Изобретение относится к обработке металлов давлением и может найти применение в электронной промьшленности, например -при сборке интегральных cxeMj, Известен инструмент для ультразвуковой сварки, выполненный в виде сплошного стержня резонансной длины СД Однако этот инструмент не обладает возможностью осуществлять самоотклю чение колебаний и управлять процессом сварки.. . Наиболее близким к предлагаемому является инструмент для ультразвуковой сварки, выполненный в виде стержня резонансной длины с полостью вдоль его оси. Конструкция инструмента позволяет самоотключить вводимые в зону сварки колебания, в момент образования сварного соединения 2, Однако конструкция обладает высокой инерционностью и не обеспечивает резкого отключения вводимых в очаг де- .. формации колебаний. Кроме того, этот инструмент не обеспечивает полного га-. амплитуды колебаний и момент отключения колебаний по времени носит дискретньй характер, так как в полости расположены материалы, имеющие интер- валы плавления через 10-20 0, Цель изобретения - повышение качества сварных соединений за счет самоотключения ультразвуковых колебаний в момент совершения процесса сварки. Поставленная цель достигается тем, что в известном инструменте полость выполнена из двух расположенных друг над другом чаЪтей, соединенных между собой капилляром,при этом нижняя часть заполнена электропроводящим жидким материалом, а верхняя снабжена датчиком уровня подъема жидкого материала. Кроме того, он снабжен охватывающим инструмент кольцевым магнитом,установленным в зоне верхней части по- лости с возможностью перемещения вдоль оси инструмента.
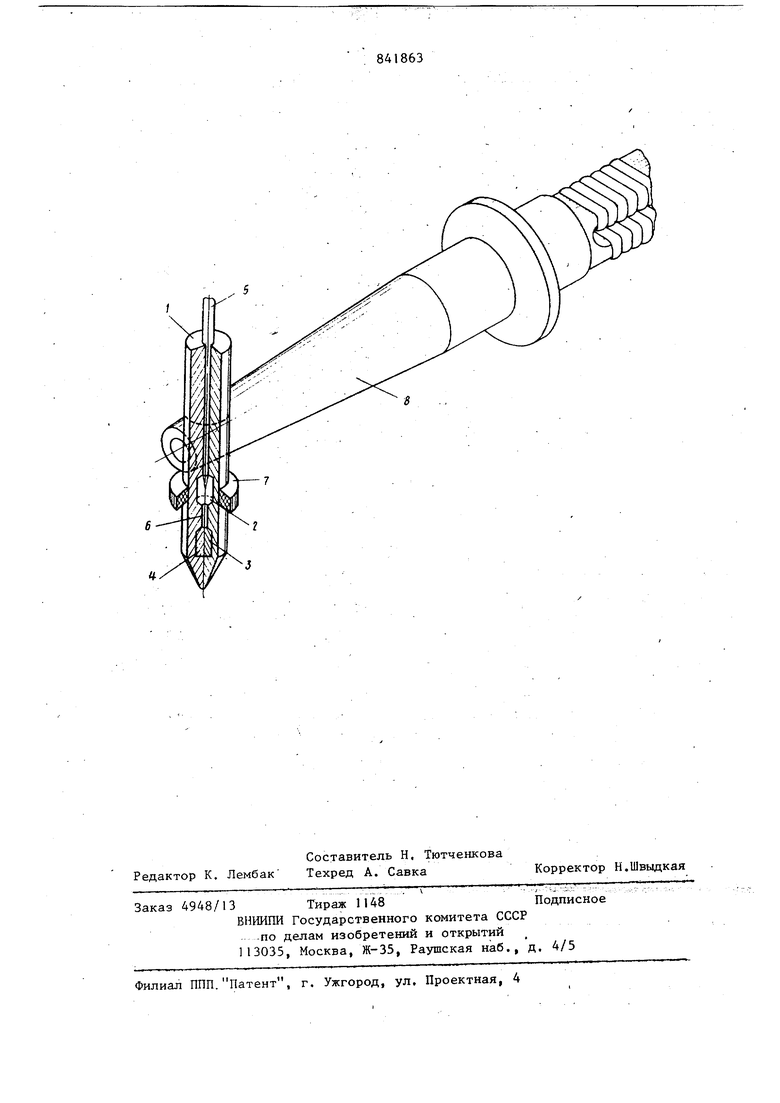
На чертеже представлен предлагаемый инструмент.
Инструмент 1 выполнен в виде стрежня резонансной длины с полостью вдоль оси, состоящей из двух частей 2 и 3, расположеннь1х друг над другом, нижняя 3 из которых заполнена электропроводящим материалом 4, например .ртутью, а Верхняя часть 2 снабжена датчиком 5 уровня подъема жидкости, выполненного в виде, например, элект троконтактов, части 2 и 3 соединены капилляром 6, а в зоне верхней полост на инструменте установлены магнит 7 с возможностью перемещения вдоль оси инструмента. Инструмент установлен в волноводе 8.
Инструмент работает следующим образом.
Ультразвуковые колебания от волновода 8 передают на инструмент 1. Под действием ультразвуковых колебаний происходит процесс формирования сварного соединения, который по завершению вызывает значительное увеличение амплитуды колебаний за счет прокальзывания инструмента по свариваемой детали,вследствие образования эвтктики соединяемых материалов на границе их контакта. При подъме токопроводящего жидкого материала из полости 3 в полость 2 через капилляр 6 происходит контакт с датчиком 5, и колебания отключаются. Магнит 7 вызывает интенсификацию процесса перемещения жидкости в капилляре и при его перемещении вниз заставляет ее затекать в полость 3,
В момент образования сварного соединения, характеризующего наибольшей амплитудой колебаний инструмента, электропроводящий жидкий материал 4 поднимается по капилляру 6 тем больше, чем выш амплитуда колебаний. Перемещение массы жидкого материала из одной части инстрз мента в другую, например в пучность колебаний, где расположена полость 2, вызывает расстройку резонансного режима работы систег-ь; и уменьшает амплитуду колеб ний инструмента. Датчик 5 в полости 2 позволяет при его контакте с жидким материалом 5 полностью отключить колебания,вводимые в инструмент. Настройка датчика, т.е. глубина его размещения в полости 2,опредаляется экспериментально для каждой марки свариваемых материалов. Это позволяет сделать инстрзгмент универсальным, расши рить его технологические возможности и использовать в качестве функционально-параметрического узла, самоотключающего ультразвуковые колебания по завершению процессов в очаге деформации.
Формула изобретения
1,Инструмент для ультразвуковой сварки, выполненый в виде стержня резонансной длины с попостью вдоль его ocHj отличающийся тем, что, с целью повышения качества сварных соединений за счет самоотключения ультразвуковых колебаний в момент завершения процесса сварки, полость инструмента выполнена из двух, расположенных друг над другом частей, соединеных между собой капилляром, при этом нижняя часть заполнена электропроводящим жидким Материалом, а верхняя полость снабжена датчиком уровня подъема жидкого материала,
2.Инструмент по п, 1, о т л и ч а ю щ и.й с я тем, что, он снабжен охватываюкщм инструмент кольцевым магнитом, установленным в зоне верхней части полости с возможностью перемещения вдоль, оси инструмента,
Источники информации, принятые во внимание при экспертизе
1,Волосатов В, А, Ультразвуковая -обработка, Лениздат, 1973 с, 96.
2,Авторское свидетельство СССР . f 549295, кл, В 23 К 19/04, II, 11,75,
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU812474A1 |
| Устройство для ультразвуковой сварки | 1979 |
|
SU859082A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Способ регулирования процесса ультразвуковой сварки | 1976 |
|
SU575190A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Способ регулирования процесса ультразвуковой сварки | 1989 |
|
SU1655724A1 |
| Устройство для ультразвуковой сварки | 1976 |
|
SU591286A1 |
| Способ возбуждения изгибных колебаний в инструменте | 1973 |
|
SU460897A1 |