I
Изобретение относится к сварочной технике, преимущественно к электрошлаковой сварке пластинчатым электродом и может быть широко использовано при изготовлении тяжелой алюминиевой ошиновки для электролизеров в цветной металлургии и химической промышленности.
Известен способ электрошлаковой сварки алюминия пластинчатым или проволочным электродом Ml.
Недостатком его является то, что он не обеспечивает получение качественных сварных соединений при резком увеличении толщины металла вследствие того, что электродная проволока не обладает достаточной жесткостью и ее трудно подавать в зазор между свариваемыми кромками, а использование пластинчатых электродов и флюсов на основе щелочных металлов не позволяет накопить достаточного количества тепла ввиду низкой температуры кипения шлаков.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ электрошлаковой сварки пластинчатым электродом, преимущественно легких сплавов, при котором на пластинчатый электрод по всему его периметру наносят электроизоляционный материал 2j.
. Недостатком его является то, что
to при резком увеличении теплопроводности свариваемого металла, например алюминия, этот способ не обеспечивает достаточного количества, тепловой мощности шлаковой ванны, что вызыва15ет непровары. Существенным недостатком известного способа при сварке, например, легких сплавов является также всестороннее воздействие на процесс электрошлаковой сварки внешних .
20 магнитных полей большой напряженности, имеющих место в производстве электролитическим путем алюминия, хлора и других продуктов. Взаимодействие внешнего магнитного поля с собственным полем, возникающим вокруг электрода, сопровождается появлением в ме талле шва различных дефектов. Вредное влияние внешнего агнитного поля наиболее сильно при развитой поверхности .зеркалашлаковой ванны в зазо ре приводит к развитию турбулентности, что сопровождается резким снижением стабильности сварки. Сварка в сильных магнитных полях сопровождает ся постоянными выплесками сварочной ванны из зазора, так как известный способ характеризуется возможностью изменения перекоса зеркала сварочной ванны (т.е. ее свободной поверхности при сварке в магнитных полях в преде лах 0-90 от горизонтальной плоскости. Кроме того, недостатком известно го способа электрошлаковой сварки, применяемого для сварки легких сплавов, является образование несплавяений в сварных соединениях при сварке алюминия большой толщины. Это объясняется наличием тугоплавкой оки- 2S си алюминия ,0 на свариваемь1Х кром ках и большого теплоотвода. При значительном увеличении толщины свариваемого металла (более 60 мм) извест ные способы электрошлаковой сварки проволочным, пластинчатым и пластино проволочным электродами не обеспечивают требуемого качества сварных сое динений . Целью изобретения является повыше ние качества сварного соединения и у тойчивости процесса сварки путем уст ранения влияния внешнего магнитного поля и обеспечения гарантированного провара кромбк. Поставленная цель достигается путем того, что в процессе сварки ограничивают угол перекоса зеркала сварочной ванны в пределах до 15 от горизонтали, для чего задают соотношение проекций площади поперечного сечения электрода, площади зазора и ,площади зеркала шлаковой ванны на горизонтальную плоскость в пределах 1:(1,2...1,5):(2,5...,5) соответственно и обеспечивают оплавление свариваемых кромок в виде подвижных дуговых уступов, концы которых со стороны поверхности кромок погружены в шлаковую ванну, цля чего на сваривае мых кромках на площади не менее 50 их поверхности закрепляют электроизо ляционный материал с температурюй разрушения в 1.. . ,S рзза превышающей температуру плавления свариваемого металла. Наносимый на поверхность электрода (электроизоляционный материал берут с температурой разрушения в 1,1.. 2,5 раза превышающей температуру плавления электродного металла. Величина перекоса шлаковой ванны не должна превышать Т5 от горизонтальной плоскости, так как при больших значениях перекоса ванны наблюдается заметное перераспределение сварочного тока.по свариваемым кромкам вследствие разницы площадей смачивания кромок, что сопровождается непроваром одной из них. Оптимальное значение перекоса шлаковой ванны определяют экспериментальным путем BV лабораторных условиях: при перекосе в пределах 0-15 получены качественные сварные соединения, и выше односторонним непроваром свариваемых кромок. В практике величину перекоса ванны определяют косвенным путем по разнице величин сварочных токов, проходящих по каждой кромке. Так экспериментально установлено, что при сварке алюминия одному градусу перекоса ванны соответствует разность величины сварочных токов, проходящей по каждой кромке, равная 50-60 а.Таким образом, величина разницы.токов при сварке алюминия не должна превышать 750-900 а Температура разрушения (Tj,) изоляционного материала на свариваемых кромках должна превышать температуру плавления () основного металла в 1,1-1,5 раза, что обеспечивает получение горизонтальных подвижных уступов. В случае, если ,1 , то этот материал разрушается над зеркалом шлаковой ванны, что исключает получение горизонтальных уступов. В случае, если Тр 1,5 , то изоляционный материал не успевает разрушиться до подхода к нему металлической ванны, что сопровождается появлением в сварном шве шлаковых включений. Температура разрушения (Тр) изоляционного материала на электроде должна превышать температуру плавления (Т) электрода в 1,1.. .2,5 раза, что увеличивает погоинуО энергию при сварке и, как следствие, гарантирует провар свариваемых кромок. В случае.
если Те меньше 1,1 Т... , то изоля |Л
ционныи материал разрушается над зеркалом шлаковой ванны и практически не оказывает влияния на глубину погружения электрода, т.е. не обеспе чивает увеличение погонной энергии при сварке. В случае, если То 72,5 Трд, то глубина погружения электрода превосходит глубину шлаковой ванны, что сопровождается коротким замыканием сварочной цепи.
При этом вертикальное перемещение боковых участков зеркала ванны ограничивают подвижными уступами оплавляемых .свариваемых кромок, составляю ЩИ1ЛИ kO-75% площади зеркала ванны, а центрального участка вокруг электрода - собственным магнитным полем, создаваемым сварочным током.
.Характерно, что выход соотношения проекций из указанных пределов ведет к значительному увеличению перекоса зеркала ванны, что сопровождается мгновенным выплеском сварочной ванны из зазора,и,как следствие, нарушением собственно процесса сварки.
В качестве электроизоляционного материала для кромок могут служить тугоплавкие картоноподобные флюсы, пластмассовые пластинки, керамика, фанера, карбиды и окислы различных металлов, не вступающие в реакцию со сварочнь1м флюсом и т.п.
Нанесение тугоплавкого электроизо ляц юнного материала на сварочный электрод позволяет увеличить глубину погружения эле ктрода в шлаковую ванн без увеличения скорости его подачи, и, тем самым, регулировать погонную энергию при сварке.
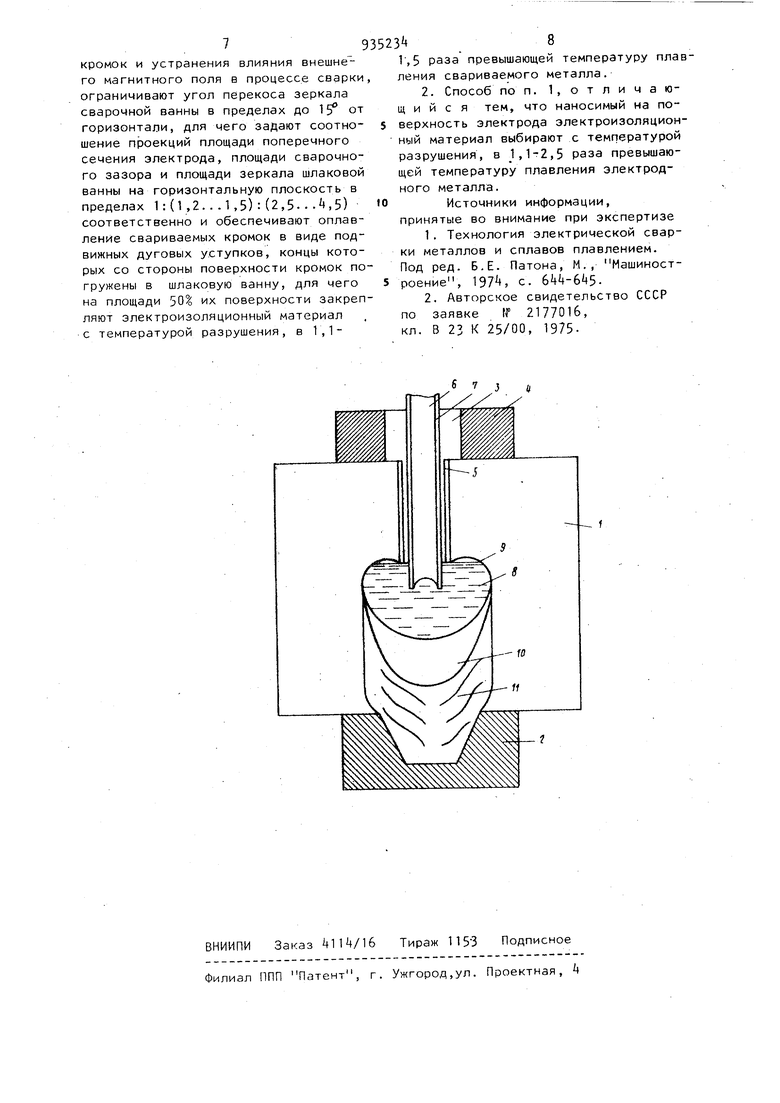
На чертеже изоб ражена схема выполнения предлагаемого способа.
В качестве примера выполняют сварку алюминиевых шинопроводов сечением ItOxSIS мм в магнитном поле.
На свариваемых шинах 1 собирают формирующее приспособление, состоящее из поддона 2, кристаллизаторов 3 и выводных планок , Со стороны кристаллизаторов устанавливают соленоиды (не показаны) для- наведения магнитного поля при сварке. На свариваемые кромки шин 1 закрепляют пластины 5 из фанеры толщиной 2 мм. В зазор вводят сварочный электрод 6 сечением 20x130 мм, на поверхности которого закреплен картоноподобный флюс 7 на основе базальтового волокна толщиной 1 мм. К сварочному электроду 6 и поддону 2 подключают источник питания (не показан). Через отверстие (не показано) в поддоне 2 в карман поддона 2 заливают жидкий шлак 8 и одновременно включают подач электрода 6 вниз, в результате чего начинается сварка. В процессе сварки на свариваемых кромках шин 1 образуются подвижные горизонтальные дуговые уступы 9 ограничивающие вертикальное перемещение боков,ыХ участков зеркала шлаковой ванны 3. Расплавленный металл электрода 6 и свариваемых кромок шин 1 образуют металлическую ванну 10, которая, кристаллизуяс дае,т качественный сварной шок 11. Ширина сварного шва 11 составляет ,70 мм Рен$им сварки: зазор - 28 мм, Uxx - « В
- O.-.i В
ев
се 5...7,5 ка Напряженность магнитного поля при сварке составляет Н 5 . Сварка выполняется на аппарате А550У с источником питания ТШС-10.000
Применение предлагаемого способа позволяет получить следующие преимущества: .открывает возможность сварки алюминия толщиной более 60 мм, чтосопроаождается увеличением единичной мощности электролизера; экономия сварочных материалов более, чем на 50% за счет меньшего расхода электродов; резко сокращает станочную и др. механическую обработку по устранению дефектов за счет повышения качества сварных соединений, позволяет выполнять сварку алюминиевых шинопроводов .на монтаже в условиях действия сильных магнитных полей. Внедрение заявляемого способа на одном алюминиевом заводе позволит получать не ме ее 15Q тыс. руб. экономии в год.
Формула изобретения
Способ электрошлаковой сварки пластинчатым электродом преимущественно легких сплавов, при котором на пластинчатый электрод по всему его периметру наносят электроизоляционный материал, отличающийся тем, -что, с целью повышения качества сварного соединения и устойчивости процесса сварки путем обеспечения гарантированного провара
кромок и устранения влияния внешнего магнитного поля в процессе сварки, ограничивают угол перекоса зеркала сварочной ванны в пределах до 15 от горизонтали, для чего задают соотношение проекций площади поперечного сечения электрода, площади сварочного зазора и площади зеркала шлаковой ванны на горизонтальную плоскость в пределах 1 : (1 ,2. . . 1,5) : (2,5-. .,5) соответственно и обеспечивают оплавление свариваемых кромок в виде подвижных дуговых уступков, концы которых со стороны поверхности кромок погружены в шлаковую ванну, для чего на площади 50 их поверхности закрепляют электроизоляционный материал с температурой разрушения, в 1,11, 5 раза превышающей температуру плавления свариваемого металла.
2. Способ по п. 1, о т л и ч а ющ и и с я тем, что наносимый на поверхность электрода электроизоляционный материал выбирают с температурой разрушения, в 1,1-2,5 раза превышающей температуру плавления электродного металла.
Источники информации, принятые во внимание при экспертизе
1.Технология электрической сварки металлов и сплавов плавлением. Под ред. Б.Е. Патона, М., Машиностроение, 197, с. 644-645.
2.Авторское свидетельство СССР по заявке № 2177016,
кл. В 23 К 25/00, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU1022791A1 |
| Способ электрошлаковой сварки разнородных металлов | 1989 |
|
SU1785857A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU935233A1 |
| Способ электрической сварки плавлением | 1978 |
|
SU859083A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU927452A1 |
| Способ электрошлаковой сварки | 1975 |
|
SU606698A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| Способ соединения металлов | 1978 |
|
SU859084A1 |
6 7
3 1
