(54) УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Устройство для ультразвуковой сварки | 1976 |
|
SU591286A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2005 |
|
RU2303496C2 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841863A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU990459A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Устройство для ультразвуковой пробивки отверстий | 1980 |
|
SU902929A1 |
| Способ ультразвуковой сварки | 1979 |
|
SU872122A1 |
Г .
Изобретение относится к оборудованию для микросварки и может быть использовано в электронной промьашленности, например при сборке полупроводниковых приборов интегральных схем..
Известен инструмент для ультразвуковой сварки, выполненный в виде стержня резонансной длины с конусом на нерабочем торце. Инструмент обеспечивает локальную модуляцию амплитуды колебаний в свариваемой зоне по кольцевым участкгил fl .
Однако эта конструкция не дает значительного повышения качества воспроизведения сварных соединений, в частности стабильности их прочности, так как она не имеет возможности осуществлять самопроковку сварного соединения в момент завершения процесса сварки.
Известно также устройство для ультразвуковой сварки, содержащее волновод и установленный в нем полы стержень, в полости которого закреплен инструмент, при этом продольная ось полости стержня параллельна продольной оси инструмента 2.
Это устройство позволяет самоотключать колебания, вводимзЕе в зону
обработки в соответствии с изменением величины перемещения рабочего торца. Конструкция инструмента обеспечивает постоянное усилие обработки, например в начале и в конце процесса сварки и не обеспечивает возможности самопроковки сварного соединения по завершению процесса сварки при полном отключении акустической энергии, передаваелюй на обрабатыBctei je детали.
Целью изобретения является повышение качества сварных соединений за счет обеспечения самопроковки сварного соединения.
Поставленная цель достигается тем, что инструмент выполнен в виде установленной с возможностью одностороннего поверхностного контактирования в устойчивом положении с одной стенкой полости стержня, а в момент наибольшего прогиба с возможностью точечного контактирования с противоположной стенкой полости плоской пружины резонансной длины, нерабочий торец которой жестко закреплен в стержне.
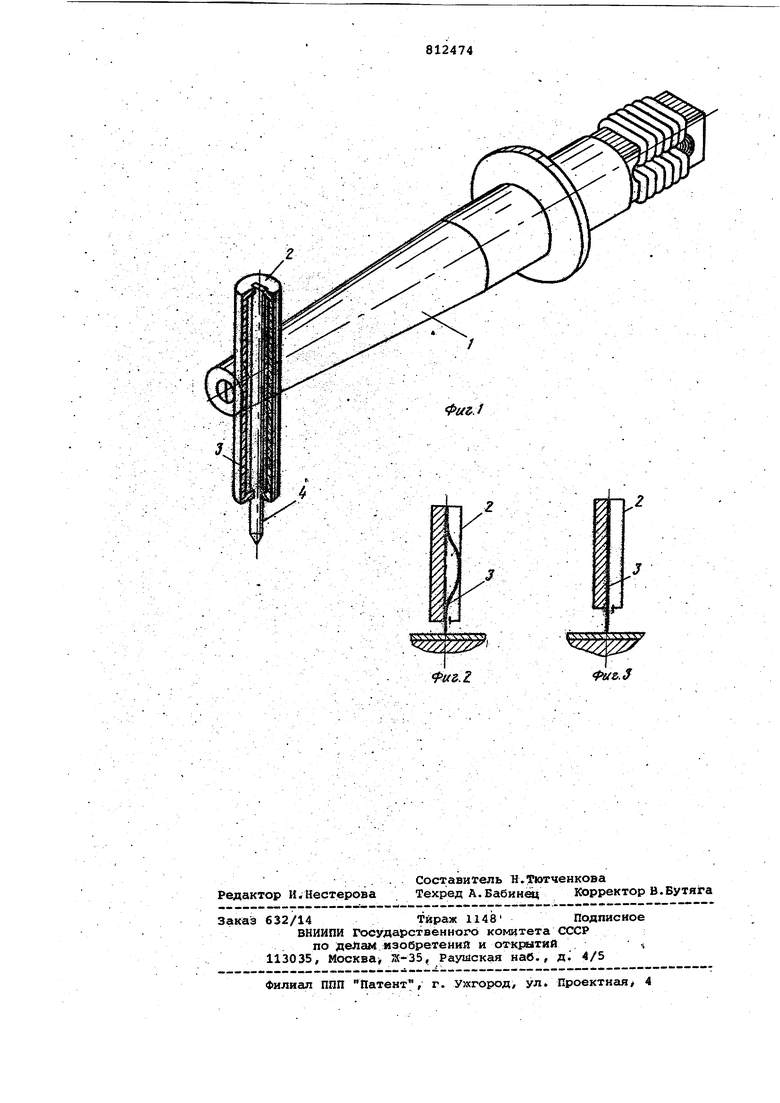
На фиг. 1 изображено устройство для ультразвуковой сварки на фиг. 2 и 3 - состояние инструмента в начале и в конце сварки соответственно. Устройство содержит волновод 1 с установленным в нем полым стержнем 2, в полости 3 которого размещен инструмент 4, выполненный в виде плоской пружины резонансной длины, один из торцов которой жестко закреп I лён в стержне 2, а свободный выполнен в виде рабочего торца. Размер полости 3 в направлении из гиба плоской пружины равен значению стрелы прогиба ее от усилия нагружения инструмента, что обеспечивает гарантированный контакт пружины со стержнем 2 в щзрцессе передачи ультразвуковых колебаний до образова ния сварного соединения. В момент образования сварного соединения амплитуда колебаний увеличивается за счет, увеличения проскальзывания, при этом увеличивается амплитуда колебаний пружины 4 и она выходит из неустойчивого положения (фиг.3), за счет силы пружины при переходе ее в устойчивое положение осуществляется самопроковка сварного соединения.. Одностороннее плоское контактирование плоской пружины 4 со стенкой полости 3 стержня в усто.йчйвом пбложении обеспечивает односторонний прогиб ее, т.е. создает условия опре деленности положения пружины для самоотключения колебаний. После образования соединения происходит изменение волнового сопротивлёния на границе соединяемых материалов иувеличение колебаний инст румента 4. При изготовлении пружины с жесткостью ниже сдвигающих усилий вызванных, например, изгибныг колебаниями в плоской пружине, с увеличением амгшитуды колебаний пружину резко отходит от внутренней стенки стержня и может размы1):атв. злектрический контакт для отключения колебаний и занимает устойчивое положение. Этот процесс сопровождается значительным увеличением динамического воздействия на очаг деформации и повышает качество воспроизведения сварных соединений. . формула изобретения Устройство для ультразвуковой сварки, содержащее волновод и установленный в н;ем полый сте;ржень,- в полости которого закреплен инструмент, при этом продольная ось полости , стержня парёшлельна продольной оси инструмента, отличающее с я тем, что, с целью повышения качества сварных соединений - за счет- самопроковки сварного соединения, инструмент выполнен в виде установленной с возможностью одностороннего поверхностного контактирования в устойчивом . положениис ОДНОЙ стенкой полости стержня, а в момент наибольшего прогиба с возможностью точечного контактирования с противоположной стенкой полости плоской пружинь резонансной длины, нерабочий торец которой жест|КО закреплен в стержне.. Источники информации, принятые во внимание при-экспертизе 1.Авторское свилетельство СССР №620354, кл. В 23 К 19/04, 1977. 2.Авторское свидетельство СССР W591286, кл, В 23 К 19/04, 1976.
3
у,
Ф
ФЫ&.3
ttZ.l
