I
Изобретение относится к бесцентровому шлифованию на жестких опорах внутренних цилиндрических поверхностей колец подшипников с осцилляцией изделия в процессе шлифования и может быть использовано по прямому назначению в подшипниковой промышленности при шлифовании отверстий колец подшипников.
Известен способ/обработки, при котором деталь устанавливается на магнитном патроне и на жестких опорах 1.
Недостатком известного способа является низкая точность обработки.
Цель изобретения - повышение точности обработки.
Указанная цель достигается тем, что деталь при возвратно-поступательном движении от магнитного патрона перемешают по неподвижно установленным жестким опорам.
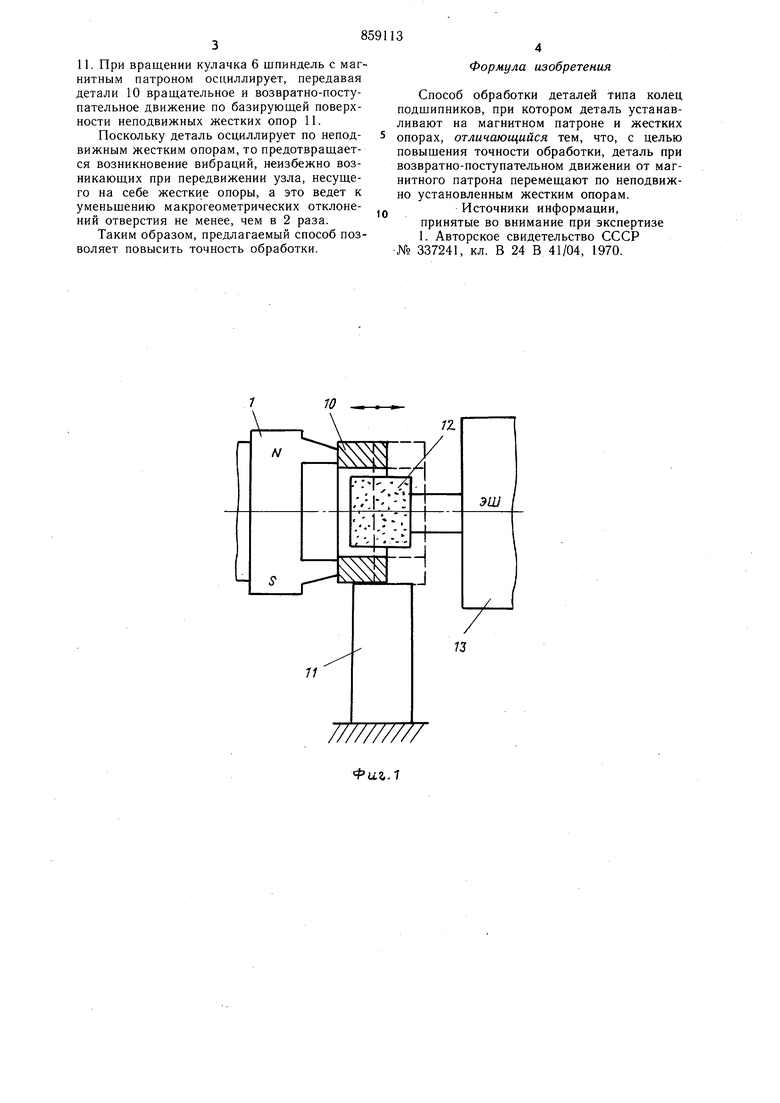
На фиг. 1 изображена схема устройства для осуш,ествления предлагаемого способа; на фиг. 2 - то же, вид на фиг. 3 - то же, с креплением патрона на осциллируюшую бабку изделия; на фиг. 4 - то же, с креплением патрона на корпусе.
Устройство для осуш,ествления способа обработки деталей типа колец подшипников содержит магнитный патрон 1, закрепленный на шпинделе 2, который размещен в бабке изделия 3 (фиг. 3), установленной на направляюших 4, или непосредственно в корпусе 5 (фиг. 3), который выполняет роль направляюших.
Шпиндель 2 осциллирует от кулачка 6. Врашение на шпиндель 2 и магнитный патрон 1 передается приводом 7 посредством ременной передачи через шкивы 8 и 9. Обра10батываемая деталь 10 устанавливается на жесткие опоры 11, которые закреплены неподвижко на станине станка с некоторым эксцентриситетом по отношению к оси врашения шпинделя 2 станка. Шлифовальный круг
,5 12 враш,ается от электродвигателя 13 и имеет радиальную подачу в процессе шлифования. Способ осуш,ествляется следующим образом.
Включается привод 7 и передает вращение шпинделю 2 и магнитному патрону 1.
20 Обрабатываемую деталь 10 ставят на жесткие опоры 11 и она одновременно своим торцом притягивается к торцу магнитного патрона I и прижимается к жестким опорам
11. При вращении кулачка 6 шпиндель с магнитным патроном осциллирует, передавая детали 10 вращательное и возвратно-поступательное движение по базирующей поверхности неподвижных жестких опор 11.
Поскольку деталь осциллирует по неподвижным жестким опорам, то предотвращается возникновение вибраций, неизбежно возникающих при передвижении узла, несущего на себе жесткие опоры, а это ведет к уменьшению макрогеометрических отклонений отверстия не менее, чем в 2 раза.
Таким образом, предлагаемый способ позволяет повысить точность обработки.
Формула изобретения
Способ обработки деталей типа колец подшипников, при котором деталь устанавливают на магнитном патроне и жестких опорах, отличающийся тем, что, с целью повышения точности обработки, деталь при возвратно-поступательном движении от магнитного патрона перемещают по неподвижно установленным жестким опорам.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 337241, кл. В 24 В 41/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КРЕПЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПРИБОРНЫХ ПОДШИПНИКОВ | 1972 |
|
SU337241A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для шлифования поверхностей вращения | 1978 |
|
SU766833A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Станок для шлифования монтажной фаски внутреннего кольца подшипника качения | 1976 |
|
SU580090A2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1969 |
|
SU256548A1 |


//////////
Фигл
//777/////////////////
ffti
О
8
g -AAA/W/
ФигЛ « a
