образом, изо.бретение позволяет повысить эксплуатационную надежность работы установок для микросварки путем введения блокировки при отсутствии сигнала с устройства определения контакта в момент контактировйния сварочного инструмента со свариваемыми деталями. Отсутствие сигнала с указанного устройства может иметь место, например, при выходе из строя любого элемента, входящего в него (генератора, тест-импульса, амплитудного детектора, пикового . детектора, вычитателя, детектора обнаружения превышения нуля потенцисша и формирователя), отсутствии напряжения питания и т.п. в данном случае привод вертикальных перемеще НИИ может деформировать свариваемые элементы до их полного.разрушения и привести Кпсломке сварочного инструмента и ультразвукового преобразователя. Введение блокировки приводит к снижению поломок сварочных установок, повышению долговечности их работы, . снижению дороговизны обслуживания И упрощению эксплуатации ооорудования. Формула изобретения Устройство для сварки давлением, содержащее сварочную головку с меха- низмом вертикальных перемещений и датчиком давления, шаговый привод с блоком управления, генератор ультразвукового тест-импульса, соединенный с ультразвуковым преобразователем, а также последовательно соединенные индуктивный датчик, выполненный в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя, ампли- . тудный детектор, пиковый детектор, ёторым входом соединенный с дополнительным выходом блока управления mfiговым приводом, вычитатель, ВТОЕКЛМ входом соединенный с .выходом амплитудного детектора и входом пикового де тектора, детектор обнаружения превышения нуля потенциала и формирователь, выходом соединенный с входом блока управления шаговым приводом, отличающееся тем, что, с целью повышения надежности его работы, в негр введены делитель напряжения с опорным напряжением на увходе, а также последовательно соединенные усилитель, фильтр высоких частот, компаратор, вторым входом соединенный с выходам делителя напряжения, и второй формирователь, причем выход -второго формирователя соединен с дополнительным вхоАом блока управления шаговым приводЬм, а вход усилителя - с датчиком давления. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 425751, кл. В 23 К 11/04, 1973. 2.Авторское свидетельство СССР 624742, кл. В 23 К 11/04, 1976. 3.Авторское свидетельство СССР по заявке 2843391/25-27,. кл. В 23 К 11/04, 1979 С прототип ).
