1
Изобретение относится к устройствам для изготовления решетчатого заполнителя, используемого в дверных полотнах или в аналогичных пустотелых щитах, а также в строительной индустрии при изготовлений строительных изделий.
Известно устройство для изготовления решетчатого заполнителя пустотелых щитов, включающее станину, на которой смонтирован имеющий башмаки конвейер перемещения поперечных пла-. нок с приводом, магазин поперечных планок с механизмом их подачи и досылателем с приводом, пильный суппорт, выполненный в,виде силового цилиндра механизм запрессовки с магазином, который имеет механизм подачи продольных планок и установлен перпендикулярно направлению подачи поперечных планок, выталкиватель готовых изделий и накопитель 1
Однако для изготовления решетчатого заполнителя необходимо заранее на другом оборудовании вне этого устройства произвести выпиловку пазов в продольных планках и уложить их в три магазина с последующей подачей тремя силовыми цилиндрами и досылкой к запрессовкой их тремя силовыми цилиндрами, что влечет за собой увеличение обслуживающего пер.совала, энергоемкости, производственных площсщей и неудобство в обслуживании , а также необходимость в транспортировке продольных планок с выпиленными пазами. Кроме того, укладка продольных планок производится в один ряд в три магазина (в зоне запрессов10ки), а это вынуждает во время их загрузки останавливать конвейер, что приводит к снижению производительности. Укладку поперечных планок в -, магазин осуществляют при помощи про15кладок, которые должны быть уложены строго против щелей в дне магазина. После освобояадения нижней галереи магазина от планок прокладки вываливаются через щели и их необходимо
20 вернуть в магазин в исходное положение, что вызывает дополнительные операции и создает неудобство в загрузке магазина-. При выпиловке пазов в заготовках ДВП из-за отсутствия
25 подпора волокон по базирующей плоскости башмаков в месте контакта пильного диска с ДВП могут быть поперечные сколы или изломы, что приводит к браку изделия. В связи с тем,
30 что в зоне запрессовки отсутствуют
прижимгие пластины, осуществляющие торцовый подпор волокон, вероятность входимости верхних пазов в нижние пазы планок из-за имеющихся зазоров в башмаках будет незначительной, что также приводит к браку изготавливаемых изделий, Подачу поперечнБГх шланок осуществляют при помощи транспортера с упорами, приводимого в движение электромеханическим приводом с цепной передачей и двух клиноременных подавателей, что усложняет конструкцию и делает ее менее надежной,
Досылающий механизм (досьшатель) состоит из вильчатого рычага с кулачком и пружинным механизмом вертикального перемещения, что усложняет конструкцию и снижает ее надежность. Привод конвейера продольного перемещения поперечных планок электромеханический , что усложняет и удорожает конструкцию и увеличивает габаритные размеры,
Цель изобретения снижение трудоемкости и повышение качества.
Поставленная цель достигается тем что магазин продольных планок снабжен пильным суппортом, имеющим привод досылателем и именицим башмаки и привод конвейером захвата и фиксации продольных планок, механизм подачи продольных планок выполнен в виде конвейера, магазины поперечных и продольных планок снабжены механизмами загрузки, которые выполнены в виде укрепленных на стенках магазинов вертикальных транспортеров с захватами, башмаки конвейера перемещения поперечных планок выполнены в виде жестко смонтированных на звеньях цепи уголков с пазами для прохода пильных дисков и V-образных подпружиненных элементов, один конец котоpfc& жестко соединен с уголком, а второй обращен к вертикальной поверхности уголка, при этом башмаки конвейера захвата и фиксации продольных планок выполнены также в виде М-образных подпружиненных элементов, один конец которых соединен со звеньями цепи жесткоI а второй посредством упора,
Кроме того, поставленная цель достигается тем, что приводы конвейера перемещения поперечных планок, конвейера захвата и фиксации продольных планок и обоих досылателей выполнены в виде силовых цилиндров,
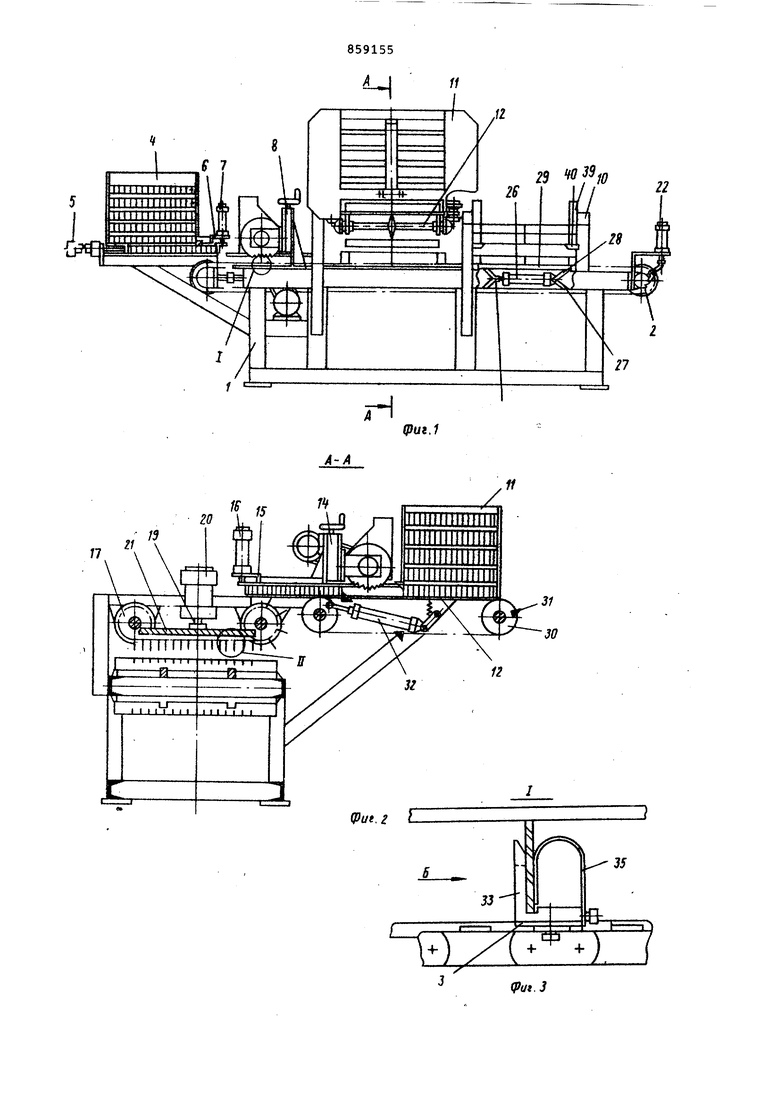
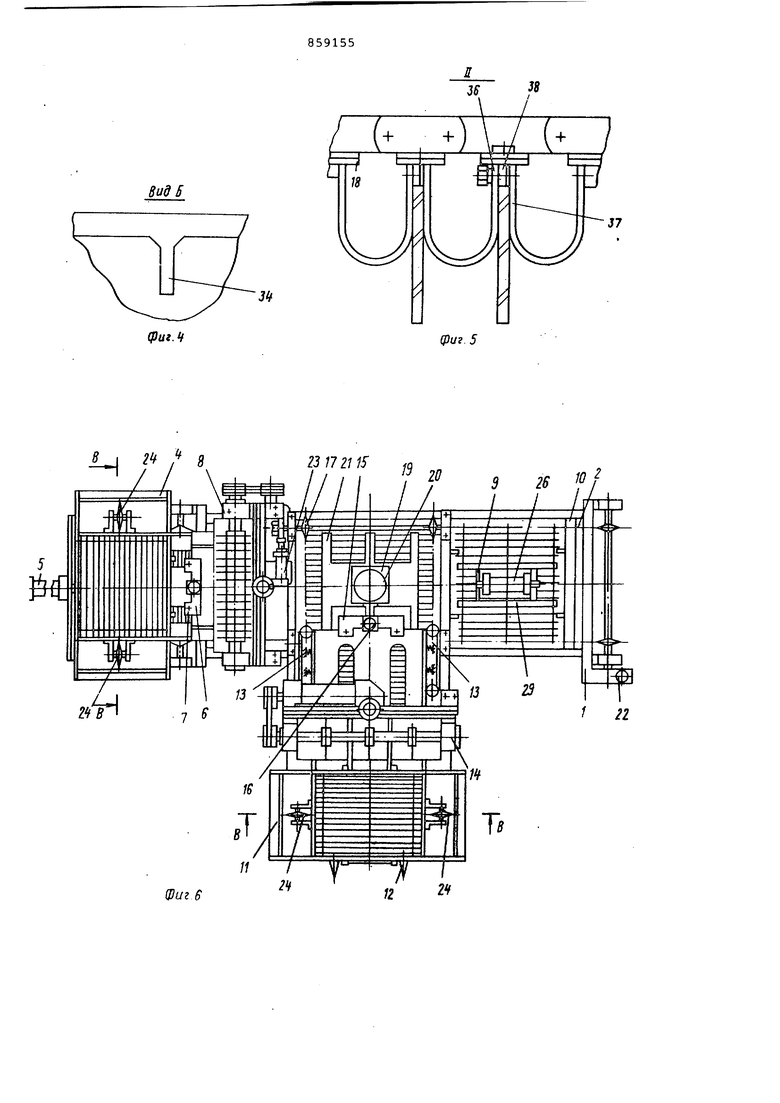
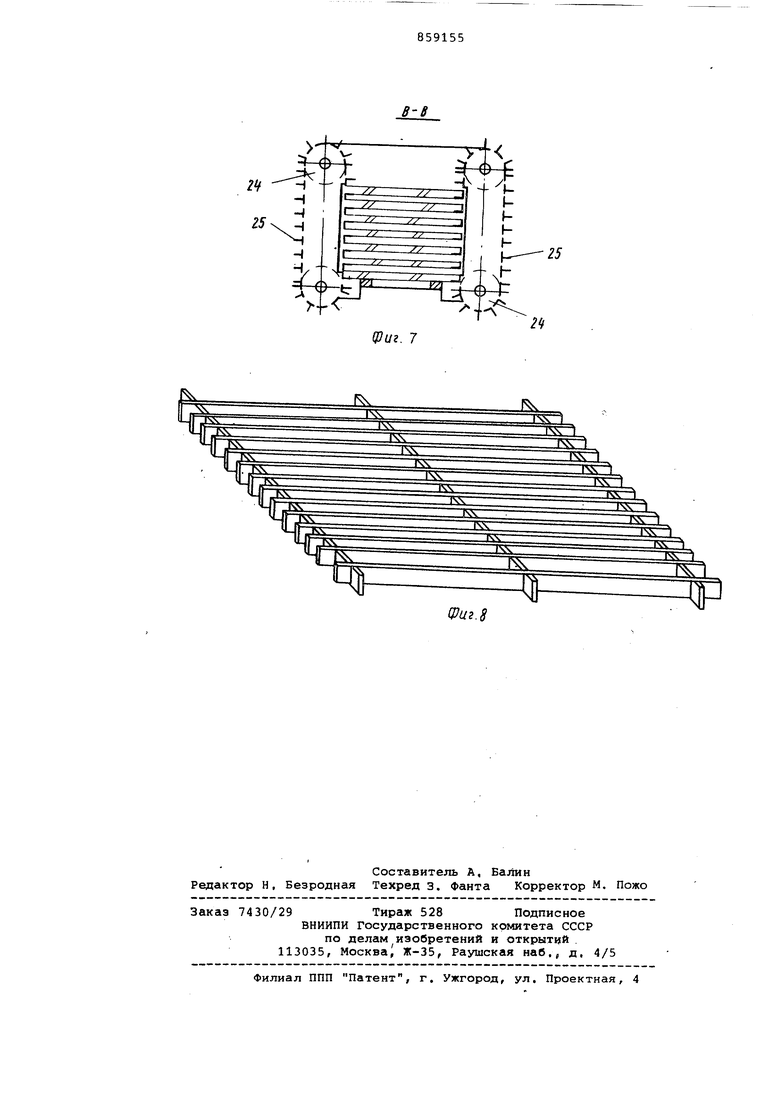
на фиг. 1 показано предлагаемое устройство, общий вид; на фиг, 2 разрез А-А на фиг, Ij на фиг, 3 выносной элемент I на фиг, 1; на фиг. 4 - вид Б на фиг, 3; на фиг, 5 выносной элемент II на фиг, 2) на фиг, б - устройство, вид в плане; на фиг, 7 - разрез В-В на фиг, 6) на фиг, 8 - вид готового заполнителя (один из вариантов),
Устройство состоит из станины 1, на которой смонтирован конвейер 2
перемещения поперечных планок, на звеньях цепи которого установлены башмаки 3, магазин 4 поперечных планок с механизмом 5 их подачи, выполненным в виде силового цилиндра, досылатель б с приводом 7, выполненных в виде силового цилиндра, пильный суппорт 8, выталкиватель 9 готовых изделий и накопитель 10 готовых изделий. На станине 1 установлен магазин/ 11 с механизмом 12 подачи продольных планок и с двумя клиноременными подавателями 13, пильный суппорт 14, досылатель 15 с приводом 16 выполненный в виде силового цилиндра На станине 1 на пересечении осей конвейера 2 и механизма 12 подачи установлен конвейер 17 захвата и фиксации, на звеньях цепи которого закреплены башмаки 18 и механизм 19 запрессовки с приводом 20, выполненным в виде силового цилиндра со смонтированным на его штоке подпятником 21. Конвейер 2 имеет привод 22, выполненный в виде силового цилиндра, конвейер 17 - привод 23, вьетолненный в виде силового цилиндра. Магазины 4 и 11 снабжены механизмами загрузки f выполненными в виде вертикально закрепленных по его торцовым стенкам транспортером 24, на тяговых органах которых установлены захваты 25, Выталкиватель 9 выполнен в виде размещенного в горизонтальной плоскости силового цилиндра 26 с рычагами, причем их концы 27 шарнкрно связаны со станиной 1, а концы 28 - с платформой 29. Механизм 12 подачи выполнен в виде, конвейера 30, на тяговом органе которого закреплены упорял 31, привод 32 - в виде силового цилиндра, а башмаки 3 - в виде жестко за репленных на звеньях цепи уголков 33, имеющих пазы 34 для прохода пильных дисков и У образных подпружиненных элементов 35, одни концы которых закреплены на угольнике 33 жестко, а другие свободно-, обеспечивающие прижим поперечных планок к вертикальной плоскости угольника 33. Башмаки 18 сделаны в виде V-образных подпружиненшах элементов 36 и 37 соовтетственйо числу продольных планок, Конец элемента 36 жестко закреплен на звене цепи, а смежный ему конец элемента, 37 свободно упирается в упор 38, размещенный в образованном между этими элементами зазоре. Для обеспечения прижима планки толщина упора должна быть меньше минимальной толщины планки. Накопитель 10 представляет собой направляющие 39 с собачками 40, Фиксирухяда е вытолкнутое платформой 29 готовое изделие.
Устройство работает следующим образом.
Механизм 5 подачи выталк.ивает по одной планке из нижнего ряда магазина 4, а досылатель 6 вводит вытолкнутые планки в башмаки 3, при этом
конвейер 2 при помощи привода 22 синхронно с работой механизма 5 подачи смещает планки на один шаг. Диски пильного суппорта 8 производят выпиловку пазов в планках, которые продолжают продвигаться в зону действия механизма 19 запрессовки. При вьшиловке пазов в планках благодаря жесткой конструкции угольника 33. и пазов 34 башмака 3 исключаетая вероятность скола или излома планки, Одновременно с разгрузкой магазина 4 производят разгрузку магазина 11 следукндим образом.
Механизм 12 подачи своими ynopaivof 31 выталкивает нижний ряд планок под диски пильного суппорта 14 для выпиловки пазов в пакете, после чего досылатель 15 заталкивает по одной планке в башмаки 18 конвейера 17 с заданным шагом, После накопления ва нижней ветви конвейера 17 необходимо го количества планок для образова.ния решетчатого заполнителя подПЯТ ник 21 выводит продольные планки из пазов башмаков 18 и запрессовывает их в поперечные планки, зафиксирован г иые в башмаках 3 в зоне механизма 19 запрессовки, образуя при этом решетчать1й заполнитель (фиг. 8), перемещаемый конвейером 2 с башмаками 3 в зону действия выталкивателя 9, который рычагами с платформой 29 выталкивает готовое изделие в накопитель 10« освобождая при этом место . для сяеду1вщего изделия, которое фиксируется в верха&и положении в направлякщих 39 собачками 40.
В связи с тем, что в непосредственной близости от накопителя должен быть размещен и технологически связан пост по сборке щитовых или строи; тельных конструкций, необходимость i в автоматическом съемнике готовых изделий и в конвейере для транспортировки решетчатого заполнителя отпадает.
Линия для изготовления решетчатого заполнителя может собрать заполнители с разным количеством планок.
Формула изобретения
1. Устройство для изготовления решетчатого заполни еля пустотелшх
щитов, включающее станину, на .которой смонтирован имеющий башмакиконвейер перемещения поперечных планок с приводом, магазин поперечных планок с механизмом их подачи и досылателем с приводом, пильный суппорт, выполненный в виде силового цилиндра, механизм запрессовки с магазином, который имеет механизм подачи продольных планок и установлен перпендикулярно направлению подачи поперечOных планок, выталкиватель готовых изделий и накопитель, отличающееся тем, что, с целью снижения трудоемкости и повышения качества, магазин продольных планок снабжен
5 пильным суппортом, имеющим привод досылателем и имекадим башмаки и приВСФЕ конвейером захвата и фиксации продольных планок, механизм подачи продольных планок выполнен в виде конвейера, магазины поперечных и
0 продольных планок снабжены механизмами загрузки, которйые выполнены в виде укрепленных на стенках магазинов вертикальных транспортеров с захватами, башмаки конвейера переме5щения поперечных планок выполнены в виде жестко смонтированных на
I звеньях цепи уголков с пазами для прохода пильных дискови V-образных подпружиненных элементов, один конец
0 которых жестко соединен с уголком, а второй обращен к вертикальной поверхности уголка, при этом баимаки конвейера захвата и фиксации продольных планок выполнены также в виде
5 У-овразных подиружинеаных элементов,. один конец которых соединен со звеньями цепи жестко, а второй посредством упора.
0
2, Устройство ПОП.1, отличающееся тем, что приводы конвейера перемещения поперечных планок,конвейера захвата и фиксации продольных планок и обоих досылате5лей выполнены а виде силовых цилиндjPOB.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 506501, кл. В 27 D 1/06, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU948662A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU905077A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1974 |
|
SU506501A1 |
| Решетчатый заполнитель щитов и устройство для его изготовления | 1983 |
|
SU1155448A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1986 |
|
SU1359121A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| ДВУСТОРОННИЙ ШИПОРЕЗНЫЙ СТАНОК | 1972 |
|
SU351698A1 |
Л
1 W
Вид Б
(- . ) U (О
J7
W J и г 21
фиг. 7
