(54) ФЛЮС ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электрошлаковой сварки | 1978 |
|
SU1022792A1 |
| Флюс для электрошлаковой сварки | 1978 |
|
SU1022793A1 |
| Флюс для электрошлаковой сварки | 1978 |
|
SU935236A1 |
| Сварочный флюс | 1973 |
|
SU468738A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU935233A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1978 |
|
SU935234A1 |
| Флюс для электрошлаковой сварки алюминия и его сплавов | 1969 |
|
SU279311A1 |
| Флюс для сварки алюминия и его сплавов | 1981 |
|
SU961908A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU1022791A1 |
Использование предлагаемого флюса обеспечивает получение качественных сварных соединений без непроваров и несплавлений при изготовлении конструкций из металла большой толщины за счет расширения- интервала рабочих температур шлаковой ванны и повышения активности флюса по отношению к окисной пленке , снижает стоимрсть сварочных работ, так как в состав флюса введены более дешевые компоненты, например СаО, упрощает вспомогательную осНастку с точки зрения обесФормула изобретения
Флюс для электрошлаковой сварки металлов, преимущественно алюминия,, и его сплавов, содержащий фтористый гшюминий, фтористый натрий, фтористый литий, хлористый калий и хлористый натрий., отличающийся тем, что, с целью повышения качества сварных соединений за счет расшире-. ния интервала рабочих температур шлаковой анны и повышения ее активности по отношению к окйсной пленке свариваемых кромок, флюс дополнительно содержит окись кальция и бромистый калИй.а cyNwapHoe содержание хлористого и бромистого калия соста вляпечения необходимой плотности прилегания к свариваемому стыку за счет повышения вязкости флюса.
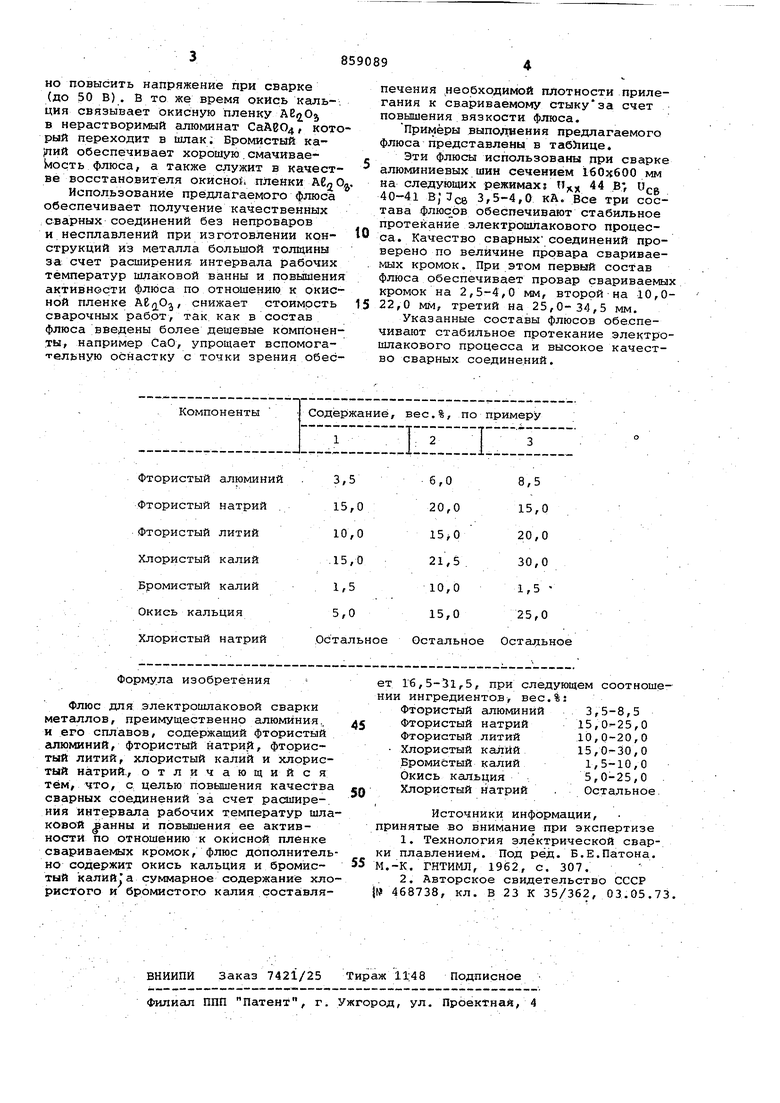
Примеры выполнения предлагаемого флюса представлены в таблице.
Эти флюсы использованы при сварке алюминиевых шин сечением 160x600 мм на следующих режимах П 44 В; 40-41 в;Лее 3,5-4,0 кА. Все три состава флюсов обеспечивают стабильное протекание злектрошлакового процесса . Качество сварных соединений проверено по величине провара свариваемых кромок, При этом первый состав флюса обеспечивает провар свариваемых кромок на 2,5-4,0 мм, второй на 10,022,0 мм, третий на 25,0-34,5 мм.
Указанные составы флюсов обеспечивают стабильное протекание электрошлакового процесса и высокое качество сварных соединений.
ет 16,5-31,5, при следующем соотношении ингредиентов, вес.%:
Фтористый алюминий3,5-8,5
Фтористый натрий15,,0
Фтористый литий10,0-20,0
хлористый калий15,0-30,0
Бромистый калий1,5-10,0
Окись кальция5,0-25,0
Хлористый н атрий .Остальное.
Источники информации, принятые во внимание при экспертизе
М.-К. ГНТИМЛ, 1962, с. 307.
№ 468738, кл. В 23 К 35/362, 03.05.73.
