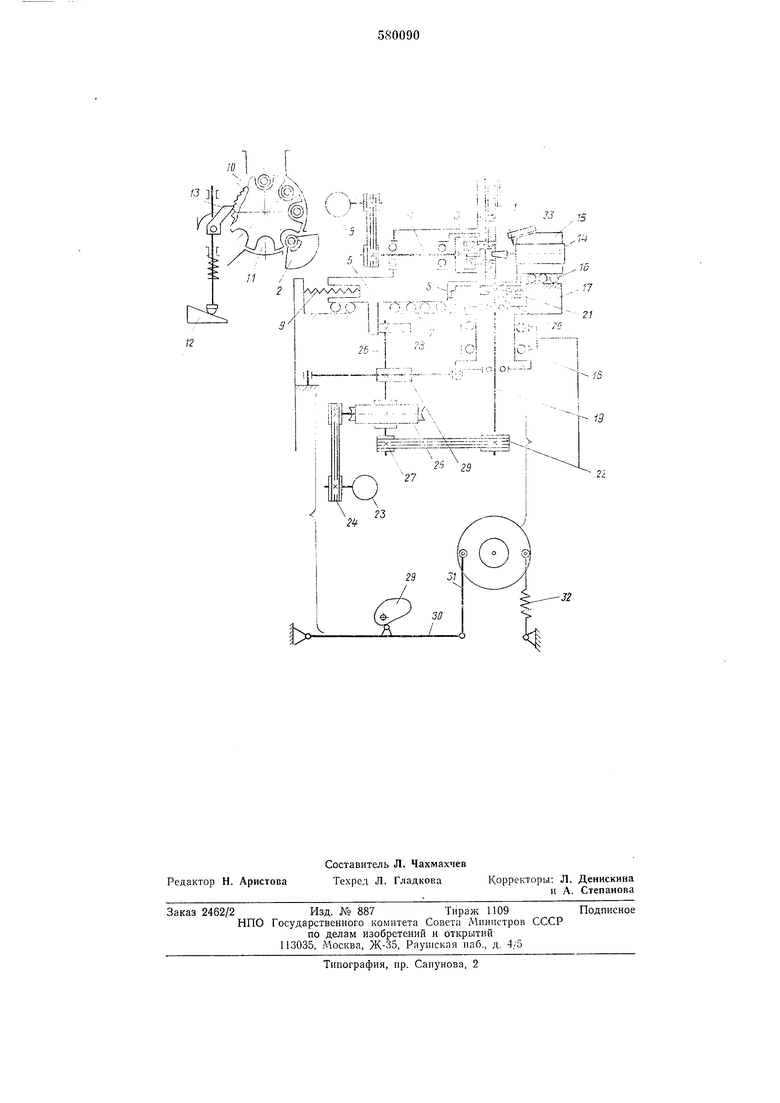
связан с приводом посредством ременной передачи 22. Привод состоит из электродвигателя 23, клиноременной передачи 24, червячного редуктора 25 и выходного вала 26, на котором жестко закреплены ведущий шкив 27 ременной передачи 22, кулачок 28 механизма отвода бабки изделия, кулачок 29 механизма понорота шлифовальной бабки. Соотношение между участками подъема и сиада кривой профиля кулачка 29 должно быть в пределах 2 : 1-4 : 1. Механизм поворота шлифовальной бабки содержит рычаг 30, контактируюший с кулачком 29, тягу 31, шарнирно связывающ.ую рычаг с корпусом шлифовальной бабки, и пружину 32. Ма корпусе шлифовальной бабки 15 закреплен механизм правки 33. В автоматическом цикле станок работает следующила образом. Бабка изделия 6 иаходится 1з крайнем правом (рабочем) положении. Обрабатываемое кольцо 1 получает привод врашения от магнитного патрона 3 п базируется на неподвижных опорах 2. Шлифовальная бабка 15 под воздействием эксцентрика 20 совершает возвратно-поступательное движение параллельно рабочей образующей конуса шлифовального круга. Одновременно с этим шлифовальной бабке 15 сообщается медленное качательное движение вокруг оси, проходящей через центр профиля радиусной фаски. Это движение обеспечивается механизмом поворота шлифовальной бабки. Крайняя точка поворота бабки 15 (рабочего хода) соответствует наибольшему подъему на кулачке 29. Затем на профиле кулачка начинается спад кривой, и шлифовальная бабка под воздействием пружины 32 возвращается в исходное полон ение (холостой ход), соответствующее изображенному на кинематической схеме. Благодаря тому, что участок подъема кривой кулачка 29 в 2-4 раза больше участка спада кривой, то при равномерном враш,ении этого кулачка угловая скорость поворота шлифовальной бабки 15 во время рабочего и холостого ходов различна: медленный поворот при рабочем ходе и быстрый - при холостом. В то время как шлифовальная бабка 15 совершает холостой ход, бабка изделия 6 посредством кулачка 28 отводится в левое (исходное) положение. При этом шток храпового механизма 13 под воздействием неподвижно расположенного кулачка 12 осуществляет поворот загрузочного диска 10 на один шаг. Обработанное кольцо 1 переводится из рабочей зоны Б зону выгрузки, а следующая за ним заготовка в соседнем кармане диска 10 подается в рабочую зону. Следуя профилю на кулачке 28, бабка изделия 6 под действием пружины 9 подводится Б рабочее положение к уиору 8, и цикл повторяется. Формула изобретения Станок для шлифования монтажной фаски внутреннего кольца подшипника качения по авт. св. 161253, отличающийся тем, что, с целью сокращения холостого времени цикла и повышения производительности обработки, механизм медленного качательного движения шлифовального круга около центра закругления контура фаски выполнен в виде шарнирно закрепленного на станине станка и кинематически связанного с корпусом шлифовальной бабки качающегося рычага и находящегося с ним в контакте вращающегося кулачка, участки подъема и спада кривой профиля которого выиолнены с соотношением 2: 1-4: 1.